 Научные и курсовые работы |
Главная
Исторические личности
Военная кафедра
Ботаника и сельское хозяйство
Бухгалтерский учет и аудит
Валютные отношения
Ветеринария
География
Геодезия
Геология
Геополитика
Государство и право
Гражданское право и процесс
Естествознанию
Журналистика
Зарубежная литература
Зоология
Инвестиции
Информатика
История техники
Кибернетика
Коммуникация и связь
Косметология
Кредитование
Криминалистика
Криминология
Кулинария
Культурология
Логика
Логистика
Маркетинг
Наука и техника Карта сайта
Курсовая работа: Технологическая линия по производству карамели
Курсовая работа: Технологическая линия по производству карамели
Министерство образования и науки Украины
Восточноукраинский Национальный университет им. В.Даля
Краснодонский факультет инженерии и менеджмента
Кафедра лёгкой и пищевой промышленности
Курсовая работа
По дисциплине: Общая технология пищевых производств
На тему: Технологическая линия по производству карамели
Выполнил:
Студент группы К-606
Котомцев А.Ю.
Проверил: Гавриш В.С.
Краснодон 2009
Содержание
1. Классификация и характеристика готовой продукции
2. Технологическая схема производства
3. Характеристика технологического процесса производства
3.1 Стадии технологического процесса
3.2 Приготовление карамельного сиропа
3.2.1 Приготовление сиропа с растворением сахара в патоке
3.3 Приготовление карамельной массы
3.4 Приготовление начинок
3.4.1 Фруктовые начинки
3.4.2 Помадные начинки
3.4.3 Сбивные начинки
3.5 Охлаждение карамельной массы
3.6 Проминка карамельной массы
3.7 Вытягивание массы
3.8 Получение карамельного батона и его калибрование
3.9 Формование карамели
3.10 Охлаждение карамели после формования
3.11 Завертывание карамели
3.12 Переработка отходов
3.13 Особенности производства и потребления готовой продукции
4. Машинно-аппаратная схема производства
5. Характеристика и принцип действия технологического оборудования
5.1 Устройство и принцип действия линии
1. Классификация и характеристика готовой продукции
Карамель представляет собой сахарные кондитерские изделия, состоящие в основном из твердого аморфного вещества – карамельной массы. Ассортимент карамели насчитывает более 200 наименований и делится на две основные группы: леденцовая карамель, изготовленная целиком из карамельной массы (изделия овальной и прямоугольной формы, фигурная карамель, монпасье и др.); карамель с начинкой, состоящая из наружной оболочки, изготовленной из карамельной массы, и начинки (изделия с фруктово-ягодными, молочными, шоколадными, масляно-сахарными и другими начинками).
По внешнему оформлению карамель выпускают завернутую или открытую. Карамель поштучно заворачивается во влагонепроницаемую этикетку. Открытая карамель фасуется в разнообразную герметичную тару либо поверхности карамели подвергают защитной обработке. Её покрывают тонким влагонепроницаемым слоём воско-жировой глазури или обсыпают сахаром-песком либо смесью какао-порошка и сахарной пудры.
Сырьём для приготовления карамели служит сахар, крахмальная патока и разнообразные заготовки и полуфабрикаты для начинок (фруктово-ягодные подварки и пюре, молочные и какао-продукты, жиры, орехи и др.). Широко используются пищевкусовые добавки (пищевые кислоты и ароматические эссенции, красящие вещества и др.).
2. Технологическая схема производства
Технологическая схема производства приводится на рис. 2.1.
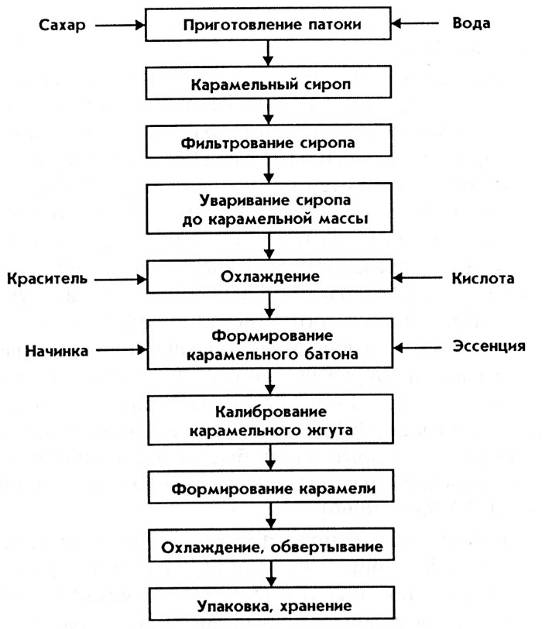
Рис. 2.1. Технологическая схема производства
3. Характеристика технологического процесса производства
3.1 Стадии технологического процесса
Производство карамели разделяется на следующие стадии и операции:
-подготовка сырья к производству: освобождение от тары и хранение сахара, патоки, заготовок и полуфабрикатов; просеивание сыпучих продуктов и фильтрация жидких компонентов, десульфитация, темперирование, растворение или расплавление сырья для начинок;
-приготовление карамельного сиропа: дозирование сахара-песка, патоки (инвертного сиропа) и питьевой воды, растворение сахара, смешивание с патокой и уваривание рецептурной смеси;
-приготовление карамельной массы путём уваривания карамельного сиропа под вакуумом;
-обработка карамельной массы: охлаждение массы, дозирование карамельной массы, кислоты, эссенции и красителя, смешивание массы с добавками, выравнивание температуры по всему объёму массы путём проминки или вытягивания (с одновременным насыщением массы пузырьками воздуха);
-приготовление начинок: дозирование, смешивание и уваривание рецептурных компонентов, дозирование вкусовых добавок, смешивание и темперирование уваренной рецептурной смеси;
-формование карамели: дозирование карамельной массы, обкатывание карамельного батона, дозирование начинки, калибрование карамельного жгута с начинкой, формование изделий определенной формы способами штампования или резания;
-охлаждение отформованной карамели: предварительное охлаждение на узком конвейере, окончательное охлаждение в охлаждающем агрегате;
-завёртка карамели, фасование завёрнутой карамели в пакеты, упаковка пакетов (или завёрнутой карамели) в картонные короба.
3.2 Приготовление карамельного сиропа
Для уваривания в качестве основного оборудования применяются варочные котлы, оборудованные паровой рубашкой. Кроме того, сироп можно готовить в диссуторах.
3.2.1 Приготовление сиропа с растворением сахара в патоке
Этот способ прогрессивен, однако следует учитывать, что количество воды, содержащейся в патоке, недостаточно для растворения всего предусмотренного рецептурой сахара, если процесс вести при атмосферном давлении. В диссутор дозируют подогретое до 40-50 °С предусмотренное рецептурой количество патоки и горячую воду в количестве, соответствующем примерно 10 % массы сахара. Вместо сахара можно использовать нейтрализованный инвертный сироп. Затем вводят сахар и растворяют его при включенном барботере. После растворения сахара барботер отключают и сироп уваривают до указанной выше массовой доли сухих веществ (84-86 %). Преимуществами этого способа являются значительное снижение общей продолжительности процесса, экономия пара и повышение производительности труда и оборудования.
3.3 Приготовление карамельной массы
На небольших предприятиях карамельную массу приготовляют в аппарат периодического действия – универсальных варочных вакуум-аппаратах (М-184). Аппарат состоит из двух котлов, расположенных один над другим.
В верхний котел загружают рецептурную смесь сырья или карамельный сироп и включают обогрев и мешалку. Греющий пар должен иметь давление 500-600 кПа. Рецептурную смесь перемешивают в течение 4-8 мин и по окончании растворения сахара выключают мешалку. Массу уваривают до температуры 138-140 °С, что соответствует влажности 5-6 %.. Как только температура массы достигнет требуемого значения, автоматически включается клапан для выгрузки массы в нижний котел и включается вакуум-насос. Предварительно перед выпуском массы из верхнего котла нижний котел нагревают горячей водой, воду сливают, а котел насухо вытирают и смазывают. Кипение массы и дальнейшее испарение воды из нее продолжают в нижнем котле в результате разряжения. В процессе самоиспарения влаги под вакуумом температура массы и ее влажность снижаются. По окончании варки готовую карамельную массу выливают из аппарата, опрокидывая нижний котел. Общая продолжительность варки карамельной массы составляет 20-30 мин.
3.4 Приготовление начинок
Стандартом предусмотрены следующие виды начинок: фруктовые, ликерные, медовые, помадные, молочные, марципановые, сбивные, ореховые и др.
3.4.1 Фруктовые начинки
Процесс получения начинки включает подготовку фруктово-ягодной части сырья, дозирование и смешивание компонентов (пюре, сахар, патока) и уваривание.
Подготовленная в смесителе рецептурная смесь, в которую входят сахаропаточный сироп и фруктовое пюре поступает в варочный аппарат. Уваренная начинка сливается в темперирующую машину. Оттемперированная начинка подается на участок формования карамели. Излишняя начинка возвращается в темперирующую машину.
3.4.2 Помадные начинки
Помадную массу получают путем сбивания при охлаждении сахаропаточного сиропа.
3.4.3 Сбивные начинки
Эти начинки представляют собой массу пенообразной структуры, в которой сахарный сироп сбивают с яичным белком или др. пенообразователями и вкусовыми и ароматическими компонентами рецептуры. При изготовлении предварительно готовят сбитую на белках массу, в которую постепенно небольшими порциями вводят сахаропаточный сироп. Температура сиропа не должна превышать 80° С. В приготовленную таким образом массу вносят вкусовые и ароматические добавки и затем еще непродолжительное время сбивают.
3.5 Охлаждение карамельной массы
Карамельную массу охлаждают как в непрерывном потоке на охлаждающих машинах, так и периодическим способом отдельными порциями на охлаждающих столах.
При периодическом способе карамельную массу выливают на охлаждающий стол непосредственно из варочной аппаратуры или переносят в специальных бачках порциями по 20-25 кг. Параллельно охлаждению в карамельную массу на столах вводят краску, эссенции и кристаллическую кислоту. Продолжительность охлаждения 1-2 мин.
На охлаждающих столах в массу можно вводить возвратные отходы карамели, не содержащие начинки. Эти отходы вносят в карамельную массу сразу после выливания ее на стол. При этом они быстро расплавляются в горячей карамельной массе. Количество введенных отходов не должно превышать 10 %.
3.6 Проминка карамельной массы
Назначением проминки карамельной массы является равномерное распределение в ней кислоты, эссенции, краски, полное равномерное распределение введенных отходов. При проминке, осуществляемой вручную, массу складывают так, чтобы нижние остывшие слои ее попадали внутрь. После этого массу проминают и подают на формование.
При полумеханизированном способе производства проминку осуществляют на проминальной машине периодического действия.. Основными частями этой машины является вращающийся на вертикальной оси стол, над которым вращается зубчатый проминальный ролик и помещен опрокидыватель в форме лемеха. Стол, ролик и опрокидыватель охлаждаются водой. После проминки температура карамельной массы снижается до 75-80° С.
3.7 Вытягивание массы
Для получения карамели с непрозрачной оболочкой карамельную массу после окрашивания, ароматизации обрабатывают на тянульных машинах. После такой обработки она приобретает шелковистый блеск и хрупкость, что является следствием проникновения в массу воздуха. При этом масса теряет прозрачность, а плотность ее значительно уменьшается. Одновременно в массе равномерно распределяются введенные добавки и возвратные отходы.
3.8 Получение карамельного батона и его калибрование
Чтобы из бесформенной пластичной массы получить калиброванный жгут определенного сечения, сначала готовят карамельный батон конической формы, а затем из вершины конуса вытягивают карамельный жгут.
Для получения карамельного батона в форме конуса с начинкой или без нее используют карамелеобкаточные машины. Для выработки карамели с начинками, которые закачиваются насосом, на корпусе машины смонтирован начинконаполнитель. Он служит для дозированной подачи начинки внутрь карамельного батона.
Для получения из карамельного батона карамельного жгута определенного сечения используют калибрующую машину.
3.9 Формование карамели
Целью формования карамели является получение отдельных изделий определенной формы.
Для формования карамели с начинкой и без нее наибольшее распространение получили цепные (режущие и штампующие машины).
3.10 Охлаждение карамели после формования
Отформованную карамель быстро охлаждают до температуры около 35 °С. Карамель в виде цепочки отформованных изделий, связанных пластичными перемычками, охлаждают на узких транспортерах, скорость которых одинакова со скоростью движения формующих цепей, т.е. скорость транспортера должна совпадать со скоростью формующих цепей. Если скорость ленты превышает скорость цепей, то карамельная цепочка вытягивается и карамель деформируется. Если же скорость ленты недостаточна, то карамельная цепочка будет ложиться змейкой и даже петлями и слипаться.
Транспортер изготавливают из прорезиненного полотна шириной до 100 мм. На транспортере карамельная цепочка сверху и с боков обдувается воздухом, который нагнетается вентилятором.
Карамель, отформованная в виде отдельных изделий, или карамель, разделенная на отдельные карамельки из цепочки после охлаждения на узком транспортере, охлаждают на специальных устройствах: широких транспортерах различного вида, часто многоярусных, и в устройствах закрытого типа (шкафах).
3.11 Завертывание карамели
Завертывание осуществляют на заверточных машинах. В зависимости от метода зажима и замыкания концов этикетки различают несколько видов авертывания. Наиболее распространенным видом является заделка концов этикетки закручиванием – «в перекрутку». Реже используют завертку с заделкой этикетки на основании складками и перекруткой свободного конца – «саше».
3.12 Переработка отходов
На кондитерских фабриках чаще всего эти отходы растворяют и на их основе получают сиропы с массовой долей сухих веществ 80-82 %. Продолжительность растворения не должна превышать 30 мин. Этот сироп после отстаивания и фильтрования используют, как правило, при варке фруктовых и других начинок.
3.13 Особенности производства и потребления готовой продукции
В современном карамельном производстве массовые виды леденцовой карамели и карамели с жидкими начинками (фруктово-ягодными, молочными, помадными) вырабатывают на механизированных поточных линиях. Розничный ассортимент карамели производят на линиях, требующих частичного применения ручных операций.
Механизированное производство карамели отличается высокой интенсивностью процессов. При формовании карамели производительность достигает 1800…2200 изделий в минуту. Такие условия производства предъявляют высокие требования в точности геометрических размеров, формы и прочностных характеристик изделий.
Карамельную массу получают путём уваривания водного раствора сахарозы и антикристаллизатора до остаточной влажности 2…4 %. В качестве антикристаллизатора используют крахмальную патоку, которую частично можно заменить инвертным сиропом.
Процесс обработки карамельной и изготовления из не
изделий обусловлен физическим состоянием и механическими характеристиками
массы, которые прежде всего зависят от температуры. Карамельная масса при
температуре выше 100 ![]() представляет собой вязкую
жидкость. Вязкость массы при охлаждении увеличивается в десятки раз, а при
температуре 65…
представляет собой вязкую
жидкость. Вязкость массы при охлаждении увеличивается в десятки раз, а при
температуре 65…![]() С она переходит в пластичное состояние,
т.е. обретает способность принимать под давлением любую форму и сохранять её.
При дальнейшем охлаждении ниже 35…
С она переходит в пластичное состояние,
т.е. обретает способность принимать под давлением любую форму и сохранять её.
При дальнейшем охлаждении ниже 35…![]() масса переходит в стекловидное
аморфное состояние. Она становится твердой и хрупкой.
масса переходит в стекловидное
аморфное состояние. Она становится твердой и хрупкой.
Особенности технологического процесса производства карамели обусловлены тем, что карамельная масса является весьма неустойчивой системой: сахар (сахароза) стремится принять свойственное ему кристаллическое состояние. Кроме того, при нагревании рецептурной смеси происходит химическое изменение сахарозы. Продукты такого изменения отличаются высокой гигроскопичностью, ухудшают внешний вид изделия и сокращают срок хранения карамели. Поэтому на всех стадиях технологического процесса требуется создание условий, обеспечивающих высокую стойкость карамельной массы. В частности, для снижения температуры и сокращения продолжительности удалении влаги из рецептурной смеси её уваривают под вакуумом. Вкусовые добавки, содержащие кислоту, вводят после предварительного охлаждения карамельной массы. Необходимым условием при изготовлении карамели является охлаждение уваренной карамельной массы в возможно более короткие сроки, так как скорость кристаллизации сахарозы зависит от скорости охлаждения и с понижением температуры быстро падает из-за резкого повышения вязкости массы.
Поверхность готовой карамели должна обязательно защищаться от влияния окружающего воздуха. Незащищённая карамель, поглощая влагу из воздуха, быстро увлажняется, слипается и теряет товарный вид. Наиболее распространённым способом защиты является завертка карамели во влагонепроницаемую этикетку.
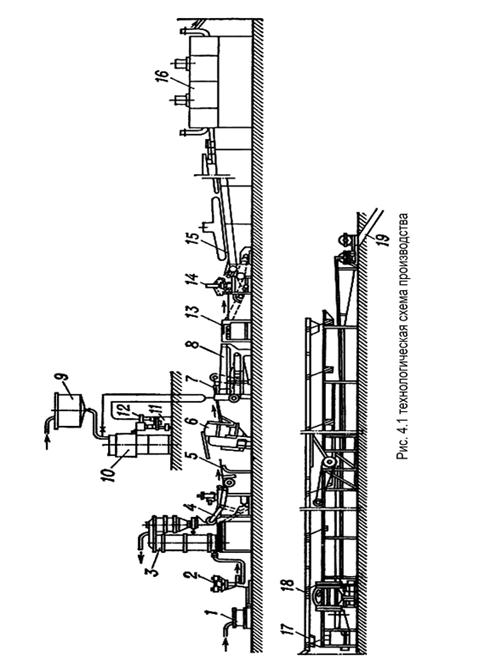
4. Машинно-аппаратная схема производства
Машино –аппаратная схема производства приводится ниже на рис. 4.1.
Предназначены для варки, уваривания, выпаривания под вакуумом различных кондитерских смесей (начинок, мармелада, желе и т.п.) Вакуум-аппарат представляет собой цилиндрический корпус с эллиптической крышкой и днищем, снабженный теплоизолированной паровой рубашкой и перемешивающим устройством. Внутренняя поверхность аппарата изготовлена из пищевой нержавеющей стали. Наружная нержавеющая или крашенная. Аппарат оснащен люком для внутреннего обслуживания, манометром для измерения давления пара в рубашке, предохранительным клапаном, штуцерами для загрузки и выгрузки продукта, а также смотровым окном. Дополнительно поставляются вакуум-насосы для создания разряжения в аппарате.
Табл. 4.1
Технические характеристики вакуум-аппаратов
| Рабочая вместимость, м3, не менее | 0,075 | 0,15 | 0,3 | 0,5 | 1,0 |
| Геометрическая вместимость,м3 ,не менее | 0,160 | 0,325 | 0,648 | 1,27 | 2,54 |
| Площадь поверхности нагрева м2 | 0,5 | 0,98 | 1,95 | 2,2 | 3,8 |
| Рабочее давление пара в паровой рубашке, МПа не более | 0,6 | 0,6 | 0,6 | 0,25 | 0,25 |
| Расход пара, кг/ч | 70 | 90 | 110 | 130 | 150 |
| Рабочее давление пара в корпусе МПа, не более | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 |
| Частота вращения мешалки об/мин | 18 | 18 | 18 | 45 | 45 |
| Установленная мощность кВт, не более | 0,55 | 0,55 | 0,75 | 1,8 | 3,0 |
| Наличие люка | да | да | да | да | да |
| Наличие дискового затвора Ду 50 | да | да | да | да | да |
| Наличие капиллярного термометра | да | да | да | да | да |
| Наличие моющей головки | да | да | да | да | да |
|
Габаритные размеры, мм не более: -длина |
980 | 1200 | 1200 | 1750 | 1050 |
| -ширина | 950 | 1080 | 1080 | 1330 | 1530 |
| -высота | 1800 | 2280 | 2700 | 2840 | 3200 |
| Масса, кг не более | 270 | 380 | 440 | 940 | 1300 |
Конструкционные особенности:
Вакуум-аппарат представляет собой трехстенный, цилиндрический сосуд, установленный вертикально на опорах;
Между внутренней и средней стенкой создана паровая камера. Пространство между средней и наружной стенками заполнено пористым термоизолирующим материалом, предохраняющим обслуживающий персонал от ожогов.
Все соприкасающиеся с продуктами детали выполнены из пищевой нержавеющей стали;
Вакуум-аппарат оснащен мешалкой рамного типа (по желанию заказчика возможна установка фторопластовых скребков), мотор-редуктором, дисковым затвором Ду-50;
Вакуум-аппарат имеет коническое днище, это решает проблему застойных зон и гарантирует полный слив продукта;
Оборудование комплектуется блоком управления с кнопками включения/выключения перемешивающего устройства. По желанию заказчика комплектуется терморегуляторами Компании «Овен»;
В крышке вакуум-аппарата располагается люк для загрузки ингредиентов вручную, патрубки для подачи продукта (Ду50) ,форсунка для автоматической циркуляционной мойки, а так же патрубком для подсоединения вакуумного насоса;
По желанию заказчика вакуум-аппарат комплектуется вакуумными насосами серии ВВН;
Возможно изготовление аппаратов с электрическим нагревом рабочим до 0,5 м3.
Табл. 4.2
Технические характеристики
| 5007в | 5007г | МЗ-2С-241А | |
| Вместимость рабочая, л | 150 | 150 | 500 |
| Поверхность нагрева, м2 | 0,98 | 0,98 | 2,2 |
| Расположение перемешивающего устройства | вертикально | горизонтально | вертикально |
| Рабочее давление пара в паровой рубашке, МПа | 0,6 | 0,6 | 0,6 |
| Рабочее разрежение в корпус аппарата, МПа | -0,08 | -0,08 | -0,07 |
| Скорость вращения мешалки, об/мин | 16 | 120 | 48 |
| Установленная мощность, кВт | 0,55 | 0,55 | 3,0 |
| Габаритные размеры, мм | 950х1055х1800 | 1450х1080х1440 | 1750х1330х1440 |
| Масса, кг | 390 | 430 | 900 |
Предназначена для вытягивания наполненного или ненаполненного жгута мягкой или твердой карамели. Машина принимает карамельный жгут от обкаточной машины, калибрует и передает к карамелештампующей машине.
Табл. 4.3
Технические характеристики машины калибрующей ж7-шкж
| Производительность, кг/ч | 385-1500 |
| Скорость движения карамельного жгута, м/мин | 23-91 |
| Диаметр карамельного жгута, мм | 16-20 |
| Установленная мощность, кВт | 2,2 |
| Габаритные размеры, мм | 1300х580х1270 |
| Масса, кг | 500 |
Предназначена для формирования батона из карамельной массы с начинкой и без нее. Применяется на предприятиях кондитерской промышленности в составе поточно-механизированной линии для производства карамели, автономно при изготовлении леденцовой карамели, в комплекте с начиночной машиной Б4-ШМН-1 при изготовлении карамели с начинкой.
Табл. 4.4
Технические характеристики карамелеподкаточной машины б4-шмп-1
| Производительность, кг/ч: | 1100 |
| Число подкатывающих веретен | 6 |
| Диаметр жгута на выходе, мм | 50-70 |
| Установленная мощность, кВт | 2,2 |
| Габаритные размеры, мм | 2320х600х1480 |
| Масса, кг | 500 |
Ленточные конвейеры (Ленточные транспортёры)
Ленточные конвейеры предназначены для перемещения сыпучих, кусковых и штучных грузов в горизонтальном и наклонном направлениях. Ленточные конвейеры представляют собой транспортирующие устройства непрерывного действия, несущим и тяговым органом которых является гибкая бесконечная лента. Транспортер состоит из станины, двух концевых барабанов и собственно приводного и натяжного устройства. Приводной барабан приводится во вращение электродвигателем через редуктор.
Лента по всей ее длине опирается на образующие желоб или прямые роликоопоры, которые могут быть заменены на сплошной настил желобчатой или ровной формы или прямые направляющие. Желобчатая форма роликоопор и настила удобна для перемещения насыпных грузов на значительные расстояния.
Трехроликовый транспортер предназначен для перемещения больших масс сыпучего продукта с большой нагрузкой на ролики (цемента, песка и т.п.)
Двухроликовый транспортер предназначен для перемещения сыпучего продукта с умеренной нагрузкой на ролики. Холостая ветвь ленты во всех случаях поддерживается прямыми роликоопорами. Конвейер может быть изготовлен в закрытом кожухе для транспортировки груза на открыты площадках. Возможно изготовление плоского транспортера с разделением потоков перемещаемой продукции, а также с плужковыми сбрасывателями. Возможно изготовление транспортера с регулируемыми по высоте опорами и регулировкой угла наклона. Изготавливаются транспортеры как стационарные, так и передвижные.
Транспортер ленточный двухроликовый, передвижной, наклонный, с регулируемым углом наклона при помощи лебедки (КЛП)
Предназначена для штамповки карамели различных форм и размеров. Применяется на предприятиях кондитерской промышленности.
Табл. 4.5
Технические характеристики машины карамелештампующей ж7-шмк-1
| Производительность, кг/ч | 540-1080 |
| Скорость узла формования, м/мин | 40-80 |
| Установленная мощность, кВт | 1,5 |
| Габаритные размеры, мм | 1230х900х1250 |
| Масса, кг | 720 |
Машина охлаждающая НОМ-2 непрерывного действия с дозаторами предназначена для охлаждения карамельной массы, а также насыщения красителями, эссенцией и кислотой. Машина применяется в кондитерской промышленности и устанавливается в поточной линии производства карамели.
Табл. 4.6
Технические характеристики машина охлаждающей НОМ-2
| Производительность, кг/час | 280…800 |
| Угол наклона стола, градусы | 12° 30' |
| Скорость карамельной ленты, м/мин | 4 |
| Расход охлаждающей воды, л/час | До 1200 |
| Установленная мощность, кВт | 2,2 |
| Габаритные размеры, мм | 2000х960х1760 |
| Масса, кг | 710 |
Электропарогенератор марки ПЭ-30 предназначен для получения технологического пара в пищевой промышленности (производстве хлебобулочной, кондитерской, мясной, молочной, крупяной продукции), животноводстве, лёгкой промышленности (глажка тканей, производство трикотажа) и др.
Табл. 4.7
Технические характеристики парогенераторов ПЭ:
| Модель | ПЭ-30 | ПЭ-30-01 | ПЭ-30-03 | ПЭ-30-04 | ПЭ-30-05 | ПЭ-30-06 |
| Пр-ть пара, кг/час | 30 | 50 | 100 | 150 | 200 | 250 |
| Давл. пара, мПа(кг/см²) | 0,55 (5,5) | |||||
| Мощность, кВт | 21 | 35 | 65 | 90 | 150 | 185 |
| Температура, °С | 150 | |||||
| Габаритные размеры, мм | 620х590х810 | 620х590х810 | 920х590х810 | 920х590х810 | 920х590х810 | 920х590х810 |
| Масса, кг | 155 | 155 | 190 | 190 | 200 | 200 |
Поршневые насосы, отличающиеся меньшими эксплуатационными затратами и используемые для дозирования и впрыскивания жидкости.
Простая и надежная конструкция для точного дозирования и впрыскивания жидкости под давлением.
Основные преимущества
Простота и надежность
Точность дозирования +/- 0.5%
Работа при высоким давлении
Технические характеристики:
Максимальная подача: 1960 л/ч
Минимальная подача : 3 л/ч
Минимальная температура: - 10*С
Максимальная температура: 150*С
Регулировка производительности: от 0 до 100%
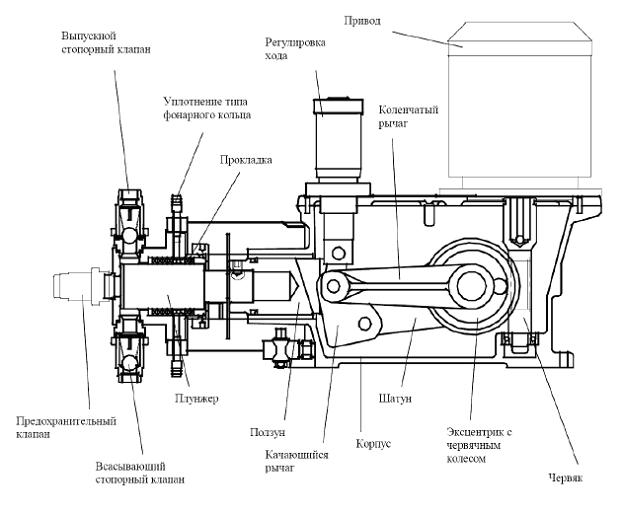
Рис. 4.10 Схема плунжерный насос Р3
Плунжерный насос РЗ предназначен для работы с синусоидальным механизмом хода и плунжерной головкой насоса. Данное технологическое решение было выбрано с целью использования насоса для дозирования жидкостей.
Электрический двигатель приводит в действие эксцентрик, оборудованный редукционной передачей, червяком и подсоединенный к шатуну, который сопряжен с ползуном и плунжером. Простое вращение эксцентрика обеспечивает перемещения плунжера и тем самым производительность насоса.
Изменение производительности и, следовательно, регулировка потока обеспечиваются с помощью механического устройства.
Это устройство включает в себя перемещающийся качающийся рычаг, расположенный сверху; длина хода может регулироваться за счет изменения перемещения ползуна. При этом эксцентрик свободно вращается вместе с шатуном.
Предназначена для темперирования и автоматического поддержания заданной температуры шоколадных и начиночных кондитерских масс.
Табл. 4.8
Технические характеристики темперирующей ёмкости
| Объём рабочей ёмкости, л | 100 | 250 |
| Номинальная электрическая мощность, кВт | 4,5 | 9,7 |
| Контроль и регулировка температуры воды, °С | 20…100 | |
| Частота вращения мешалки, об/мин | 35 | |
| Масса установки, кг | 94 | 180 |
5. Характеристика и принцип действия технологического оборудования
Начальные стадии технологического процесса производства карамели с жидкими начинками выполняются при помощи комплексов оборудования для приготовления карамельного сиропа и начинки. В состав этих комплексов входят мкости для хранения и устройства для дозирования рецептурных компонентов, смесители и варочные аппараты.
Ведущий комплекс оборудования линии предназначен для приготовления карамельной массы, формования и охлаждения карамели. В его составе находятся дозаторы карамельного сиропа, вкусовых добавок и красителей, вакуум-аппарат, охлаждающая и тянульная машины, темперирующая машина и дозатор для начинки, карамелеобкаточная, жгутовытягивающая и формующая машины, а также узкий охлаждающий конвейер и охлаждающий агрегат.
Завершающие операции производства карамели выполняются комплексом оборудования, состоящим из заверточных, фасовочных и упаковочных машин, а также системы конвейеров, их соединяющих.
5.1 Устройство и принцип действия линии
В состав входит сироповарочная установка ШСА, предназначенная для получения карамельного сиропа. Она состоит из блока рецептурных сборников, двух сироповарочных агрегатов и щитов управления. Блок рецептурных сборников включает в себя сборники 2 для патоки, инвертного сиропа и воды, а также два плунжерных насоса 1.
В сироповарочный агрегат входит сборник 3 с дозатором сахара, смеситель 4, плунжерный насос 5, змеевиковая варочная колонка 6, снабжённая расширителем 7, пароотделитель 8, вентилятор 11, сборник готового сиропа 9 с сетчатым фильтром и шестерённый насос 10.
Принцип действия сироповарочной установки ШСА основан на растворении сахара в патоке под давлением с добавлением воды, что обеспечивает наиболее короткий производительный цикл и сокращает продолжительность температурного воздействия на сахарозу. Это позволяет получить карамельный сироп более высокого качества и повысить стойкость карамели.
Установка ШСА работает следующим образом. Из рецептурных сборников 2 насосы-дозаторы 1 подают жидкие компоненты: патоку (или инвертный сироп) и воду в приёмную воронку смесителя-растворителя 4. В эту же воронку дозатором из бункера 3 подаётся сахар-песок.
Температура патоки и воды, подаваемых в смеситель, 65…![]() (температура
инвертного сиропа не должна превышать 40…
(температура
инвертного сиропа не должна превышать 40…![]() ). В смесителе 4 рецептурная смесь
обрабатывается в течение 3…3,5 мин и нагревается до 65…
). В смесителе 4 рецептурная смесь
обрабатывается в течение 3…3,5 мин и нагревается до 65…![]() . Эта смесь имеет влажность 17…18%
и представляет собой кашицу с не полностью растворёнными кристаллами сахара.
. Эта смесь имеет влажность 17…18%
и представляет собой кашицу с не полностью растворёнными кристаллами сахара.
Плунжерным насосом 5 кашицеобразная смесь подаётся в
змеевик варочной колонки 6. На выходе из колонки змеевик соединён с
расширителем 7, внутри которого установлен диск с отверстием 10…15 мм. Диск
оказывает сопротивление потоку движущейся рецептурной смеси, обеспечивая тем
самым избыточное давление в змеевике 0,17…0,2 МПа. Благодаря этому давлению
смесь нагревается до более высокой температуры, чем при атмосферном давлении
без повышения концентрации раствора. При избыточном давлении греющего пара в
варочной колонке в пределах 0,45…0,55 МПа температура сиропа на выходе из
змеевика достигает 120…![]() . В результате повышения
температуры происходит более растворение кристаллов сахара в несколько меньшем
количестве воды, чем принято обычно при других способах уваривания.
. В результате повышения
температуры происходит более растворение кристаллов сахара в несколько меньшем
количестве воды, чем принято обычно при других способах уваривания.
Образовавшийся в сиропе вторичный пар удаляется в пароотделителе 8 и вместе с воздухом вентилятором 11 выводится наружу.
Готовый сироп собирается в нижней конической части пароотделителя 8 и отводится в сборник сиропа 9. Сборник снабжён фильтром с ячейками диаметром 1 мм. По мере необходимости готовый карамельный сироп перекачивают к местам потребления шестерённым насосом 10.
В состав линии входит установка для приготовления жидких начинок. Она состоит из блока рецептурных сборников с дозирующими устройствами, двух начиночных вакуум-аппаратов, сборника начинки и щитов управления. Блок рецептурных сборников 14 включает в себя сборники для сахарного сиропа, патоки, фруктово-ягодной пульпы, молочных продуктов и др., а также дозирующие устройства для этих компонентов.
Начиночные вакуум-аппараты 13 имеют паровую рубашку, механическую мешалку и спускной штуцер с затвором. Рабочий объём аппарата через трубопровод на верхней крышке соединён с мокровоздушным вакуум-насосом 12, снабжённым конденсатором смешения.
Приёмный сборник начинки 15 имеет водяную рубашку, механическую мешалку и спускной штуцер, соединённый через трубопровод с шестерённым насосом 10.
При работе установки исходные компоненты дозируют и загружают в начиночный вакуум-аппарат в соответствии с рецептурой. После герметизации варочного объёма включают вакуум-насос и подают греющий пар. При уваривании начинки поддерживают избыточное давление греющего пара в пределах 0,4…0,6 МПа, а остаточное давление (разрежение) в варочном объёме 65…75 кПа. Рецептурная смесь уваривается в течение 30…45 мин до влажности 16…19 %.
Готовая начинка по направляющим желобам перетекает в
приёмный сборник 15, охлаждающая до температуры ![]() и насосом 10 перекачивается в
темперирующую машину 29. Сюда же дозирующими устройствами 27 подаются кислота и
ароматическая эссенция, которые перемешиваются с начинкой. Готовая начинка
перекачивается насосом 26 в начинконаполнитель 28.
и насосом 10 перекачивается в
темперирующую машину 29. Сюда же дозирующими устройствами 27 подаются кислота и
ароматическая эссенция, которые перемешиваются с начинкой. Готовая начинка
перекачивается насосом 26 в начинконаполнитель 28.
Наличие пары варочных аппаратов в установке позволяет организовать бесперебойное приготовление начинки: пока в одном аппарате уваривается начинка, в другом производят вспомогательные операции, и наоборот.
Уваривание карамельного сиропа для получения карамельной массы осуществляется в змеевиковом вакуум-аппарате непрерывного действия. Он состоит из греющей части – змеевиковой варочной колонки 19, выпарной части вакуум-камеры 21 с разгрузочным механизмом 22 и сепаратора-ловушки 20, соединённого через конденсатор смешения с мокровоздушным насосом 18.
При работе вакуум-аппарата карамельный сироп из расходного сиропного бака 16 плунжерным насосом-дозатором 17 непрерывно нагнетается в змеевик колонки 19 под избыточным давлением 0,08…0,15 МПа. Одновременно в корпус колонки подаётся греющий пар под давлением 0,4…0,6 МПа. Проходя через змеевик, сироп нагревается, закипает и, смешиваясь с выделившимся из него паром, поступает в вакуум-камеру 21.
Остаточное давление (разрежение) в вакуум-камере поддерживается в пределах 85…95 кПа, поэтому в ней продолжается процесс уваривания массы благодаря интенсивному самоиспарению влаги в разрежённом пространстве. Вторичный пар, выделяющийся из сиропа при его уваривании, и воздух проходят через сепаратор-ловушку 20, в которой задерживаются частицы карамельной массы. Далее вторичный пар охлаждается, конденсируется и вместе с воздухом удаляется вакуум-насосом 18. Уваренный карамельный сироп накапливается в вакуум-камере 21 и при помощи разгрузочного устройства 22 выгружается из неё порциями по 15…20 кг через 1,5…2 мин.
Процесс уваривания сиропа в змеевиковом вакуум-аппарате
протекает в течение 1,5…2 мин. Готовая карамельная масса остаточной влажностью
2…3,5% при температуре ![]() поступает в приёмную воронку
охлаждающей машины 23.
поступает в приёмную воронку
охлаждающей машины 23.
Из приёмной воронки карамельная масса выходит непрерывной лентой между двумя вращающимися полыми барабанами, которые охлаждаются изнутри водой. Передвигаясь по нижнему барабану, она попадает на наклонную плиту, охлаждаемую водой. Лента массы толщиной 3…6 мм и шириной 0,4…0,6 м быстро теряет тепло на охлаждаемых поверхностях, образуя твердую корочку, которая препятствует прилипанию карамельной массы к соприкасающимся поверхностям оборудования. Из-за плохой теплопроводности внутри ленты карамельной массы температура снижается медленно и сохраняется жидкое состояние продукта.
После предварительного охлаждения при продвижении массы
по наклонной плите на поверхность ленты из дозаторов 24 подаются краситель,
кислота и эссенция. В нижней части плиты карамельная лента проходит между
подвёртывателями, которые свёртывают ленту в трубу таким образом, чтобы добавки
попали внутрь. Далее лента прокатывается валками и превращается в многослойный
пласт. На охлаждающей машине 23 карамельная масса в течении 20…25 с охлаждается
до средней температуры ![]() .
.
Затем лента карамельной массы загружается конвейером на рабочие органы тянульной машины 25, которые растягивают и складывают пряди карамельной массы. В результате такой обработки в течении 1,0…1,5 мин карамельная масса перемешивается с добавками, температура массы выравнивается по всему объёму, а также масса насыщается пузырьками воздуха, теряет прозрачность и приобретает шелковистый блеск.
Карамельные изделия формуются комплексом оборудования, состоящим из трёх машин, работающих синхронно: карамелеобкаточной 30 с начинконаполнителем 28, жгутовытягивающей 31 и карамелештампующей 32.
Внутри корпуса карамелеобкаточной машины 30 расположено
шесть вращающихся рифлёных веретен. Они образуют конусообразный жёлоб, на
который конвейером загружают тянутую карамельную массу температурой ![]() . Масса
обёртывается вокруг трубки начинконаполнителя 28 и по мере накопления порции
(батона) до 50 кг обкатывается веретенами и постепенно приобретает форму
конуса. Он непрерывно вращается вокруг продольной оси, совпадающей с осью
начинконаполнительной трубки. На выходе из машины вершина карамельного батона
обкатывается в виде бесконечного жгута. При нагнетании начинки в наполнительную
трубку центральная полость жгута наполняется начинкой. Количество начинки
дозируется в зависимости от вида карамели и составляет от 23 до 33% от общей
массы изделия.
. Масса
обёртывается вокруг трубки начинконаполнителя 28 и по мере накопления порции
(батона) до 50 кг обкатывается веретенами и постепенно приобретает форму
конуса. Он непрерывно вращается вокруг продольной оси, совпадающей с осью
начинконаполнительной трубки. На выходе из машины вершина карамельного батона
обкатывается в виде бесконечного жгута. При нагнетании начинки в наполнительную
трубку центральная полость жгута наполняется начинкой. Количество начинки
дозируется в зависимости от вида карамели и составляет от 23 до 33% от общей
массы изделия.
Из обкаточной машины карамельный жгут непрерывно проходит в жгутовытягивающую машину 31. Жгут последовательно проходит через три пары калибрующих роликов, при этом диаметр жгута уменьшается от 45…50 мм до 14…16 мм. Окончательный размер диаметра жгута зависит от вида вырабатываемой карамели.
Откалиброванный карамельный жгут непрерывно поступает в карамелештампующую машину 32, которая формует и разделяет его на отдельные изделия соответствующей длины и формы с рисунком на поверхности. Обычно вырабатывают карамель длиной 30 или 38 мм овальной или удлинённо-овальной формы.
Отформованная карамель температурой ![]() непрерывной цепочкой с
тонкими перемычками между изделиями поступает на узкий ленточный охлаждающий
конвейер 33 и в течение 12…15с обдувается воздухом, имеющим температуру
непрерывной цепочкой с
тонкими перемычками между изделиями поступает на узкий ленточный охлаждающий
конвейер 33 и в течение 12…15с обдувается воздухом, имеющим температуру ![]() . За этот
промежуток времени на поверхности изделий образуется твёрдая корочка
охлаждённой массы. Что исключает деформацию карамели при более продолжительном
окончательном охлаждении в охлаждающем агрегате.
. За этот
промежуток времени на поверхности изделий образуется твёрдая корочка
охлаждённой массы. Что исключает деформацию карамели при более продолжительном
окончательном охлаждении в охлаждающем агрегате.
Этот агрегат состоит из загрузочного 34 и отводящего 36
вибролотков, а также охлаждающего шкафа 35. В последнем размещён сетчатый
конвейер и автономная система охлаждения и циркуляция воздуха. Шкаф 35 выполнен
в виде герметичной камеры, внутри которой поддерживают температуру охлаждающего
воздуха ![]() с
относительной влажностью не выше 60%.
с
относительной влажностью не выше 60%.
Карамельная цепочка, поступающая с конвейера 33, раскладывается
вибролотком 34 в виде петель по ширине сетчатого конвейера, размещённого в
шкафу 35. Карамель движется под распределительным воздуховодом, через щели
которого поступает охлаждающий воздух. В течение 1,5 мин температура карамели
снижается до ![]() , а перемычки между изделиями
становятся твердыми и хрупкими. На выходе из шкафа 35 охлаждённая карамель
ссыпается на отводящий вибролоток 36, на котором перемычки между изделиями
окончательно разрушаются, а карамельная крошка отделяется от изделий. Карамель
с вибролотка 36 загружается промежуточным конвейером 37 на распределительный
конвейер 38, обеспечивающий подачу изделий в питатели завёрточных машин 39.
, а перемычки между изделиями
становятся твердыми и хрупкими. На выходе из шкафа 35 охлаждённая карамель
ссыпается на отводящий вибролоток 36, на котором перемычки между изделиями
окончательно разрушаются, а карамельная крошка отделяется от изделий. Карамель
с вибролотка 36 загружается промежуточным конвейером 37 на распределительный
конвейер 38, обеспечивающий подачу изделий в питатели завёрточных машин 39.
Карамель, поступающая на завёртку, должна соответствовать заданным размерам и форме, не иметь деформации, открытых швов и налипших крошек. Поверхность карамели должна быть сухой, нелипкой. Карамель должна быть равномерно охлаждена и обладать прочностью, исключающей её разрушение при завёртке. На машинах 39 карамель завёртывается поштучно в этикетку с подвёрткой. Наиболее производительные завёрточные машины заворачивают карамель вперекрутку с использованием рулонных этикеток и подвёртки.
Завёрнутая карамель поступает на сборный конвейер 40 и промежуточным конвейером 41 загружается в дозирующее устройство 42 для упаковки в торговую тару – картонные короба. Далее короба передаются конвейером 43 на обандероливающую машину 44 и отгружаются в экспедицию.
Список использованной литературы
1. Общая технология пищевых производств. / Под ред. Л.П. Ковальской. – М.: Колос, 1997.-751 с.
2. Стабников В.Н., Остапчук Н.В. Общая технология пищевых продуктов.-К.: Вища школа, 1980.-304 с.
3. http://www.tsf2000.ru/tekhnologicheskie-linii/linija-proizvodstva-karameli-s-nachinkojj.html