 Научные и курсовые работы |
Главная
Исторические личности
Военная кафедра
Ботаника и сельское хозяйство
Бухгалтерский учет и аудит
Валютные отношения
Ветеринария
География
Геодезия
Геология
Геополитика
Государство и право
Гражданское право и процесс
Естествознанию
Журналистика
Зарубежная литература
Зоология
Инвестиции
Информатика
История техники
Кибернетика
Коммуникация и связь
Косметология
Кредитование
Криминалистика
Криминология
Кулинария
Культурология
Логика
Логистика
Маркетинг
Наука и техника Карта сайта
Курсовая работа: Разработка технологического процесса производства летних женских туфель
Курсовая работа: Разработка технологического процесса производства летних женских туфель
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ ИНСТИТУТ ТЕХНОЛОГИИ ЛЕГКОЙ ПРОМЫШЛЕННОСТИ, МОДЫ И ДИЗАЙНА
Кафедра моды и технологии
Курсовая работа
по дисциплине «Технология изделий из кожи»
Тема: Разработка технологического процесса производства летних женских туфель
Исполнитель: студент группы
Руководитель:
Казань, 2009
Содержание
Введение
1 Литературный обзор
2. Конструкторско-технологическая характеристика модели
2.1 Технический паспорт женских туфель с открытыми носочной и пяточной частями
3. Обоснование выбора: материалов, технологии, оборудования
3.1 Обоснование выбора материалов
3.1.1 Кожи для верха обуви
3.1.1.1 Искусственная и синтетическая кожа для верха обуви
3.1.1.2 Натуральные кожи для верха обуви
3.1.2 Материалы для подкладки обуви
3.1.3 Материалы для промежуточных деталей
3.1.4 Низ обуви. Виды подошв
3.2 Обоснование выбора технологии
3.3 Обоснование выбора оборудования. Техническая характеристика оборудования
4. Проектирование технологического процесса сборки заготовки верха обуви
4.1 Принципы построения технологического процесса
4.2 Перечень операций технологического процесса сборки заготовки верха летних женских туфель
5. Проектирование технологического процесса сборки и отделки обуви
5.1 Обоснование выбора метода формования заготовки на колодке
5.2 Перечень технологических операций по сборке обуви женских туфель с открытыми пяточной и носочной частями клеевого метода крепления
Заключение
Литература
Приложение
Введение
Цель работы разработка технологического процесса производства женских туфель с открытыми пяточной и носочной частями клеевого метода крепления.
В гардеробе современной женщины обувь занимает ведущее положение и является предметом первой необходимости. Она предназначена для защиты ног человека от неблагоприятных воздействий внешней среды - холода, чрезмерного нагрева, сырости, пыли, грязи, механических повреждений, а также служит предметом украшения человека.
Изменения, происходящие в последние годы в экономике страны, затрагивают и обувную промышленность. Глубокое и всестороннее изучение конкретной ситуации на рынке современного товара и перспектив его изменения являются одной из важнейших предпосылок для развития производства обуви и повышения его эффективности.
В последнее время в продаже стало появляться много новых, более модных моделей женской кожаной обуви, как отечественного, так и импортного производства, стали более полнее удовлетворяться возросшие требования населения на многие виды обуви. Проблема заключается в необходимости обеспечить полноту ассортимента кожаной обуви, улучшения качества и внешней отделки, создания условий, при которых покупатель имел бы возможность без лишних затрат времени приобрести изделия нужного размера, модели.
В связи с этим, в условиях жёсткой конкуренции, для торгового предприятия важно правильно выбрать ассортиментную политику, а также более полно удовлетворить возросшие требования населения в конкурентоспособной обуви высокого качества.
1. Литературный обзор
В настоящее время на рынке легкой промышленности существует огромное количество различных предприятий, которые являются производителями современной обуви. Благодаря отсутствию дефицита в этой области потребитель имеет возможность выбора. Но известно, что увеличение предложения не всегда влечет за собой увеличение спроса. Большое разнообразие ассортимента изделий не гарантирует удовлетворение потребностей населения. Современный покупатель предъявляет к обуви, параллельно с требованиями технологичности, долговечности такие требования, как неординарный подход к конструированию в сочетании с практичностью и комфортностью. Отдельные обувные фирмы самостоятельно руководствуются, в основном, направлением моды, не учитывают фактическую половозрастную и видовую потребность, а также выпускают обувь без учета ростовочно-полнотных шкал для различных возрастных групп. Это привело к тому, что у большинства производителей обуви в сезоне 1999 - 2000 гг. товарные остатки значительно превысили ожидаемые, что сказалось на снижении объемов производства в сезоне 2000 - 2001 гг.
При определенной видовой структуре ассортимента следует учитывать климатические условия страны и непосредственно условия носки. Несоблюдение особенностей формы и размеров стоп россиян, условий эксплуатации и многих других факторов создает целый ряд проблем, связанных, с одной стороны с невпорностью произведенной обуви, а с другой - с неудовлетворенным спросом на обувь очень больших групп населения.
Большая часть производимой в настоящее время обуви изготавливается из импортных комплектующих остро модного направления, имеет качественную сборку и поэтому дорогая. Это, в свою очередь, препятствует удовлетворению спроса на обувь населения со средним и ниже среднего достатком.
В настоящее время отмечается тенденция возрастания интереса кожевенных заводов к отечественным химическим материалам. Лабораторией технологии нового ассортимента кож ЦНИИКП был выполнен комплекс исследований по разработке и освоению производства новых химических материалов для красильно-жировальных процессов в производстве натуральных кож. Эти химические материалы используются в работе более 20 кожевенных предприятий из 40 реально работающих, например, ОАО «Вахрушин-Юфть», ООО «Кожсервис», ЗАО «Хромтан», ООО «Фирма «Кожа», ООО «Шевро», кожевенные заводы в г. Ростове-на-Дону, Омске, Новосибирске и др.
Работы зарубежных обувных специалистов выдвигают новые технические решения способов изготовления и конструкции обуви.
В моде последних лет, в том числе обувной, все чаще прослеживаются новые веяния. Классическая мода отходит от функциональности в сторону декоративных излишеств. Удобство и комфорт отходят на второй план, не выделяются, афишируется же изысканная роскошь и элегантность. Богатство и роскошь буржуазного шика подчеркивается материалами, используемыми для сумок, ремней и обуви. Становятся модными натуральные и искусственные кожи с лаковой поверхностью, блестящие кожи под золото и серебро, с рисунками и тиснениями печати под кожу страуса, крокодила, питона и других экзотических животных.
Сильное влияние моды 60-х и 80-х гг. на современную обувную моду выдвигает на первое место в ассортименте высокие сапоги с прямыми голенищами, облегающие в икрах и свободными в щиколотках, отчего в этом месте образуются складки в виде гармошки. Они напоминают популярные в 80-е годы сапоги «казачок».
По-прежнему остаются модными сапоги, облегающие всю ногу, иногда очень высокие, за колено.
По сравнению с прошлыми годами, роль сапог неизмеримо возрастает, и теперь они предлагаются в качестве дополнения не только верхней одежды, но и платьев, и даже дорогих туалетов.
Для решения основной задачи обувной отрасли - обеспечения населения опорной конкурентоспособной обувью - необходимо, прежде всего, наладить производство оснастки и комплектующих деталей для производства обуви, а именно: обувных колодок, геленков, подносков, задников, каблуков, формованных подошв, подошвенных узлов, стелек. При этом понятно, что без наличия координирующих технических документов невозможно наладить четкий выпуск упомянутой обуви в должном количестве и ассортименте.
Учитывая изложенное, по мнению специалистов пересмотр ГОСТа 39927 «Колодки обувные» и разработка нового стандарта становятся безусловной необходимостью, как первый шаг к решению существующих проблем в отрасли.
2. Конструкторско-технологическая характеристика модели
Представленная обувь летние женские туфли, группа обуви выходная (модельная), Размер группы обуви с 210 по 275, исходным размером является 240, туфли изготовлены на колодке 816243, высота каблука – 20 мм.
Данная заготовка относится к плоскому типу. Скрепление деталей верха осуществляется ниточным методом: используются настрочные и тачные швы.. Для крепления деталей низа применяется клеевой метод.
Конструкция состоит из союзки, запяточного ремня, подошвы, каблука и набойки.
Эскиз летних женских туфель представлен на рисунке 1.
Нормативным документом, в соответствии с которым изготавливается модель является ГОСТ 19116-2005 «Обувь модельная. Технические условия».
Схема крепления подошвы и каблука показаны на рисунке 2.
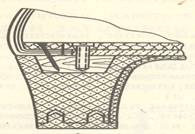
Рисунок 1- Эскиз летних женских туфель
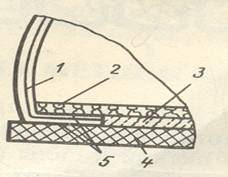
Рисунок 2- Схема крепления подошвы (справа), каблука (слева)
1-заготовка, 2-стелька, 3-простилка, 4- подошва, 5-клеевой шов
2.1 Технический паспорт женских туфель с открытыми носочной и пяточной частями
Таблица 1- Технический паспорт модели
| Наименование деталей | Количество деталей на пару | Наименование | Толщина деталей, мм | |
| Материал | ГОСТ,ОСТ,ТУ | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 Союзка | 2 | СК «Неве» | 1.0 | |
| 2 Запяточный ремень | 2 | СК «Неве» | 1.0 | |
| 3Подкладка под союзку | 2 | подкладочная кожа хромового дубления из выростка | ГОСТ 939-95 | 0,8 |
| 4 Подкладка под запяточный ремень | 2 | подкладочная кожа хромового дубления из выростка | ГОСТ 939-95 | 0,8 |
| 5 Вкладная стелька | 2 | нетканое полотно «Стелан» | ТУ 17-21-07-55-96 | 0,4 |
| 6 Межподкладка под союзку | 2 | Трикотаж с термоклеевым покрытием | ТУ-17-21-186-96 | 0,57 |
| 7 Межподкладка под запяточный ремень | 2 | Трикотаж с термоклеевым покрытием | ТУ-17-21-186-96 | 0,57 |
| 8 Подошва | 2 | ПУ | ГОСТ 29277-92 | 5,0 |
| 9 Каблук | АБС-пластик | ГОСТ 12632-88 | ||
|
10 Основная стелька |
2 | Картон марки СОП | ТУ 5445-012-00300357-2003 | 2,2 |
| 11 Простилка | 2 | Иглопробивное нетканое полотно | ТУ 8391-001-50099417-2001 | 3,0 |
| 12 Полустелька | Обувной картон «Тексон» | ГОСТ 9542-89 | ||
3. Обоснование выбора: материалов, технологии, оборудования
3.1 Обоснование выбора материалов
Изделия, используемые человеком, должны обладать определенным комплексом свойств. Качество изделия оценивается соответствием этого комплекса свойств требованиям потребителя.
Свойства продукции тесно связаны между собой и зависят друг от друга. Изменение одних свойств сопровождается изменением других; в ряде случаев улучшение одних свойств может привести к ухудшению других, поэтому важны оптимальные соотношения свойств изделия.
В модельной обуви к материалам предъявляю требования эластичности, мягкости, лучшего внешнего вида (фактура поверхности, цвет и т.п.) и в меньшей степени — требование износостойкости, столь важное для повседневной и специальной обуви.
Учитывая то, что обувь должна быть красивой, современной и выразительной, форма обуви должна соответствовать ее целевому назначению и гармонировать с одеждой и должна быть, прежде всего, удобной, данная модель по внешнему виду отвечает запросам потребителей.
Эргономические свойства определяют физические, механические и гигиенические требования к обуви, то есть подчеркивают значимость эксплуатационных характеристик изделия. Нормальная работа стопы возможна только при использовании правильно подобранной по размеру и полноте обуви. Она должна быть удобной и легкой, не затруднять движений и поддерживать нормальный микроклимат внутри обувного пространства. Материал должен быть водостойким с лицевой стороны, паропроницаемым, гигроскопичным, стойким к действию пота, иметь высокие показатели влагопоглощения и влагоотдачи. Пористость структуры материала обеспечивает низкую теплопроводность и меньшую массу изделия. Материал не должен выделять вещества, вызывающие заболевания кожи стопы или других органов. Также материал должен быть способным приформовываться к стопе, не оказывать давления на стопу, но в то же время и быть формоустойчивым. Для обеспечения надежности материал должен обладать высоким сопротивлением к многократному изгибу, усталостной прочностью, достаточной прочностью при растяжении, чтобы сохранить целостность при изготовлении и носке обуви. Детали верха обуви соединяют в основном ниточными швами, поэтому материал должен иметь высокое сопротивление прорыву ниточным швом обуви. Также важны адгезионные свойства, т.к. для соединения верха с низом используется клеевой метод крепления. Союзка наиболее ответственная деталь, выкраивается из чепрака. Носочная часть союзки наиболее выступающая часть обуви, поэтому он должен иметь и долго сохранять красивый внешний вид. Так как союзка воспринимает наибольшие внешние воздействия, оставляющие на нем загрязнения и царапины, то материал, из которого союзку изготовляют, должен иметь красивую и стойкую к внешним воздействиям лицевую поверхность, хорошо очищаться от грязи и реставрироваться. напряжение при появлении трещин лицевого слоя не должна превышать 12 мПа.
Союзка работает в более сложном силовом поле, как при изготовлении обуви, так и при ее носке. В процессе носки носочная часть союзки быстрее других частей обуви теряет внешний вид; появляются дефекты в виде заломов, складок, истирания покрывной краски. Следовательно, для обеспечения надежности материал для союзки должен обладать прочностью при растяжении не менее 14 мПа и не большим удлинением 15 – 17%. Показатели паропроницаемости не меньше 4,5 мг/см2·ч, гигроскопичность не менее 6% [1].
К запяточным ремням предъявляют менее жесткие требования в отношении прочности, чем к союзкам. Так как они подвергаются незначительным механическим и физико-механическим воздействиям, Предел прочности при растяжении не менее 12мПа. Материал запяточного ремня должен легко формоваться при двухосном растяжении, сохранять приданную форму в период эксплуатации, величина остаточной деформации не более 9%.
Подкладка обуви. Для подкладочных материалов условия носки определяются непосредственным контактом их со стопой и меньшим, чем для верха, влиянием факторов окружающей среды. Подкладочные материалы должны обладать в большей степени, чем материалы для верха обуви, паро(влаго)обменными свойствами, потостойкостью, высоким сопротивлением к истиранию, а также не быть маркими. Т.к подкладка обуви скреплена с верхом и они работают как иная система, то исходя из этого желательно, чтобы материал подкладки обладал приблизительно такими же механическими свойствами, как и материал верха.
Стелька. Материал для основной стельки должен быть стойким к сжатию, многократному изгибу, истиранию во влажных условиях 1 – 1,5 мм/мин, расслаиванию, хорошо поглощать влаговыделение стопы и легко отдавать их при сушке. Для обеспечения хорошего приформовывания к стопе материал стельки должен быть мягким и пластичным.
Основные требования к подошвенным материалам: высокое сопротивление к многократному изгибу, истиранию не менее 3 Дж/см3, раздиру – не менее 2,8 кН/м, низкая теплопроводность – 0,23 Вт/м·°С, водонепроницаемость, хорошее сцепление с грунтом. Подошвенные материалы могут иметь и невысокие показатели гигиенических свойств, так как между стопой и подошвой находится несколько слоев различных материалов, в том числе и непроницаемых для потовыделений стопы. Материалы для каблуков должны быть твердыми, стойкими к сжатию и изгибу, хорошо склеиваться и удерживать гвозди и винты. Материалы для набоек должны иметь высокую сопротивляемость к истиранию, быть стойкими к сжатию и ударным нагрузкам.
В условиях рыночной экономики важную роль играют новейшие материалы и технологии. Таким образом, продукция, не соответствующая требованиям современного быстрорастущего рынка вытесняются новой, более конкурентоспособной и востребованной. Такая тенденция обуславливает дальнейший прогресс и развитие в любой области применения человеческих возможностей.
При выборе материалов для изготовления модельной обуви следует особое внимание обратить на урпуго-пластические свойства сырья, т.к. эти характеристики, в конечном счете, существенно влияют на качество готовой продукции. Они раскрыты в таблице 2 [7].
В настоящее время для изготовления обуви применяют кожу, текстильные материалы, резиновые пластины, искусственные кожи, пленочные материалы, картон, бумагу, пластмассы, дерево, металлы.
Ассортимент и качество изделий из кожи зависит от качества, внешнего вида и свойств применяемых материалов. В этом разделе приведены таблицы с физико-механическими показателями различных материалов, которые применяются для изготовления женских зимних ботинок повседневной носки.
3.1.1 Кожи для верха обуви
3.1.1.1 Искусственная и синтетическая кожа для верха обуви
В производстве обуви используют искусственную и синтетическую кожу. Искусственные кожи в основном используют для верха летней обуви и голенищ сапог, синтетическую – для верха осенне-весенней обуви. Показатели свойств кож приведены в таблице 2 [6].
Таблица 2 - Физико-механические показатели искусственных и синтетических кож для верха обуви
| Показатель | Кирза обувная марки А | Винил кожа Т обувная пористо- монолитная | СК»Неве2 |
| 1 | 2 | 3 | 4 |
| Толщина, мм | 1,3-1,6 | 1,3 | 1 |
| Предел прочности при растяжении, МПа | - | - | 7,17 |
|
Паропроницаемость, мг/см 2 *ч |
1 | 0,13 | |
| Влагопоглащение, % | - | 2,5 | 47,8 |
3.1.1.2 Натуральные кожи для верха обуви
Натуральная кожа широко применяется в обувной промышленности и в настоящее время пользуется большим спросом у населения. Значение кожи чрезвычайно важно, которая является единственным из всех применяемых материалов, из чего можно выкроить любую деталь обуви. В таблице 3 приведены некоторые свойства натуральных кож.
Таблица 3 - Физико-механические показатели натуральных кож хромового дубления для верха обуви
| Показатель | выросток | опоек | полукожник | свиная кожа | шевро и козлина |
| Предел прочности при растяжении, МПа, | 20 | 25 | 20 | 10 | 18 |
| Напряжение при появлении трещин на лицевом слое, МПа | 20 | 17,5 | 16 | 10 | 13 |
| Удлинение при растяжении 10 МПа по партии, % | 15-25 | 15-28 | 18-30 | 20-40 | 15-35 |
3.1.2 Материалы для подкладки обуви
Подкладочные кожи (ГОСТ 12334-66) выпускают из шкур крупного рогатого скота, из свиных, козьих, овечьих шкур и из бахтярмяного спилка минеральными и хромсинтановыми методами дубления. Для выделки подкладочных кож используют тонкое, рыхлое сырье с большим количеством пороков, малопригодное для изготовления кож для верха обуви.
Площадь подкладочной кожи равна 20-160 дм2, а толщина колеблется от 0,6-1,5мм, по прочности уступают кожам для верха обуви из аналогичного сырья. Подкладочная кожа не должна быть жесткой на ощупь, нормально продубленной.
Таблица 4 - Физико-механические показатели подкладочных кож
| Показатель | Числовые значения |
|
Предел прочности при растяжении МПа, не менее по коже: - опоек, выросток, полукожник, яловка легкая - овчины - прочих видов кож |
14 8 12 |
|
Удлинение, % при напряжении 10 МПа по партии - всех видов кож (кроме овчины) Удлинение, % овчины при напряжении 5 МПа |
15-35 15-40 |
Для изготовления домашней, прогулочной и повседневной обуви разработана коллекция иглопробивных стелечных материалов «Стелан», содержащих льняные волокна. В таблице 5 приведены основные технические характеристики разработанных материалов в сравнении с материалами аналогичного назначения, выпускаемыми отечественными производителями и за рубежом.
Таблица 5 - Физико-механические показатели нетканых материалов
| Показатель | Стелан | Вилдона | Эластокожа НТ |
|
Поверхностная плотность, г/м2 Об Объемная плотность, г/м3 Т толщина Воздухопроницаемость, дм3/м2 с |
550 0,14 4,0 170 |
960 0,16 6,0 |
500 0,23 2,2 35 |
|
Удельное поверхностное электрическое сопротивление, Ом |
1,9·1010 | 2,2·1011 |
Таблица 6 Физико-механические свойства стелек
| Показатели |
Тексон 4 (Франция) |
Кожа натуральная стелечная |
| Прочность при растяжении, МН/м2 или кгс/см2 | 19(190) | 20-28 |
| Сопротивление прорыву ниточным швом, кН/м | 25-28 | |
| Относительное удлинение, % | 18 | 40-45 |
| Водопоглощение за 24 часа, % | 75 | 70-80 |
| Влажность % | 3,6 | 12-18 |
3.1.3 Материалы для промежуточных деталей
Для подноска используют термопластичные материалы с одно- или двусторонним клеевым покрытием. Характеристики материалов для подносков приведены в таблице 7 [6].
Таблица 7 Физико-механические показатели материалов для подносков
| Показатель |
ТУ 17-21-515-84 Трансполиизопрен на нетканой основе Арт. 5-90 |
ТУ 17-21-592-87 Термоплатичный материал марки В |
|
Разрывная нагрузка, Н, не менее, в направлении - поперечном - продольном |
240 130 |
270 270 |
|
Жесткость, Н, в направлении - продольном - поперечном |
3 65 |
3 20 |
| Клеящая способность, Н/мм, не менее | 1,0 | 1,0 |
| Толщина, мм | 0,85-1,2 | 0,8-1,0 |
Качество изделий легкой промышленности обеспечивается комплексом физических и механических свойств материалов, подбором более прочных, стойких к истиранию, изгибу и растяжению материалов. По физико-механическим показателям обувной картон должен соответствовать требованиям ГОСТ 9542-89.Основные физико-механические показатели картона приведены в таблице 8 [6].
Таблица 8 – Показатели свойств обувных картонов для подносков
| Наименование картонов | Толщина, мм |
| 1 | 2 |
|
Puntal TAS 12 Puntal TAS 14 Puntal TAS 16 |
1,25±0,05 1,4±0,05 1,5±0,05 |
|
Plastek A4 Plastek A5 |
0,4-0,05 0,45-0,55 |
|
Carex 5d Carex 7d |
0,5±0,05 0,7±0,05 |
|
Softex A2 Softex A3 |
0,6±0,05 0,8±0,05 |
|
Artek A1 Artek A2 |
0,8±0,05 0,9±0,05 |
Таблица 9 – Показатели свойств обувных картонов для задников
| Наименование картонов | Толщина, мм |
| 1 | 2 |
|
Contrax TA 1 Contrax TA 2 Contrax TA 3 Contrax TA 4 |
0,85 0,95 1,20 1,30 |
|
Format TA 504 Format TA 505 |
0,8 0,95 |
| Durexan T 23 | 0,85 |
Таблица 10 - Виды и марки картонов
| Вид | Марка | Назначение | |
| для детали | для обуви | ||
| 1 | 2 | 3 | 4 |
| СО | СОМ | Основная стелька и другие детали, выполняющие функцию основной стельки | Модельная |
| СОП | Повседневная, юфтевая, детская, кроме дошкольной | ||
| СОД | Домашняя | ||
| ПС | ПСМ | Полустелька | Модельная и высококаблучная повседневная |
| ПСП | Повседневная и детская | ||
| ПСД | Домашняя | ||
Таблица 11 - Физико-механические показатели материалов, применяемых для промежуточных деталей верха
| Показатель |
Нетканый материал с односторонним клеевым покрытием ТУ 17-21-447-82 |
Репс с полиамидным напылением |
Трикотаж с термоклеевым покрытием «Вестамент» Арт. 9355-89 ТУ 7505601-014-92 |
| 1 | 2 | 3 | 4 |
| Паропроницаемость,(мг/см*гр) | 3,5 | 7,2 | 8,3 |
|
Удлинение при разрыве, %, не менее, в направлении: - продольном -поперечном |
85 20 |
8 10 |
8 16 |
| Гигроскопичность, % | 10 | 9 | 10 |
| Прочность термосклеивания, К/м | 0,004 | 0,094 | 0,1 |
3.1.4 Низ обуви. Виды подошв
Материал подошвы может быть в принципе любым: резина, полиуретан, поливинилхлорид – все они водонепроницаемы и достаточно износостойки.
В качестве подошвы используют различные материалы, которые представлены в таблице 12 [6].
Таблица 12- Физико-механические показатели подошвы
| Показатель |
ТЭП Марки ДСТ- 30 |
Полиуретан | Пористая Резина марки Б | ПВХ |
| Предел прочности при растяжении, МПа, не менее | 3,5-4,0 | 6-8 | 2-3 | 3-4 |
| Плотность, г/см3 | 0,8-0,9 | 0,5-0,6 | 0,5-0,7 | 0,8-0,9 |
| Сопротивление к истиранию, Дж/мм3 | 3-5 | 8-12 | 2-3 | 3-4 |
| Клеящая способность, Н/мм, не менее | 27 | 27 | 27 | 27 |
Сборка заготовок верха обуви производится ниточным способом, имеющим ряд преимуществ перед другими: возможность соединять разнородные по физико-механическим свойствам и химическому составу материалы и высокую прочность. Показатели свойств ниток представлены в таблице 13 [6].
Таблица 13 Физико-механические показатели нитей
| Показатель | 45ЛЛbК | 65ЛЛbК | 95ЛЛbК | 130ЛЛbК | 45ЛЛ | 44ЛХ | 150ЛЛ |
| Линейная плотность, текс | 43.5 | 66.9 | 97.0 | 132.3 | 43.5 | 45.0 | 154.0 |
| Разрывная нагрузка, сН | 2190 | 3219 | 3500 | 5905 | 1725 | 1620 | 5400 |
| Относительная разрывная нагрузка, сН/текс | 50.3 | 48.2 | 36.1 | 44.6 | 39.7 | 36.0 | 35.1 |
| Коэффициент вариации по разрывной нагрузке,% | 3.9 | 2.8 | 4.2 | 5.4 | 7.5 | 8.0 | 7.5 |
| Удлинение,% | 19.6 | 18.7 | 18.1 | 17.2 | 22.0 | 22.0 | 28.0 |
| Состав ниток,% | 74 | 73 | 55 | 80 | 66 | 66 | 55 |
3.2 Обоснование выбора технологии
Каждая заготовка верха обуви состоит из ряда деталей, которые в зависимости от их расположения можно объединить в узлы. Число узлов зависит от вида обуви и конструкции заготовки верха. Заготовка туфель – лодочек состоит из двух узлов: узла верха и узла подкладки.
Для данной модели используется следующий технологический процесс сборки заготовки верха: сначала соединяют все наружные детали верха обуви и получают замкнутый контур, так же собирают и детали подкладки. Затем верх и подкладку сострачивают по верхнему краю и получают заготовку замкнутого контура.
3.3 Обоснование выбора оборудования. Техническая характеристика оборудования
Основное оборудование для сборки заготовки представлено в таблице 14
Таблица 14 - Оборудование для сборки заготовки
| Тип-класс оборудования | Предприятие-изготовитель | Скоростная характеристика | Назначение | Обозначение и номер иглы | Номер ниток | Вид и размер стежков | Скрепляемые детали |
| 330-8 класс | 3000мин | пристрачивание | 4а,4б (№75-100) | 45 ЛЛбк | 1.2 – 3.3 | Союзки, запяточный ремень | |
| 332ПМЗ | 3000мин | строчка канта с одновременной обрезкой | 4а,4б (№75-100) | 45 ЛЛбк | 1.2 – 3.3 | - |
В таблице 15 представлено основное оборудование, применяемое для операций формования.
Таблица 15 - Основное оборудование для операций формования
| Тип оборудования | Предприятие-изготовитель | Назначение | Техническая характеристика |
| УТФ-1-О | Россия | ВТО | 250 пар/час; 21.64 кВт; 500кг;1120-3070-1950мм |
| ЗКГ-2-О | Россия | Клеевая затяжка геленочной части заготовки | 125 пар/час; размер обуви 135-305; 350кг;760-690-1820мм |
| ЗНК-3-О | Россия | Обтяжка и затяжка пучковой части заготовки | 140 пар/час; размер обуви 145-305; 1140кг;100-1500-1140мм |
Таблица 16 - основное оборудование для операций крепления
| Тип оборудования | Предприятие-изготовитель | Назначение | Техническая характеристика |
| МВК-1-О | Россия | Обрезка излишков затяжной кромки и ее взъерошивание | 100 пар/час; 447 кг; 780-860-1480 мм |
| ТА-О | Россия | Активация клеевых пленок | 112 пар/час; размеры обуви 105-300; 73кг; 520-660-1450 мм |
| ППГ-4-О | Россия | Приклеивание подошв | 59 пар/час; 450 кг; 700-800-1800 мм |
| 04222/Р1 | Чехия | Прикрепление каблука | 250 пар/час; 490кг; 550-800-1475 мм |
4 Проектирование технологического процесса сборки заготовки верха обуви
4.1 Принципы построения технологического процесса
Характеристика конструкции заготовки верха: летних женских туфель
Проектирование производится на основании фабричной технологии сборки заготовки с учетом нормативной документации и новейших достижений техники и технологии обувного производства. Проектирование технологического процесса состоит из двух этапов: составление схемы сборки заготовки; проектирование технологического процесса сборки заготовки. Сборка деталей осуществляется поузловым способом, а затем отдельные узлы собирают в заготовку. Сначала необходимо соединять плоские детали на швейных машинах с плоской платформой ;затем детали, образующие пространственную форму заготовки, следует сострачивать па машинах с цилиндрическим столом (колонковых или рукавных). Сборка деталей и узлов заготовки производится по гофрам, наколкам или отметкам. Предварительное склеивание или сборка деталей рекомендуется при изготовлении модельной обуви и скреплении деталей сложной конфигурации. Целесообразно технологический процесс построить так, чтобы по возможности избежать операции завязывания узлов: либо путем вывода концов ниток от строчек на затяжную кромку, либо путем прикрытия концов строчек настрачиваемой деталью. Существуют три способа получения замкнутого контура заготовок. Наиболее оптимальным для модельной обуви является тот вариант, при котором соединяют наружные детали верха, получив замкнутый контур верха. Также собирают и детали подкладки. Затем верх и подкладку сострачивают по верхнему краю, при этом задние края подкладки можно не сострачивать, а накладывать друг на друга. Такое соединение обеспечивает большую подвижность подкладки при формовании, позволяет ликвидировать на ней складки и морщины.
Последовательность сборки деталей в узел и даже узлов в изделие такова, что выполнение первых операций облегчает выполнение последующих. Разработка схемы сборки начинается с мысленного расчленения заготовки на составные части – узлы и детали, которые последовательно соединяются в заготовку. Схема сборки заготовки приведена ниже.
Детали верха имеют небольшую толщину и малую жесткость, поэтому их скрепляют ниточными швами. Ниточные швы обладают большим запасом прочности, так как во время носки они хорошо противостоят действию, внешнего трения, воздействия влаги и пота. Также большим преимуществом этого метода крепления заготовок верха обуви, по сравнения с другими методами, является его относительная экономичность и возможность применения для скрепления материалов, сильно различающихся по свойствам. Для соединения деталей верха обуви в данной модели применяются настрочные и тачные швы. Схемы швов приведены на рисунке 4.

Настрочной шов

Тугой тачной шов
Рисунок 4- схемы швов, применяемых для сборки заготовки
4.2 Перечень операций технологического процесса сборки заготовки верха летних женских туфель
1 Запуск кроя на поток
2 Выравнивание деталей верха по толщине
3 Спускание краев деталей верха
4 Дублирование деталей верха с межподкладкой
5 стачивание союзки и запяточного ремня тачным швом
6 Разглаживание шва
7 намазка клеем на верхних краев союзки и подкладки, сушка
8 склеивание верха с подкладкой с одновременным вклеиванием резинки с пряжкой
9 строчка канта союзок с одновременной обрезкой излишков кож. подкладки
10 Опробивание отверстий на запяточный ремень для застегивания пряжки
11 обстрачивание заготовки по затяжной кромке
12 Чистка и комплектование заготовок
Полную характеристику технологического процесса заносим в таблицу 17.
Таблица 17 - Технологический процесс сборки заготовок изделия
|
Наименование операции | Способ работы | Оборудование, тип, завод-изготовитель | Вспомогательные материалы | Технологические требования, нормативы | |||
|
По нормативам | проектируемый | По нормативам | проектируемый |
|
|||
|
1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
|
1 запуск кроя на поток по запросу оператора | р | р | Рабочий стол СТ-Б | Рабочий стол СТ-Б | Колодки должны быть очищены. Для запуска на конвейер колодки подбирают по фасону, полноте и размеру. Они должны быть парными соответствовать размеру заготовки, иметь исправные клинья, замки, верхние площадки и втулки. |
|
|
|
2 выравнивание деталей верха по толщине | м | м |
SM 45.12 «Сamoga» МДВ-1-О Atom KS520SE CE |
МДВ-1-О |
Основные детали верха обуви выравнивают по всей площади до толщины 0,8- 1,0. Толщина кожподкладки, вкладных стелек-0,6-0,8 мм. Колебания толщин в комплекте не должны превышать 0.2мм. |
|
|
|
3 спускание краев деталей верха | м | м |
АСГ-13-1-О СОMELZ SS20 SICOMEC TF150 |
АСГ-13-1-О | Детали верха спускают с бахтармяной, а в отдельных случаях и с лицевой стороны в зависимости от назначения спуска. Невидимые края деталей верха утоняют для того, чтобы при скреплении деталей не образовывались грубые швы, которые могут вызвать потертость стопы в процессе носки обуви. Толщина спущенного края зависит от толщины детали, но не должна превышать половины первоначальной толщины. Ширина спуска определяется ее назначением. Эти размеры должны быть одинаковы по всему краю и соответствовать нормативам |
|
|
|
3. 4 Дублирование деталей с межподкладкой | м | м |
ДВ-1-О Пресс-авто- мат С 1100 В «Шен» Герма- ния |
ДВ-1-О | Межподкладку из ткани со слоем термопластичного клея наклеивают на наружные детали верха обуви без складок и морщин. Расстояние от краев деталей до краев межподкладки: от краев деталей, попадающих под строчку 4 – 5, соединяемых тачным швом 0,8 – 1 |
|
|
| 5 стачивание союзки и запяточного ремня тачным швом | м | м |
Шв.маш. 330-8кл Маш 236 кл. |
Шв.маш. 330-8кл | Арми нитки45ЛЛbК, иглы4а,4б№75-100 | Союзку и запяточный ремень складывают лицевыми сторонами так, чтобы их верхние и нижние края по линии шва совпадали и скркпляют одной строчкой. Начало и конец строчки закрепляют 2-3 дополнительными стежками. Расстояние строчки от края союзки и запяточного ремня 1 – 1,2. Частота строчки 5-7 стежков на 1 см. | ||
| 6 разглаживание шва | м | м |
122 СР Gazzella A78CE 01299/Р6 |
122 СР | шов союзки и запяточного ремня заправляют в разглаживающее устройство машины, расправляют, разглаживают роликом. Края деталей после разглаживания должны быть расположены по обе стороны тачного шва. Строчка при разглаживании не должна быть нарушена, а детали деформированы. | |||
| 7 Намазка клеем верхних краев союзки и подкладки, сушка | р | р | Стол с вытяжкой | Стол с вытяжкой | клей НК | На нелицевые стороны верха и кожаной подкладки по канту на ширину 10 – 15 мм наносят тонкий ровный слоя клея НК, не допуская загрязнения лицевой стороны деталей верха и подкладки. Клеевую пленку высушивают. | ||
| 8 склеивание верха с подкладкой с одновременным вклеиванием резинки с пряжкой | м | м | модель 4МДВ-1 | модель 4МДВ-1 | Заготовку верха склеивают с кож. подкладкой так, чтобы верхние края подкладки выступали за верхние края союзки и запяточного ремня не более чем на 1.5-2мм. Шпенек пряжки вставляют в отверстие выступа союзки, затем выступ союзки перегибают по центру отверстия и приклеивают к нелицевой стороне союзки | |||
| 9 строчка канта с одновременной обрезкой краев подкладки | м | м | Маш 332 кл | Маш 332 кл |
Подкладку и верх, собранные в замкнутый контур сострачивают по всему периметру верхнего канта. Выступающие края подкладки срезают, а концы ниток аккуратно обрезают и заделывают вовнутрь. Расстояние строчки от края 1-1.5мм Частота строчки 7-9 стежков на 1 см. |
|||
| 10 пробивание отверстий на запяточный ремень для застегивания пряжки | м | м | Приспособление для пробивания отверстий | Приспособление для пробивания отверстий | На ремне вдоль осевой линии пробивают ряд отверстий для застегивания пряжки. Первое отверстие находится на расстоянии 20-25 мм от конца ремня. Расстояние между центрами отверстия 7-8 мм. | |||
| 11 обстрачивание заготовки по затяжной кромке | м | м | М-на 330-8 кл | М-на 330-8 кл | ||||
| 12 чистка заготовки и комплектование | Стол СТ-Б | Стол СТ-Б | Теплая вода, мыльный раствор | Заготовку очищают от пятен, остатков клея, обрезают концы ниток Не должно быть механических повреждений. | ||||
5. Проектирование технологического процесса сборки и отделки обуви
5.1 Обоснование выбора метода формования заготовки на колодке
Операции формования заготовки относятся к основным операциям технологического процесса, от правильности, выполнения которых во многом зависит внешний вид и формоустойчивость обуви при носке, то есть ее качество и конкурентоспособность.
Заготовка верха обуви формуют последовательным, параллельным и параллельно- последовательным способами с использованием различных исполнительных инструментов: клещей, пластин. роликов, скоб, раздвижных колодок и форм. Все способы формования в зависимости от места приложения силы можно разделить на внешние, внутренние и комбинированные.
Формование указанным способами можно выполнять без предварительного или с предварительным формованием деталей или узлов заготовки верха. Предварительное формование облегчает выполнение последующих операций, увеличивает деформацию материала, что приводит к уменьшению размера чистой площади деталей и повышению формоустойчивости обуви. На выбор способа формования особое влияние оказывают два фактора: 1) пространственность заготовки; 2) состояние затяжной кромки.
Из внешних способов формования наиболее распространен обтяжно-затяжной (последовательный или параллельно-последовательный), который осуществляется клещами, пластинами или роликами. Заготовка верха обуви может быть плоской, полуплоской или пространственной со свободной затяжной кромкой, которую прикрепляют к стельке или подошве клеем, проволочными скобками или тексами. При внешнем параллельном способе (беззатяжном) формование осуществляется пластинками, скобами, или шнурками. При внутреннем параллельном способе заготовку формуют раздвижной колодкой.
При комбинированном способе заготовка формуется клещами и пластинами обтяжно-затяжной машины и раздвижной колодкой. В этом случае рекомендуется применять заготовку со свободной затяжной кромкой. Наиболее приемлемым для данной модели является внешний обтяжно-затяжной способ формования. Так как менее трудоемкий, требует меньшие затраты времени и материальных ресурсов. Также он позволяет выполнять формование заготовок с различными вариантами скрепления со стелькой.
5.2 Перечень технологических операций по сборке обуви женских туфель с открытыми пяточной и носочной частями клеевого метода крепления
1 Подбор и чистка колодок
2 Прикрепление стельки к следу колодки
3 Фрезерование стелек в пяточной части
4 Обтяжка и клеевая затяжка в пучковой части
5 Клеевая затяжка геленочной части
6 ВТО
7 Удаление стелечных крепителей
8 Взъерошивание затяжной кромки и удаление пыли
9 Простилание следа обуви
10 Первая намазка клеем затяжной кромки, сушка
11 Вторая намазка клеем затяжной кромки, сушка
12 Обработка подошвы этилацетатом
13 Первая намазка клеем подошв, сушка
14 Вторая намазка клеем подошв, сушка
15 Активация клеевых пленок и приклеивание подошв
16 снятие обуви с колодок
17 проверка и чистка гвоздей внутри обуви
18 Чистка верха и низа обуви
19 обтяжка стелек
20 намазка клеем и предварительное прикрепление каблука
21 Ручная отделка и ретуширование
22 Приклеивание каблука изнутри
23 Полирование обуви
24. Контроль качества
25. Вставка каркасов
26.Упаковка обуви в коробки
Полная характеристика технологического процесса сборки обуви сводится в таблицу 18.
Таблица 18 - Технологический процесс сборки изделия
| Наименование операции | Способ работы | Оборудование, тип, завод-изготовитель | Вспомогательные материалы | Технологические требования, нормативы | |||
| По нормативам | проектируемый | По нормативам | проектируемый | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| 1Подбор, чистка колодок | Р/М | Р/М | Стеллаж СЖВ-1, ХТП-О,04218/Р7 | Смывочная жидкость (М270),воск (М238 | Колодки должны быть парными, соответствовать размерам заготовок. Всю поверхность (кроме следа обуви) протирают смывочной жидкостью, очищают, полируют. На колодках не должны быть остатки клея, талька | ||
| 2Прикрепление стельки к следу колодки | м | м |
04054/Р1 ППС-С, ПДН-1-0 |
04054/Р1 | Клей(№9,10,11),растворитель АКР | Стелька должна плотно прилегать к следу колодки. Головка тексов должны выступать над поверхностью стельки на 2-3мм | |
| 3 Фрезерование стельки в пяточной части | м | м | ФУП-3-О,458-431 «Коголо | Края стельки должны совпадать с контуром следа колодки и профиль среза должен являться продолжением профиля боковой поверхности пяточной или носочной части колодки | |||
| 4 Обтяжка и клеевая затяжка в пучковой части | м | м |
630 LG «Шен» 02160/Р11, 02200/Р1 |
630 LG «Шен» | Клей(рецепт №26 | ||
| Клеевая затяжка геленочной части | м | м |
02169/Р1, ASHL-T 640 ТСТ ЗВ-3-О |
640 ТСТ | Клей(рецепт №26 | ||
| ВТО | р | р |
УТФ-1-О, ВВТО-О N8BUSP |
N8BUSP |
Во влажной зоне: 50-65 С, относительная влажность 100%, продолжительность 1-2мин В горячей зне:80-1200 С,1-2мин |
||
| Удаление стелечных крепителей | м | м |
Рабочий стол СТ-Б Тексовытаскиватель |
Тексовытаскиватель | Тексовытаскивателем аккуратно удаляют тексы, недопустимы механические повреждения | ||
| Взъерошивание затяжной кромки и удаление пыли | м | м |
МВК-1-0 05303/Р2 |
МВК-1-0 |
Взъерошивают затяжную кромку по всей длине площади на удалении 0.5-1мм от грани следа. Равномерно. Пыль удаляют щеткой или сжатым воздухом. |
||
| Простилание следа обуви | р | р | Стол с вытяжкой | Стол с вытяжкой | Края простилки не должны заходить на затяжную кромку и полностью заполнять пространство между затяжной кромкой | ||
| Первая намазка клеем затяжной кромки, сушка | р | р |
Сушило СОВ-1 02068/Р4, МНС-О |
Сушило СОВ-1 | Клей из наирита НТ | Затяжную кромку намазывают клеем из наирита НТ по всей длине заготовки ровным слоем, высушивают.Продолжительность сушки 10-15мин | |
| Вторая намазка клеем затяжной кромки, сушка | р | р |
Сушило СОВ-1 02068/Р4, МНС-О |
Сушило СОВ-1 | Клей из наирита НТ | Затяжную кромку намазывают клеем из наирита НТ по всей длине заготовки ровным слоем, высушивают.Продолжительность сушки 10-15мин | |
| Обработка подошвы этилацетатом | р | р | Стол с вытяжкой | Стол с вытяжкой | Этилацетат | ||
| Первая намазка клеем подошв, сушка | р | р |
Сушила СОВ-1 02068/Р4, МНС-О |
Сушила СОВ-1 | Клей из наирита НТ | Клей из наирита НТ наносят по всей площадке подошвы специальной кисточкой тонким слоем, равномерно, без комочков, не доходя 1 мм до бортика, исключая подтеки на наружной поверхности подошвы. Сушат. Продолжительность сушки 10-15мин | |
| Вторая намазка клеем подошв, сушка | р | р |
Сушила СОВ-1 02068/Р4, МНС-О |
Сушила СОВ-1 | Клей из наирита НТ |
Клей из наирита НТ наносят по всей площадке подошвы специальной кисточкой тонким слоем, равномерно, без комочков, не доходя 1 мм до бортика, исключая подтеки на наружной поверхности подошвы. Сушат. Продолжительность сушки 10-15мин |
|
| Активация клеевых пленок и приклеивание подошв | м | м |
Iron Fox AS 1800K 1880 K 4630-Н Термоактиватор ТАО |
4630-Н Термоактиватор ТАО |
Продолжительность 30сек., при 85-90 С | ||
| Снятие обуви с колодок | м | м | ОКБ-3-О | ОКБ-3-О | Обувь не должна быть деформирована | ||
| проверка и чистка гвоздей внутри обуви | р | р | Рабочий стол СТ-Б | Рабочий стол СТ-Б | |||
| Чистка верха и низа обуви | р | р | ХПП-3-О Росси | ХПП-3-О Росси | |||
| обтяжка стелек | |||||||
| намазка клеем и предварительное прикрепление каблука | м | м | ППГ-4-О | ППГ-4-О | клеем НТ | По периметру каблука наносится ровный слой клея НТ | |
| Ручная отделка и ретуширование | р | р | Стол с вытяжкой | Стол с вытяжкой | Для восстановления покрывного крашения верха, нарушенного при сборке обуви применяют операцию ретуширования. Краски наносят вручную или на столе с вытяжкой. | ||
| Прикрепление каблука изнутри | м | м | 04222/Р1 | 04222/Р1 | Острия гвоздей не должны доходить до ходовой поверхности каблука на 2-3 мм. | ||
| Полирование обуви | р | р | ХПП-3-О | ХПП-3-О | Производится на установке ХПП-3-О с жесткими щетками,на щетки наносят воск и подставляют готовую обувь под вращающиеся щетки | ||
| Контроль качества | р | р | Стол с вытяжкой | Стол с вытяжкой | Готовая обувь должна удовлетворять по следующим показателям: производственно-экономическим потребительским показателям | ||
| . Вставка каркасов | р | р | Стол с вытяжкой | Стол с вытяжкой | Обувь укладывают в коробки попарно носками в разные стороны и подошвами к боковым стенкам коробки Каждая коробка должна иметь маркировку с указанием наименования организации, в которую входит предприятие; наименование предприятия, его местонахождения, артикула, фасона, модели, размера, полноты, условного знака Ст (стандартная), даты выпуска, номера государственного стандарта | ||
| Упаковка обуви в коробки | р | р | Стол с вытяжкой | Стол с вытяжкой | |||
Туфли, рассматриваемые в данной работе, состоят из заготовки верха полупары, подошвы, каблука и набойки.
Далее на основе перечня технологических операций необходимо составить развернутую схему технологического процесса сборки и отделки обуви
Заключение
В ходе работы была выбрана модель женских летних туфель с открытыми носочной и пяточной частями клеевого метода крепления Был проведен сравнительный анализ существующего в настоящее время на рынке обувной промышленности ассортимента материалов, новых технологий и оборудования. На основании сделанных выводов был разработан оптимальный вариант технологической последовательности изготовления женских летних туфель с открытыми носочной и пяточной частями.
Следует отметить, что в последнее время наметился прогресс в области технологий легкой промышленности, стали чаще применяться новые научные достижения. Но люди предшествующего поколения еще помнят затянувшийся на десятилетия застой в этой сфере. Поэтому, еще очень многое нужно будет сделать, чтобы исправить эту ошибку и превратить эту отрасль из отстающих в одну из передовых, развитие которой будет приоритетной для многих стран.
При разработке этого курсового проекта учитывалось техническое оснащение и возможность изготовления выбранной модели обуви на обувных фабриках, находящихся на территории РФ.
Список использованной литературы
[1] Шагапова И.М., Технология сборки заготовок верха обуви, Москва, Легпромбытиздат, 1989
[2] Краснов, Материаловедение обувного производства, Москва, «Легкая и пищевая промышленность», 1983
[3] Н.З Майорова Технология сборки обуви
[4] ГОСТ 9542-89 Картон обувной и детали обуви из него. Технические условия
[5] Карагезян Ю.А., Алексеев Ю.И., Современное зарубежное оборудование обувного производства, Москва, 1993
[6] Набалов Т.А., Оборудование обувного производства, Москва, 1990
[7] ГОСТ 939-88 Кожа для верха обуви. Технические условия
[8] ГОСТ 940-81 Кожа для подкладки обуви
[9] http://www.legprominfo.ru
[10] http://www.tecnov.ru
Приложение (обязательное)
Рецептура клеев; отделочных и вспомогательных материалов
Рецепты клеев, красок, смывочных жидкостей, отделочных восков, аппретур
1. Рецепты клеев
Рецепт клея № 12 а – Клей из натурального каучука для склеивания подкладки с верхом
- каучук натуральный 6-10%
- бензин Бр-1 и Бр-2 (ГОСТ 443-76) 90-94%
- антистатическая насадка АСП-1 0-0,002%
(ТУ 38-101538-75)
Рецепт клея №1 – Наиритовый клей для первой и второй намазки, для намазки затяжной кромки
-Наирит НТ 100в.ч.
-Белила цинковые 10-20в.ч.
-Магнезия жженая 0,7в.ч.
-Канифоль основная 0,4в.ч.
-ТиурамД 1,5в.ч.
-Хлорное железо 0-1,5в.ч.
-Смола 101К 5-20в.ч.
-Хлорнаирит 0-10в.ч.
-Иден-кумароновая смола 5-20в.ч.
Рецепт клея №2 – Полиуретановый клей
-Каучук «Десмоколл-400» 18-20
-Каучук «Эластостик 2006 Т» -
-Этилацетат марки А (ГОСТ 8981-71) 82-64
-Ацетон технический марки А (ГОСТ 2768-69) 0-16
Рецепт клея №15 – Клей казеиновый для простилания следа обуви
-Казеин технический кислотный 15-25вес.ч.
-Аммиак водный технический 2-5вес.ч.
-Карбамид (мочевина) (ГОСТ 2081-75) 0-8вес.ч.
-Фенол технический (ГОСТ 236-68) 0-1вес.ч.
-Вода 83-61вес.ч.
2. Рецепты красок
Рецепт краски №61 – Краска для клеймения этикеток на коробках
-Спирт этиловый 96%-ный 50%
-Вода 48%
-Чернильный порошок 2%
Рецептура нитрокрасок № 33 для ретуширования верха обуви
- нитрокраска 68,5%
- бутилацетат 25,0%
- спирт этиловый 96%-ный 5,0%
- дибутилфталат 1,5%
3 Рецепты смывочных жидкостей
Рецепт 70 – Смывочная жидкость для колодок
-Спирт этиловый 96%-ный 30%
-Мыло хозяйственное 60%-ное 10%
-Вода 60%
Рецепт 67 – Смывочная жидкость для чистки обуви
-силикон ПМС-200А 6,0%
-аммиачная вода 2,0%
-бензин «галоша» 10,0%
-спирт этиловый 4,2%
-ПАВ 0,8%
-вода 77,0%