 Научные и курсовые работы |
Главная
Исторические личности
Военная кафедра
Ботаника и сельское хозяйство
Бухгалтерский учет и аудит
Валютные отношения
Ветеринария
География
Геодезия
Геология
Геополитика
Государство и право
Гражданское право и процесс
Естествознанию
Журналистика
Зарубежная литература
Зоология
Инвестиции
Информатика
История техники
Кибернетика
Коммуникация и связь
Косметология
Кредитование
Криминалистика
Криминология
Кулинария
Культурология
Логика
Логистика
Маркетинг
Наука и техника Карта сайта
Дипломная работа: Проект машины для производства макарон
Дипломная работа: Проект машины для производства макарон
Annotation
In the given degree project descriptions and the analysis of existing designs macaroni press esulted.
The design macaroni press for a line by productivity of 90 kg at one o'clock is developed. The basic design calculations on the machine are resulted.
Grocery calculation is made, and also premises{rooms} of manufacture have been designed.
Questions of a labour safety are considered at operation macaroni press in conditions of manufacture.
The basic technical and economic parameters of the project of a technological line on manufacture of dried vegetables are determined. The project will consist of an explanatory note on 100 sheets and a graphic material on 10 sheets.
Содержание
Введение
1. Состояние вопроса
2. Технологическая часть
2.1 Описание производства макарон
2.2 Технология производства макаронных изделий
2.3 Расчеты макаронного цеха
3. Конструкторская часть
3.1 Краткий обзор технологии процесса экструзии
3.2 Описание проектируемой машины
3.3 Расчет производительности, потребной мощности
3.4 Кинематический расчет
4. Охрана труда
4.1 Анализ и обеспечение безопасных условий труда и мероприятия по улучшению
4.2 Расчеты
4.3 Возможные чрезвычайные ситуации на объекте
5. Экономическая часть
5.1 Маркетинговое исследование научно-технической продукции
5.2 Организация производства и труда
5.3 Расчет экономической эффективности внедрения линии по производству макаронных изделий малой производительности
Выводы
Список используемой литературы
Введение
Производство макаронных изделий - древнейшая отрасль пищевой промышленности, вырабатывающая продукты питания повседневного спроса.
Небольшие цеха с примитивной техникой для изготовления макаронных изделий появились в Италии конце XIV в. В России мелкое кустарное производство макарон возникло при Петре I.
В годы первых пятилеток были приняты решения о механизации выработки макаронных изделий, широком строительстве макаронных фабрик, создании машиностроительной базы для производства отечественного макаронного оборудования.
Развитие этих отраслей в "советский" период отличала высокая концентрация и специализация производства. Другая отличительная черта - широкое распространение непрерывного трехсменного режима работы, что обеспечивало более высокую стабильность технологических параметров. Однако, вместе с тем, указанные особенности затрудняли снабжение населения макаронными изделиями, тормозили выработку широкого ассортимента изделий.
В настоящее время наметились структурные изменения в обеспечении населения Российской Федерации макаронными изделиями - произошел переход от строительства крупных макаронных фабрик к развитию сети предприятий малой мощности.
Но далеко от совершенства состояние оборудования предприятий и цехов по производству макаронных изделий. СССР долгое время занимал одно из ведущих мест по производству макаронных изделий. На территории Союза работало около 200 предприятий, из которых 36 имели мощность более 10 тыс. т. изделий в год. Однако после распада СССР трудно назвать точную цифру объема производства макарон в России в связи с возникновением многочисленных частных мелких и средних цехов. Есть данные о том, что выработка макаронных изделий составляет около 680...800 тыс. т. в год при потреблении надушу населения около 7 кг/год и импорте до 200 тыс. т макарон в год.
В последние годы условия работы на макаронных предприятиях существенно изменились. Более половины всех предприятий находятся в частной собственности. В рыночных условиях начинают действовать законы конкуренции.
Технический прогресс в машиностроении, как известно, неразрывно связан с развитием машинопотребляющих отраслей. Пока отечественное технологическое оборудование, выпускаемое для макаронных предприятий, уступает зарубежным аналогам по производительности, эксплуатационной надежности, энергоемкости и степени автоматизации. Закупка по импорту комплектного оборудования за рубежом является вынужденной мерой и не решает проблемы в перспективе. Только разработка и внедрение конкурентоспособного отечественного оборудования позволит вывести производство макаронных изделий на необходимый уровень развития.
При создании нового технологического оборудования необходимо учитывать, что отечественные предприятия перерабатывают до 50% сырья с пониженными хлебопекарными качествами, а выработка значительного количества макаронных изделий производится не из крупки, а из муки хлебопекарного помола (порошкообразной). Это может заметно сказаться на качественных показателях и выходе готовой продукции. Поэтому весьма перспективны такие виды оборудования, которые допускают гибкое регулирование основных технологических процессов - замеса, брожения, формования тестовых заготовок, выпечки или сушки изделий.
В современных условиях макаронные предприятия не испытывают недостатка в любых видах оборудования отечественного и импортного производства. Возросшая конкуренция среди машиностроителей во многих случаях приводит к повышению технического уровня выпускаемых машин и аппаратов, расширению номенклатуры оборудования и приборов. Экономические сложности замедлили процесс технического перевооружения предприятий, однако он продолжается - различный по интенсивности и зависящий от финансовых возможностей.
Состояние технической базы во многом зависит от качественных и экономических показателей работы предприятий. Совершенствование оборудования неразрывно связано с разработкой и внедрением новых прогрессивных технологий, основанных на интенсификации производственных процессов, повышении качества и пищевой ценности вырабатываемой продукции, снижении потерь и затрат сырья.
Развитие технической базы макаронной отрасли должно быть направлено на:
* разработку отечественного конкурентоспособного оборудования для технологических, вспомогательных и транспортных операций наименее механизированных участков производства (приема, хранения и подготовки сырья; выработки специальных сортов; фасования и упаковывания продукции);
* рациональное сочетание специализированной и универсальной техники для выработки массовых и специальных сортов, новых видов продукции;
* значительное повышение эксплуатационной надежности и ремонтопригодности машин и аппаратов;
* создание технологического оборудования для небольших макаронных цехов;
* оснащение линий, отдельных участков и машин компьютерной и микропроцессорной техникой.
1. Состояние вопроса
Макаронные изделия на сегодняшний день ни сколько не утратили своей популярности. Они дешевы, вкусны, питательны, существует тысячи рецептов с их участием. Макаронные изделия имеют долгий срок хранения и не требуют для этого особых условий и затрат. Данная продукция привлекательна не только для потребителя, но и для производителя.
Проблема заключается в том, что сейчас практически не существует небольших отечественных линий для производства макаронной продукции. В производстве задействованы либо старые советские линии большой мощности с большим износом оборудования, либо импортные разработки. Четко прослеживается необходимость восполнения пустот в рядах отечественного и недорогого оборудования невысокой энергоемкости.
Практика показала, что гораздо выгоднее поставлять несколько небольших, однотипных машин с взаимозаменяемыми деталями, чем одну высокой производительности. А расчет экономической эффективности, срока окупаемости капитальных вложений порою ставятся выше удобства и срока службы. Также любой производитель заинтересован в увеличении выпуска продукции за счет сокращения времени производства.
Именно поэтому необходимо рассмотреть в проекте линии для производства короткорезанных макаронных изделий.
2. Технологическая часть
2.1 Описание производства макаронных изделий
Макароны - кулинарный полуфабрикат из высушенного пресного пшеничного теста, который перед употреблением в пищу подвергается варке. Ассортимент макаронных изделий подразделяют на типы и виды: трубчатые (длинные, короткорезанные, рожки, перья), нитеобразные (вермишель), ленточные (лапша), фигурные (ракушки, суповые засыпки) и др.
Основным сырьем для производства макарон является пшеничная мука, а также питьевая вода. Для повышения пищевой ценности макарон иногда используют дополнительное сырье: яйцепродукты, белковые смеси и другие пищевые добавки-обогатители. Применяется мука из твердой (дурум) и мягкой стекловидной пшеницы в виде крупки или полукрупки. Некоторые виды макаронных изделий изготовляют из хлебопекарной муки. Дополнительное сырье преобразуют в жидкие промежуточные полуфабрикаты.
Макаронное тесто состоит в основном из муки и воды, разрыхлители отсутствуют. Оно содержит меньше влаги, чем хлебопекарное тесто, и перед подачей в макаронный пресс представляет собой рыхлую массу из крошек и небольших комочков. Отформованные мягкие сырые тестовые заготовки после высушивания превращаются в твердые прочные макаронные изделия.
Особенности производства и потребления готовой продукции. Массовые виды макаронных изделий вырабатывают на четырех типах поточных линий. Короткие изделия производят на линиях с конвейерными или барабанными сушилками. Для производства длинных изделий применяют линии с сушкой в цилиндрических кассетах либо с сушкой на бастунах - тонких металлических трубках.
Стадии технологического процесса. Производство макаронных изделий включает следующие основные стадии и операции: подготовка сырья к производству - хранение, смешивание, просеивание и дозирование муки; приготовление воды и добавок-обогатителей; дозирование и смешивание рецептурных компонентов; вакуумирование крошкообразной смеси; замес и прессование теста; формование и резка сырых заготовок; сушка, стабилизация и охлаждение тестовых заготовок; подготовка макаронных изделий к упаковке; упаковывание изделий в потребительскую и торговую тару.
Характеристика
комплексов оборудования. Начальные стадии производства макаронных изделий
выполняются при помощи комплексов оборудования для хранения, транспортирования
и подготовки к производству муки, воды и добавок-обогатителей. Для хранения
сырья используют мешки, металлические емкости и бункера. На небольших
предприятиях применяют механическое![]()
![]() транспортирование мешков с мукой погрузчиками,
нориями а муки - нориями, цепными и винтовыми конвейерами. На крупных
предприятиях используют системы пневматического транспортерами. На крупных
предприятиях используют системы пневматического транспорта муки, жидкие полуфабрикаты
перекачивают насосами.
транспортирование мешков с мукой погрузчиками,
нориями а муки - нориями, цепными и винтовыми конвейерами. На крупных
предприятиях используют системы пневматического транспортерами. На крупных
предприятиях используют системы пневматического транспорта муки, жидкие полуфабрикаты
перекачивают насосами.
Подготовку сырья осуществляют при помощи просеивателей, смесителей, магнитных уловителей, фильтров и вспомогательного оборудования.
Ведущий комплекс линии состоит из оборудования для дозирования, смешивания и вакуумирования рецептурных компонентов, макаронного пресса, режущего и обдувочного устройств.
Завершающие стадии производства выполняют при помощи сушильных аппаратов, накопителей-стабилизаторов, машин для фасования и групповой упаковки макаронных изделий.
На рисунке 1 приведена машинно-аппаратурная схема линии производства короткорезанных макаронных изделий.
Устройство и принцип действия линии. Автомуковоз подключают к мукоприемному щитку 1 и загружают муку в один из силосов 2 для ее хранения. С помощью шнековых питателей 3 муку выгружают из различных силосов 2 в нужных пропорциях и смешивают винтовым конвейером 4. Мучная смесь в виде аэрозоля роторным питателем 5 подается в циклон 6, расположенный в цехе.
В циклоне мука отделяется от воздуха и роторным дозатором 7 направляется в просеиватель 8. Просеянная мука проходит магнитный уловитель 9. Просеянная мука проходит магнитный уловитель 9, взвешивается на весах 10 и загружается в цеховой бункер 11.
Для приготовления теста кроме муки требуется эмульсия, которая представляет собой суспензию, состоящую из теплой воды и добавок. Ее готовят в сборнике 12. Готовая эмульсия поступает в расходный бак 13, снабженный мешалкой и рубашкой для теплой воды.
Мука и эмульсия роторным дозатором 15 и насосом-дозатором подаются в ворошитель макаронного пресса, а затем в тестосмеситель. В тестосмесителе тесто вакуумируется системой 17. Затем тесто поступает в макаронный пресс 16.
Ножи 18, вращаясь в плоскости выходных отверстий матриц, отрезают от тестового потока необходимые по длине тестовые заготовки, которые обдуваются воздухом из кольцевого сопла 19.
Сырые заготовки макаронных изделий направляются в секции вибрационного подсушивателя 20. В секции продукт проходит сверху вниз пяти вибрирующим ситам 21, обдувается воздухом от вентилятора 22 и подсушивается. Затем поток подсушенных тестовых заготовок объединяется в вибролотке 23 и элеватором 24 транспортируется к устройству 25, которое распределяет их равномерным по толщине слоем по всей площади верхнего яруса 27 сушилки 26. Тестовые заготовки проходя сверху вниз ленточные конвейеры, высушиваются.
После сушки нагретые заготовки элеватором 28 подвижным ленточным конвейером 29 направляется в бункера 30 накопителя-стабилизатора. В них заготовки постепенно остывают до температуры помещения цеха, в них происходит выравнивание влагосодержания.
Готовые изделия системой конвейеров 31 подают в фасовочную машину 32 и упаковываю в коробки из картона или пакеты из полимерной пленки. В машине 33 пакеты упаковывают в торговую тару и отправляют на склад.
2.2 Технология производства макаронных изделий
Взаимодействие химических соединений муки и воды является решающим фактором производства и потребления макаронных изделий. При приготовлении теста в макаронную муку влажностью 15 % добавляют такое количество воды, чтобы влажность смеси стала 29,5 . . . 31,0 %. Этот диапазон влажности соответствует применяемому наиболее часто среднему замесу макаронного теста. На первом этапе замеса производится предварительное смешивание компонентов до образования крошкообразной массы. В процессе замеса происходит диффузия воды во внутрь частиц муки, растворение водорастворимых веществ, набухание белков и углеводов, входящих в состав муки. Для протекания этих процессов необходим определенный промежуток времени - выдержка теста. На следующем этапе замеса проходит пластикация сухих, твердых химических соединений муки и образование коллоидной системы – теста. Оно является, по существу, твердожидким телом, и обладает одновременно упруго-эластичными и пластично-вязкими свойствами. Для проведения такого сложного преобразования рецептурной смеси в готовое тесто требуются значительные механические воздействия. В условиях механизированного производства макарон второй этап замеса осуществляется шнеками макаронного пресса за счет интенсивного сдвига слоев теста.
Следующая стадия взаимодействия химических соединений муки и воды происходит при сушке отформованных тестовых заготовок макаронных изданий. Непосредственно на выходе из матрицы макаронного пресса пряди заготовок обдувают воздухом для быстрой подсушки поверхности, что снижает пластичность заготовок и придает им упругость и устойчивость к деформациям, слипанию и искривлению. Затем заготовки в течение 0,5 ч подвергают предварительной сушке и удаляют от одной трети до половины влаги от того количества, которое должно быть удалено из заготовок. Такое интенсивное обезвоживание за сравнительно короткое время возможно только на первом этапе сушки, когда заготовки еще пластичный не возникает опасности растрескивания. В результате предварительной сушки происходит стабилизация формы заготовок, предотвращается их закисание, плесневение и вытягивание.
На последующих этапах сушки тестовые заготовки приобретают свойства твердообразных тел и находятся в области упругих деформаций. Чтобы избежать растрескивания и искривления заготовок, требуется болт длительный период сушки, снижение скорости испарения влаги с поверхности заготовок до скорости ее диффузии из внутренних слоев к наружным.
При охлаждении высушенных тестовых заготовок условием сохранения к правильной формы являются продолжительные процессы перераспределения температуры и влаги в их объеме. Для этого применяют операции выстаивания или стабилизации макаронных изделий в соответствующих устройствах.
Готовые макаронные изделия очень гигроскопичны и обладают повышенной адсорбционной активностью. Изделия, предназначенные для длительного хранения, не должны иметь влажность выше 11 %. Влажность выше 16 % уже становится опасной в отношении плесневения. Поэтому при хранении макарон требуется соблюдение определенных климатических условий. При них упакованные изделия могут храниться в течение года.
Взаимодействие между составными веществами макарон и водой происходит также при их кулинарной обработке - варке. Поведение при варке – важнейший показатель качества макаронных изделий. Он характеризуется увеличением объема и сохранностью объема должно быть не менее двукратного. Чем меньше экстрактивных веществ переходит в варочную воду, тем выше ценятся макаронные изделия. Мука из твердой пшеницы меньше набухает и лучше удерживает экстрактивные вещества, чем мука из мягкой пшеницы.
Расчет рецептуры производства короткорезанных макаронных изделий и расчет выхода готовой продукции. Макаронные изделия приготовляются из особых сортов муки, питьевой воды и меланжа.
1) Расчет количества воды производим по формуле (1).
 , (1)
, (1)
где Мм масса муки, кг; Мм = 100 кг;
Wм – влажность муки, %; Wм = 14,5 %;
WT влажность теста, %; WT = 30 %;
Ммел масса меланжа, кг; Ммел = 10 кг;
Wмел – влажность меланжа, %; Wмел = 75 %.
 л.
л.
Расчет количества эмульсии определим по формуле (2).
Э = В + Ммел, (2)
Э = 15,7 + 10 = 25,7 л.
Расчет количества теста определим по формуле (3).
Т = М+Э, (3)
Т = 100 + 25,7 = 125,7 кг.
2) Температуру эмульсии для замеса теста рассчитываем по формуле (4)
 , (4)
, (4)
где сТ удельная теплоемкость теста, Дж/кг∙К; сТ = 2440 Дж/кг∙К;
tТ – температура теста, ˚С; tТ = 40 ˚С;
см удельная теплоемкость муки, Дж/кг∙К; см = 1960 Дж/кг∙К;
tм – температура муки, ˚С; tм = 20 ˚С;
сЭ удельная теплоемкость эмульсии, Дж/кг∙К; см = 3840 Дж/кг∙К;
 ˚С.
˚С.
3) Удаляемая влага рассчитывается по формулам (5) и (6).
 , (5)
, (5)
где - Вл′ - удаляемая влага при подсушивании макаронных изделий, кг;
W′n – влажность продукта после подсушивания, %; W′n = 24 %.
![]() кг.
кг.
 , (6)
, (6)
где - Вл″ - удаляемая влага при подсушивании макаронных изделий, кг;
W″n – влажность продукта после высушивания, %; W″n = 13 %.
![]() кг.
кг.
4) Выход продукции рассчитывается по формуле (7).
m = М - Вл′ - Вл″, (7)
m = 125,7 – 7,542 13 = 105,2 кг.
5) Потери на линии составляют 0,3 % от массы готовых изделий, т.е.
П = 105,2∙0,3/100 = 0,32 кг.
2.3 Расчеты макаронного цеха
Определение суточной производственной мощности цеха в ассортименте
Годовую производственную мощность фабрики Ргод, т/сут, определяем по формуле (8).
![]() , (8)
, (8)
где Ргод - производственная мощность фабрики, т/год;
Т – годовой фонд рабочего времени фабрики, сут.
Годовой фонд рабочего времени Т, сут, определяем по формуле (9).
Т = 365 – (Окр + Опрф + Овых + Опр + Осан), (9)
где Окр – остановки на капитальный ремонт (Окр = 21), сут;
Опрф остановки на профилактику, сут;
Овых остановки на выходные дни (при трехсменной работе Овых = 0), сут;
Опр остановки на праздники (Опр = 9), сут;
Осан остановки на санитарную очистку (принимаем Осан = 3), сут.
Остановки на профилактику рассчитываем исходя из того, что автоматизированная линия будет останавливаться на двое суток через каждые 12 дней работы. Тогда Опрф=365/(14∙2) = 53 сут. Отсюда:
Т = 365 – (21 + 53 + 0 + 9 + 3) = 279 сут
Ргод = 6∙279 = 1674 т/год.
Суточную производственную мощность фабрики Рсв, т/сут, по видам изделий найдем по формуле (10).
![]() , (10)
, (10)
где Рсут – суточная производственная мощность фабрики, т/сут;
Св – процентное отношение количества вырабатываемых изделий определенного вида к общему количеству вырабатываемых изделий, %; Св = 100 %.
Рсв = 6 т/сут.
Выбор и расчет количества основного технологического оборудования
Для организации данного производства основным устанавливаемым оборудованием являются шнековый пресс, разработанный самостоятельно; ленточная сушилка ТТНV – 500 и стабилизатор-накопитель бункерного типа, фасовочно-упаковочная установка.
Для обеспечения данной производительности определяем количество сушилок по формуле (11).
![]()
![]()
![]()
 , (11)
, (11)
где Qc – производительность сушилки, кг/ч; Qc = 500 кг/ч,
τ – время работы сушилки в сутки с учетом профостановок, ч; τ = 22 ч.
![]()
Принимаем к установке 1 сушилку.
Ориентировочная производительность прессов определяется по формуле (12).
![]() , (12)
, (12)
где n – количество прессов, n = 3;
τ – время работы, ч, τ = 22 ч.
Тогда при установке 3 прессов
![]() кг/ч.
кг/ч.
Принимаем установку 3 прессов производительностью 90 кг/ч.
Для обеспечения данной производственной мощности количество бункеров в стабилизаторах-накопителях бункерного типа находим по формуле (13).
 , (13)
, (13)
где τсн время стабилизации и накопления изделий (фасовка изделий производится в 1 смену, при этом стабилизатор-накопитель должен быть рассчитан на 21час) τсн = 21 час;
γ – объемный вес сухих макаронных изделий, т/м3; γ = 0,6 т/м3;
Vб – полезный объем бункера.
Полезный объем бункера находится по формуле (14).
Vб=V1+V2+V3 , (14)
где V1 – объем выпускной воронки, м3;
V2 – объем макарон, рассыпанных в бункере под углом φ (φ – угол естественного откоса, φ = 30˚), м3;
V3 – объем прямоугольной части бункера, занятая макаронными изделиями, м3.
![]() ,
,
где а – сторона бункера, м; а = 2м;
α – угол наклона выпускной воронки, α = 45˚.
![]() м3.
м3.
![]() ,
,
![]() м3.
м3.
![]() ,
,
где h3 = H-(h2+h1),
здесь Н – общая высота бункера, м; Н = 3,5м.
h3 = 3,5 - (1 + 1)=1,5 м.
![]() м3.
м3.
Vб=1,33+0,77+6=8,1 м3.

Принимаем 2 бункера.
Производительность линии определяется по производительности наиболее загруженного оборудования. В данном случае из основного оборудования наиболее загруженным является макаронный пресс, техническая производительность которого 90 кг/ч.
Определение фактической суточной производственной мощности и производственной программы фабрики
Фактическая суточная производственная мощность фабрики Рф., т/сут, по видам изделий определяется по формуле (15).
Рф. = n∙Qт, (15)
где n – количество линий, установленных для производства данного вида изделия; n = 3;
Qт – техническая производительность линии, т/сут; Qт = 24∙90 = 2160 кг/сут.
Рф. = 3∙2160 = 6480 кг/сут = 6,48 т/сут.
Фактическая суточная производственная программа фабрики Пф.в, т/сут, по видам изделий рассчитывается по формуле (16).
Пф.= Ки∙Рф., (16)
где Ки – коэффициент использования оборудования, Ки = 0,9.
Пф.= 0,9∙6,48 = 5,832 т/сут.
Таблица 1 – Фактическая суточная производственная программа и производственная мощность фабрики.
| Наименование изделий | Уточненная производственная мощность фабрики, т/сут. | Коэффициент использования оборудования | Производственная программа фабрики, т/сут. |
| Короткорезанные | 6,48 | 0,9 | 5,832 |
Расчет производственной программы цеха в ассортименте
Выбираем следующий ассортимент вырабатываемых изделий:
вермишель – 30 %;
лапша – 30 %;
рожки – 40 %.
Производственную программу фабрики в ассортименте Па, т/сут, рассчитываем по формуле (17).
![]() , (17)
, (17)
где Пф.в – фактическая производственная программа фабрики, т/сут;
С – процентное отношение вырабатываемого количества данного изделия к общему количеству изделий данного вида, С = 100 %.
Расчет сводим в таблицу 2.
Таблица 2 – Производственная программа фабрики в ассортименте
| Наименование изделий | Производственная программа | |
| т/сут | В % к общей выработке. | |
|
Лапша Вермишель Рожки Итого: |
1,7496 1,7496 2,3328 5,832 |
30 30 40 100 |
Составление графика работы оборудования, уточнение производственной программы
Определение количества смен занятости К прессов в течение рабочего цикла (12 сут) производим по формуле (18).
![]() , (18)
, (18)
где b – количество смен занятости линий за 12 суток (b = 36 смен);
n – количество прессов, устанавливаемых на выработке данного вида изделий(n = 1);
C – процентное отношение вырабатываемого количества данного изделия к общему количеству изделий данного вида.
Количества смен занятости линий округляем до целого числа таким образом, чтобы суммарное количество смен занятости линий на выработке всех изделий определенного вида было равно b∙n.
![]() , принимаем Кприн=11;
, принимаем Кприн=11;
![]() принимаем Кприн=11;
принимаем Кприн=11;
![]() принимаем Кприн=14.
принимаем Кприн=14.
В связи с округлением необходимо произвести уточнение производственной программы.
Уточненную производственную программу найдем по формулам (19 и 20).
![]() , (19)
, (19)
![]() %;
%;
![]() %;
%;
![]() %.
%.
![]() , (20)
, (20)
![]() т/сут;
т/сут;
![]() т/сут;
т/сут;
![]() т/сут.
т/сут.
Расчет сводим в таблицу 3.
Таблица 3 – Уточненная производственная программа
| Наименование изделий | Расчетное количество смен занятости, К | Принятое количество смен занятости | Уточненная производственная программа | |
| т/сут | % | |||
|
Вермишель Лапша Рожки Итого: |
10,8 10,8 14,4 36 |
11 11 14 36 |
30,555 30,555 38,89 100 |
1,782 1,782 2,268 5,832 |
Составление графика работы линии
Строим график работы линий на 12 суток в виде таблицы (см. приложение Б).
Расчет расхода муки, яичных и молочных обогатителей (сухое молоко)
Суточный расход муки рассчитывается по формуле (21).
![]() , (21)
, (21)
где Пизд.б/д – количество изделий без добавок, вырабатываемые в сутки;
![]() - количество изделий с i-ой добавкой;
- количество изделий с i-ой добавкой;
ai - поправочный коэффициент к плановой норме расхода муки при выработке изделий с i – ой добавкой ( для молочных ai = 110 кг/т; для яичных при использовании яичного порошка ai = 80 кг/т) ;
Hм.пл. – плановая норма расхода муки.
Количество изделий без добавок, вырабатываемое в сутки, рассчитывается по формуле (22).
![]() , (22)
, (22)
где ![]() – i–ая суточная выработка для всех изделий;
– i–ая суточная выработка для всех изделий;
Сб/д – процентное отношение количества изделий, вырабатываемых без добавок, к общему количеству изделий (80 % ).
Количество изделий с i – ой добавкой рассчитывается аналогично количеству изделий без добавок (Сi/д = 10 %).
![]() т;
т;
![]() т;
т;
![]() т.
т.
Плановая норма расхода муки рассчитывается по формуле (23)
Нм.пл. = Зт + Уу + Бу, (23)
где Зт – затраты технологические, кг/т;
Уу – удельная норма учтенных потерь (принимаем 2 кг/т), кг/т;
Бу - удельная норма безвозвратных потерь (принимаем 1 кг/т), кг/т.
Затраты технологические рассчитываются по формуле (24).
 , (24)
, (24)
где Wп - плановая влажность изделий (принимаем Wп = 13 %), %;
Wм - плановая влажность муки (принимаем Wм = 14,5 %), %.
 кг/т.
кг/т.
Нм.пл. = 1017,54+2+1 = 1020,54 кг/т.
Суточный расход обогатителей рассчитываем по формуле (25).
Мi = Ндi ∙ Пi ∙ (Мм.пл. – аi) ∙ 0,001, (25)
где Ндi – расход i –ой добавки на 1т муки (для сухого молока 102,1 кг/т; для яичного порошка 80 кг/т).
Мсут=(4,6656∙1020,54+0,5832∙(1020,54-110)+0,5832∙(1020,54-80))∙0,001=5,841т/сут.
Мяич=80∙0,5832∙(1020,54-80)∙0,001 = 43,88 кг/сут = 0,04388 т/сут.
Ммол = 110∙0,5832∙(1020,54-110)∙0,001 = 58,41 кг/сут = 0,05841 т/сут.
Расчет количества силосов для хранения муки
По правилам проектирования макаронных фабрик при бестарном хранении муки она должна храниться в металлических силосах, емкость которых обеспечивает бесперебойную семисуточную работу фабрики.
Для хранения используем силоса бункерного типа с размерами 3,5х2х2м (аналогичные стабилизаторам-накопителям). Вместимость бункера определяем по формуле (26).
![]() , т (26)
, т (26)
где V - полезный объем такого бункера, м3; V = 8,1 м3.
![]() т.
т.
Принимаем, что 60 % изделий изготовляются из крупки, тогда суточный расход крупки найдем по формуле (27).
Мкр = 0,6 ∙ Mсут (27)
Мкр = 0,6 ∙ 5,841 = 3,505 т.
Принимаем, что 40 % изделий изготавливаются из полукрупки, тогда суточный расход полукрупки найдем по формуле (28).
Мпкр = 0,4 · Mсут (28)
Мпкр = 0,4 · 5,841 = 2,336 т.
Количество силосов для хранения крупки находим по формуле (29).
 , (29)
, (29)
 принимаем 6.
принимаем 6.
Для хранения полукрупки находим аналогично, по формуле (30).
 , (30)
, (30)
 принимаем 4.
принимаем 4.
åN = Nкр + Nпкр
åN = 6 + 4 = 10.
Организация упаковки готовых изделий
Упаковка всех видов изделий производится в одну смену. 60% изделий расфасовываются в мелкую тару и упаковываются в крупную тару. Для фасовки в мелкую тару будем применять фасовочную машину РТ-УМ-21-3. Для обеспечения бесперебойной работы упаковочного отделения необходимо установить 1 машину РТ-УМ-21-3.
Подбор вспомогательного технологического оборудования
Для обеспечения подготовки рассчитанного количества сырья необходимо в отделении подготовки муки установить 1 просеиватель – бурат ПБ-1,5. Для подготовки эмульсии устанавливаем 1 установку для подготовки и дозирования обогатителей Б6-ЛОА. Для дозирования муки устанавливаем 1 дозатор Ш2-ХДА. Для обеспечения виброподсушивания устанавливаем 1 подсушиватель А1-ОГК.
Организация складирования готовой продукции и расчет площади склада
Картонные короба и крафтмешки с упакованными в них изделиями устанавливаются на поддоны по 6 коробов в плане и 5 по высоте.
Ориентировочно площадь склада рассчитывается на 14 суточную работу фабрики и определяется из расчета хранения 0,4 т изделий на 1 м² и , следовательно, будет равна:
S = (5,832∙14)/0,4 = 204,12 м².
Действительная площадь склада готовой продукции определится при компоновке стеллажей.
Определение площадей подсобно-производственных помещений
Площади подсобно-производственных помещений определяются из норм технологического проектирования предприятий макаронной промышленности, мощности и технической оснащенности фабрики.
Ориентировочно приняты следующие площади, м²:
лаборатория 20
механическая мастерская и инструментальная 36
электротехническая мастерская 18
мастерская КИП и автоматики 18
помещение для дежурных слесарей и электромастеров 18
насосная 8
кладовая хозинвентаря 4
материальный склад 18
тарный цех 70
матрицемойка 18
помещение для водобаков 18
Предусмотрены помещения для размещения оборудования для кондиционирования воздуха и для размещения вентиляционных установок.
Расчет расхода воды, тепла и электроэнергии на технологические нужды. Расход воды на технологические нужды определяем по таблице 4.
Таблица 4 – Расчет расхода воды на технологические нужды.
| Статья расхода воды |
Норма расхода, л |
Производительность, т/с, или количество потребите лей |
Общий расход, л/сут |
Максимальный расход, л/ч | Температура воды, ºC | Количество сточных вод, л/ч |
|
Замес теста, л/т Мойка матриц, л/ч |
270 600 |
5,832 3 |
1575 900 |
65,6 600 |
70 до 50 |
600 |
| Всего | 2475 | 665,6 | 600 | |||
| В том числе горячей | 2475 | 665,6 |
Расход тепла на технологические нужды складывается из расхода тепла на сушку макаронных изделий и на подогрев воды, необходимой для замеса теста, подогрева прессующих устройств.
Максимальный часовой расход тепла на подогрев воды, расходуемой на технологические нужды Qг.в, Вт, определяется по формуле (31).
 , (31)
, (31)
где Gмакс – максимальный расход воды, л/ч, Gмакс = 665,6 л/ч;
tгор – температура горячей воды, tгор = 70°С;
tхол – температура холодной воды, tхол = 5°С;
c – удельная теплоемкость воды, с = 4,19 кДж/(кг∙град).
Qг.в = 665,6∙(70 – 5)∙4,19/3,6 = 50354,5 Вт.
Таблица 5 – Расчет расхода электроэнергии не технологические нужды
| Наименование оборудования |
Количество единиц оборудования |
Количество электродвигателей на единице оборудования | Мощность электродвигателей, кВт | Общая мощность электродвигателей, кВт |
|
Мучной склад: Просеиватель-бурат Задвижки Весы Компрессор |
1 10 1 2 |
1 1 1 1 |
1 0,1 0,3 20 |
1 1 0,3 40 |
| Итого | 42,3 | |||
|
Основное производство: Одношнековый пресс Вакуум-насос Виброподсушиватель Сушилка |
3 3 1 1 |
Комплектно 1 1 комплектно |
5,06 0,6 1 11,4 |
15,18 1,8 1 11,4 |
| Итого | 29,38 | |||
|
Вспомогательное оборудование: Матрицемоечная машина Установка для дозировки и смешивания обогатителей |
1 1 |
1 1 |
1,2 0,8 |
1,2 0,8 |
| Итого | 2 | |||
| Всего | 73,68 |
Расчет штата фабрики
Расчет штата фабрики представлен в таблице 6.
Таблица 6 – Расчет штата фабрики
| Категория работающих, квалификация | Число работающих | Общий штат фабрики | |||||
| в сменах | в сутки | подменные | |||||
| 1 | 2 | 3 | |||||
|
Производственные рабочие: Оператор склада Прессовщик Сушильщик Фасовщик-упаковщик Наладчик фасовочно-упаковочного оборудования Трафаретчица тары Дозировщик обогатителей |
- 1 1 - - - - |
1 1 1 3 1 1 1 |
- 1 1 - - - - |
1 3 3 3 1 1 1 |
1 1 - 1 - - - |
2 4 3 4 1 1 1 |
|
| Итого | 2 | 9 | 2 | 13 | 3 | 16 | |
| Подсобно-производственные рабочие | 1 | 4 | 1 | 6 | 2 | 8 | |
| Итого | 1 | 4 | 1 | 6 | 2 | 8 | |
|
ИТР: Директор Заместитель директора по снабжению и сбыту Ведущий специалист Инженер-энергетик Инженер-механик Начальник цеха Начальник смены Заведующий лабораторией |
- - - - - - 1 - |
1 1 1 1 1 1 1 1 |
- - - - - - 1 - |
1 1 1 1 1 1 3 1 |
- - - - - - 1 - |
1 1 1 1 1 1 4 1 |
|
| Итого | 1 | 8 | 1 | 10 | 1 | 11 | |
| СКП | - | 3 | - | 3 | - | 3 | |
| Итого | - | 3 | - | 3 | - | 3 | |
| МОП и ПСО | 1 | 2 | 1 | 4 | 1 | 5 | |
| Итого | 1 | 2 | 1 | 4 | 1 | 5 | |
| Общий штат | 5 | 26 | 5 | 36 | 7 | 43 | |
Численность работающих, пользующихся санпропускниками: всего 24 человека, в сутки – 19 человек, в максимальную смену – 13 человека. Численность конторского персонала 3 человека.
Расчет площадей бытовых и административно-конторских помещений
Ориентировочно площадь бытовых помещений определяем из расчета 1,75 м² на каждого, пользующегося санпропускниками, следовательно, она будет 1,75∙24 = 42 м².
Площадь административно-конторских помещений принимаем равной 42 м².
Компоновка цеха
Компоновка должна обеспечивать последовательность производственного потока, удобную связь между отдельными цехами и помещениями, сокращение путей внутрифабричной транспортировки и пробега подвижного оборудования, она должна создавать оптимальные условия работы и бытового обслуживания рабочих.
При компоновке основного производственного цеха учитывается то, что мучной склад должен примыкать к прессовому отделению, упаковочное отделение – к сушильному отделению; тарный цех, склад готовой продукции – к упаковочному отделению.
При компоновке основного производства и складов в цехах и складах предусмотрены необходимые подсобные помещения (для вентиляционных установок, кладовых, заведующего складом, начальников смен и т.п.).
В цехе основного производства размещены материальный склад, холодильная камера с помещением для подготовки обогатителей к производству, насосная, аккумуляторная с помещением для вилочных погрузчиков. Водобаки размещены выше потребителей воды, чтобы обеспечить подачу воды к ним самотеком.
Отопление
Центральное водяное или паровое отопление предусматривается во всех помещениях за исключением: котельной, материального склада, склада смазочных материалов, складов тары и ящичных комплектов.
Ориентировочно расход тепла на отопление определяется по формулам (32 и 33).
Qчас = 0,80∙V∙go∙(tс.вн –tр.о), (32)
где Qчас – максимальный часовой расход тепла на отопление, Вт;
V – объем отапливаемой части здания по наружному обмеру, м3, V = 3499,2 м3;
gо – удельная тепловая характеристика здания, gо = 0,36 Вт/м³;
tс.вн – средняя температура отапливаемых помещений, tс.вн = 18ºC;
tр.о – расчетная температура наружного воздуха – средняя температура наиболее холодной пятидневки, принимается по СН и П 2 А.6-62 tр.о = - 30ºC.
Qчас = 0,80∙3499,2∙0,36∙(18 (-30)) = 48373 Вт.
Qгод = 0,80∙V∙go∙(tс.вн – tс.о)∙m∙n, (33)
где Qгод – годовой расход тепла на отопление, Вт;
tс.о – средняя температура наружного воздуха в отопительный период, принимаем по СН и П 2 А.6-62 tс.о = -10ºC;
m – число часов работы системы отопления, m = 24 часа;
n – число дней отопительного периода, по СН и П 2А.6-62 n = 180 дней.
Qгод = 0,80∙3499,2∙0,36∙(18 –(-10)) 24∙180 = 121899810,8 Вт = 121899,8 кВт.
Вентиляция и кондиционирование воздуха
При работе сушилок выделяется горячий воздух, насыщенный паром, который отрицательно сказывается на самочувствии рабочих, повышая температуру и влажность воздуха в цехе. Вентиляция и кондиционирование воздуха применяются для создания комфортных условий труда в основном производственном цехе и других помещениях.
Общее количество вентиляционного воздуха при приближенных подсчетах определяем по формуле (34).
Lв = V∙0,6∙n, (34)
где Lв – количество воздуха, м³/ч;
V – объем здания по наружному обмеру, м³; V =3888 м3;
0,6 – коэффициент, приводящий объем здания по наружному обмеру в суммарный объем вентилируемых помещений;
n – средняя кратность воздухообмена, n = 4 обменам в час.
Lв = 3888∙0,6∙4 = 9331,2 м³/ч.
Расход на вентиляцию определяется по формуле (35).
 , (35)
, (35)
где Qв – расход тепла на вентиляцию, Вт;
1,2 – плотность воздуха, кг/м³;
1,005 – весовая теплоемкость воздуха, кДж/(кг∙град);
tс.вн – средняя температура отапливаемых помещений, tс.вн = 18ºC;
tр.о – расчетная температура наружного воздуха, tр.о = -10ºC.
Qв = 9331,2∙1,2∙1,005∙(18-(-10))/3,6 = 87526,65 Вт.
Суммарная потребная мощность электродвигателей в приточных и вытяжных вентиляционных установках определится по формуле (36).
 , (36)
, (36)
где Nпотр – суммарная потребная мощность, кВт;
50 – среднее сопротивление приточных и вытяжных систем вентиляции, кг/м²;
102 – переводной коэффициент;
0,4 – КПД вентилятора и привода;
1,3 – средний коэффициент запаса на потребную мощность.
Nпотр = 1,3∙9331,2∙50/(102∙3600∙0,4) = 4,129 кВт.
Годовой расход тепла на вентиляцию определится по формуле (37).
 , (37)
, (37)
где m – продолжительность работы фабрики в сутки, m = 24 часа;
е – количество рабочих дней в отопительном периоде, по СН и П 2А.6-62 е = 180 дней.
Qг.в = 9331,2∙1,2∙1,005∙(18-(-10))∙24∙180/3,6 = 378115153,9 Вт = 378115,12 кВт.
Годовой расход энергии на вентиляцию определим по формуле (38).
Nг.в = Nпотр∙m∙T, (38)
где Т – количество рабочих дней фабрики в году, Т = 279.
Nг.в = 4,129∙24∙279 = 27647,784 кВт´ч.
Водоснабжение
Холодное водоснабжение
Вода на макаронных фабриках расходуется на технологические нужды, противопожарные нужды, хозяйственно-бытовые нужды и компенсацию потерь воды в котельной. Общий расход воды представлен в таблице 7.
Расчет потребности воды для душевых ведем из расчета, что на одну душевую приходится 5 работающих в наиболее многочисленной смене. Душ работает 3 раза в сутки по 1,5 часа, при этом расходуется 500 литров воды в час на одну сетку. Тогда на одну душевую сетку расходуется 2 250 литров в сутки. Исходя из численности рабочих, устанавливаем 2 душевые сетки, и суточный расход составит 4500 литров. Потребность в холодной воде на приготовление пищи рассчитываем из расчета 5 литров в сутки на 1 человека, в том числе 3 литра на мойку посуды. Расход воды на поливку территории берется 1,5 литра на 1 квадратный метр, компенсация воды в котельной составляет 5 % от количества воды, испаряемой в котлах.
Необходимые напоры на вводе водопровода составят:
- для производственно-хозяйственно-питьевого водозабора до верхнего крана – 2 метра;
- для подъема воды в бак на высоту 6 метров с напором при изливе 2 метра – 8 метров;
- для внутреннего пожаротушения – 18 метров.
Хозяйственный насос для подкачки воды в бак должен обеспечить подачу воды Gсек = 2,2 литра в секунду. Устанавливаем центробежный насос диаметром 50/25 миллиметров. Мощность электродвигателя насоса определится по формуле ().
 , (39)
, (39)
где Н – необходимый напор, м; Н = 8 м;
hуст – коэффициент полезного действия; hуст = 0,4.
 кВт.
кВт.
Таблица 8 – Общий расход воды
| Статьи расхода | Суточный расход, л | Среднечасовой расход, л | Коэффициент неравномерности | Максимальный часовой расход, л | Секундный расход, л | Годовой расход, м³ |
|
Технологические нужды Противопожарные нужды Хозяйственно-бытовые нужды: приготовление пищи на раковины в цехах душевые сливные бачки унитазов поливка территории |
15974,4 - 215 2000 4500 2250 900,0 |
665,5 - 9 83,3 187,5 93,75 37,5 |
1,47 - 2 5 8 3 8 |
987,43 - 18 416,5 1500 281,25 300 |
0,185 25,00 0,005 0,116 0,42 0,078 0,08 |
4457 - 60 588 1255,5 627,75 251,1 |
| Итого | 25839,4 | 1076,65 | 3494,18 | 25,844 | 7209,35 | |
| Компенсация потерь воды в котельной | 1291,97 | 53,8 | 1,25 | 174,7 | 1,29 | 360,5 |
| Всего | 27131,4 | 1130,45 | 3668,88 | 27,2 | 7569,85 |
Противопожарный насос должен обеспечивать подачу двух струй по 12,5 литра в секунду каждая. Устанавливаем центробежный насос диаметром 65/50 миллиметров с мощностью электродвигателя насоса:
 кВт.
кВт.
Горячее водоснабжение
Горячая вода используется на технологические нужды, а также на мойку столовой посуды, на мойку полов, в душевых и умывальниках. Часовой расход тепла на нагрев воды Qг.в, Вт, рассчитывается по формуле (40).
 , (40)
, (40)
где gmax – максимальный часовой расход горячей воды, л;
К – коэффициент, учитывающий теплопотери, К = 1,1-1,2;
tгор – температура горячей воды, °С;
tхол – температура холодной воды, °С; tхол = 5°С;
с – удельная теплоемкость воды, кДж/(кг∙град).с = 4,19 кДж/(кг∙град).
Расход воды, используемой на технологические и хозяйственно-бытовые нужды, и расчет тепла на ее подогрев сведен в таблицу 9.
Таблица 9 – Расчет расхода горячей воды и тепла
| Статья расхода | Температура горячей воды, °С | Средний часовой расход воды, л | Максимальный часовой расход воды, л | Средний часовой расход тепла, Вт | Максимальный часовой расход тепла, Вт |
|
Приготовление теста Мойка матриц Мойка столовой посуды Мойка инвентаря и оборудования Раковины в цехах Душевые |
70 50 50 60 25 37 |
65,6 25 38,5 30 83,3 187,5 |
65,6 100 231 60 461,5 1500 |
5459 1440 2218 2113 2132 7682 |
5459 8322 19223 4993 38405 124827 |
| Всего | 430 | 2918,1 | 21044 | 201229 |
Максимальный часовой расход воды gmax, л/ч, имеющей температуру 70°С, определяется по формуле (41).
 , (41)
, (41)
где
tгор = 70°С;
tхол = 5°С.
Нагрев воды производится в баке, как правило, при помощи парового змеевика, поверхность которого F, м², определяется по формуле (42).
![]() , (42)
, (42)
где Qобщ – количество тепла, подаваемого от источника теплоснабжения, Вт;
k – коэффициент теплопередачи, Вт/(м²∙град); k = 870 Вт/(м²∙град);
Dt – средняя разность температур, °С, определяется по формуле (43).
![]() , (43)
, (43)
где tср – температура насыщенного пара, поступающего в змеевик, °С; tср = 143 °С.
![]() °С.
°С.
 м².
м².
Суммарная емкость баков горячей и холодной воды:
1130,45∙8 + 430∙8 = 12483,6 л = 12,5 м³
Емкость бака горячей воды:
2660/977,81 = 2,72 м³
Емкость бака холодной воды:
12,5 – 2,72 = 9,78 м³
При полезной высоте баков 5 м площадь бака холодной воды будет:
9,78/5 = 1,956 м²,
а бака горячей воды:
2,72/5 = 0,544 м².
Минимальная высота помещения для баков:
5 + 0,15 + 0,25 + 0,50 = 5,8 м,
(здесь 0,15 – запас высоты бака; 0,25 – высота подставки под баки; 0,50 – расстояние от верха бака до перекрытия).
Годовой расход тепла на горячее водоснабжение Qгод.общ, Вт, определяется по формуле (44).
Qгод.общ = Qср.час.общ∙m∙T, (44)
где Qср.час.общ – средний часовой расход тепла на горячее водоснабжение, Вт;
m – число часов работы в сутки, m = 24;
Т – количество рабочих дней в году, Т = 279.
Qгод.общ = 21044∙24∙279 = 140910624 Вт = 140910,624 кВт
Канализация
По характеру загрязнения сточные воды делятся на условно чистые и загрязненные. К условно чистым стокам относятся сточные производственные воды от прессов после охлаждения прессующих устройств, от ванн для разогрева меланжа, от вакуумных насосов, от водонапорных баков при их переливе. К загрязненным (фекально-хозяйственным) стокам относятся стоки от душевых, уборных, умывальников, раковин, моечных ванн, трапов. Количество сточных вод определяется исходя из общего расхода воды по таблице 10.
Таблица 10– Расчет количества сточных вод
| Статья расхода | Количество сточных вод, л | |||
| средне-часовое | коэффициент неравномерности | максимально-часовое | суточ-ное | |
|
Мойка матриц Раковины в цехахДушевые Сливные бачки унитазов Мытье посуды и оборудование |
25 83,3 187,5 93,75 68,5 |
4 5 8 3 4 |
100 416,5 1500 281 281 |
600 2000 4500 2250 1644 |
| Всего | 458,05 | - | 2578,5 | 10994 |
Условно чистые воды в цехе отсутствуют.
Количество загрязненных сточных вод в сутки: 10994 л, максимальночасовое: 2578,5 л.
3. Конструкторская часть
3.1 Краткий обзор техники и технологии процесса экструзии
Экструзией называется процесс переработки продуктов в экструдере путем размягчения или пластификации и придания им формы продавливанием через экструзионную головку, сечение которой соответствует конфигурации изделия. Входе процесса под действием значительных скоростей сдвига, высоких температуры и давления происходит переход механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях перерабатываемого сырья (денатурация белков, клейстеризация крахмала и другие биохимические изменения). Характер и глубина изменений и их влияние на качество продукции зависят от режима процесса экструзии и его длительности.
Для производства экструдированных продуктов с определенными функциональными свойствами применяют три основных способа экструдирования пищевого сырья:
- холодная экструзия - возможны только механические изменения в материале вследствие медленного его перемещения под давлением и формование этого продукта с образованием заданных форм.
При холодной экструзии массовая доля влаги в сырье составляет W = 30...60%;
- теплая экструзия - сухие компоненты сырья смешивают с определенным количеством воды (W = 20...30%) и подают в экструдер, где наряду с механическим их подвергают еще и тепловому воздействию. Продукт подогревается из вне. Получаемый экструдат отличается небольшой плотностью, незначительным увеличением в объеме, пластичностью, а также ячеистым строением. Иногда экструдату необходима дополнительная обработка - подсушивание;
- горячая экструзия - процесс протекает при высоких скоростях и давлениях, значительном переходе механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях материала. Кроме того, может иметь место регулируемый подвод тепла как непосредственно в продукт, так и через наружные стенки экструдера. Массовая доля влаги в сырье при горячей экструзии составляет W = 10...20%, а температура превышает 120°С.
В настоящее время экструдирование широко применяется в макаронной, кондитерской, хлебопекарной, крахмалопаточной, пищеконцентратной, мясной, рыбной и комбикормовой отраслях промышленности.
Компании США, ЕС и Японии на экструдерах разных конструкций вырабатывают пасты, сухие зерновые завтраки, макаронные изделия, бисквиты, хрустящие хлебцы, снеки, продукты детского и диетического питания, кондитерские изделия (шоколад, конфеты, печенье, жевательную резинку), текстурированные растительные протеины, модифицированные крахмалы, ингредиенты кормов для домашних животных, птиц, рыб, воздушные крупяные (кукурузные, рисовые, перловые и т.д.) и картофельные палочки, сухие супы, соусы, приправы, сухие смеси для напитков и многое другое. В процессе экструзионной обработки перерабатываемый материал подвергается целому ряду фазовых превращений - из хрупкого стеклообразного состояния в высокоэластичное и затем в вязкотекучее.
Классификация шнековых экструдеров
Анализ техники и технологии экструдирования западных стран позволил систематизировать важнейшие типы этих машин и классифицировать их по различным признакам, что, на наш взгляд, наиболее полно отражает сущность экструзионного процесса и является важным вспомогательным материалом при проектировании современных экструзионных установок для выработки новых видов продукции.
По типу основного рабочего органа экструдеры подразделяют на одно - и двухшнековые, многошнековые, дисковые, поршневые, валковые, винтовые, шестеренные и комбинированные (рисунок 2). Конструкции экструдеров также могут быть классифицированы: по частоте вращения рабочего органа - на нормальные и быстроходные; по конструктивному исполнению - на стационарные, с вращающимся корпусом, с горизонтальным расположением рабочего органа, с вертикальным расположением рабочего органа; по физическим признакам - с коротким шнеком (автогенные), с большим уклоном режущей кромки матрицы, с незначительным уклоном режущей кромки матрицы.
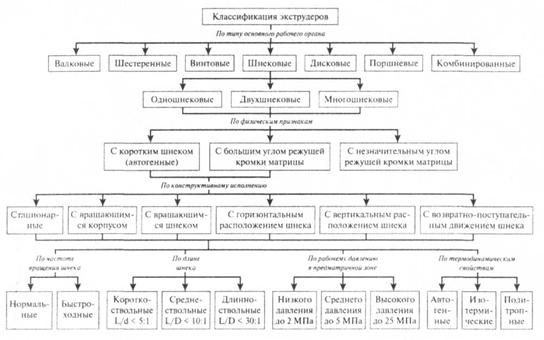
Рисунок 2 - Классификация экструдеров
Кроме того, экструдеры рекомендуется классифицировать по геометрической форме, механическим, функциональным или термодинамическим характеристикам, поскольку они оказывают влияние на химические и структурные характеристики экструдированных продуктов. Особое значение имеют такие параметры, как количество тепловой энергии, образующейся в процессе экструдирования за счет механического преобразования энергии; температура во время ведения процесса; влажность экструдируемой массы.
Более детально рассмотрим классификацию шнековых экструдеров, так как они нашли наибольшее применение в промышленности (рисунок 3).
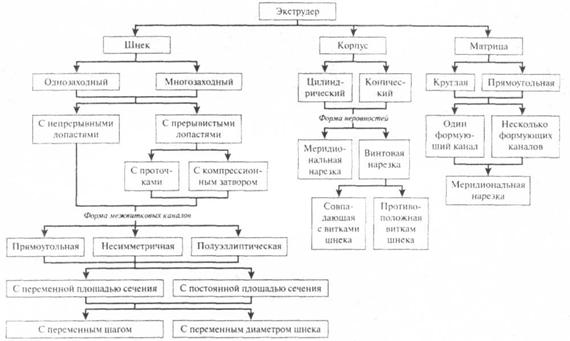
Рисунок 3 - Классификация шнековых экструдеров
Одношнековые экструдеры имеют как свои достоинства, так и недостатки (рисунок 4). Они проще в изготовлении, относительно дешевы, возможно восстановление их рабочего органа, но по некоторым параметрам сложны в эксплуатации.
Недостатками одношнековых экструдеров являются плохое смешивание обрабатываемого продукта, отсутствие принудительного транспортирования и самоочистки. В таких экструдерах чаще возникают скачки давления из-за накопления продукта; переход с одного сырья на другое затруднен тем, что камеру и шнек необходимо очищать, а значит, нужно разбирать экструдер. Более высокие расходы по эксплуатации одношнековых машин связаны с длительными простоями при чистке, большими трудозатратами и объемом работ по обслуживанию.
Двухшнековые машины (см. рисунок 4), несмотря на сложность конструкции (вследствие чего потребляют на 20...50% больше энергии, а стоимость их выше на 60%), трудоемкость в использовании и значительный износ рабочих органов, обеспечивают более высокое качество продукции. Применение двухшнекового экструдера не требует предварительной гидротермической обработки продукта, что упрощает производственный процесс. Преимущество двухшнекового экструдера - точное объемное дозирование, лучшее перемешивание продукта, эффект самоочистки, а также способность перерабатывать смеси с высоким содержанием жира и сахара.
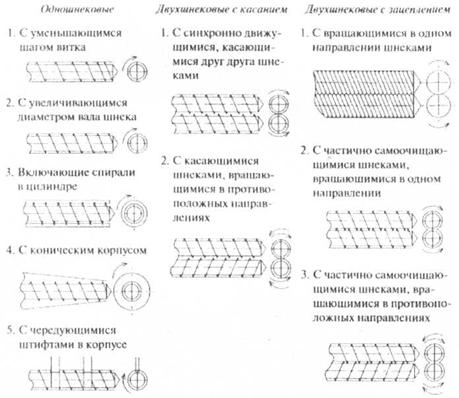
Рисунок 4 - Схемы шнеков одно- и двухшнековых экструдеров
Применение двухшнековых (многошнековых) экструдеров в пищевой промышленности имеет значительное преимущество и гораздо большие перспективы перед одношнековыми. Тем не менее, использование одношнековой экструзии в производстве продуктов питания на данный момент крайне необходимо и дальнейшее изучение этого процесса является весьма актуальной задачей.
Конструкции шнековых прессов
ПрессЛПЛ-2М (рисунок 5.) - распространенная конструкция пресса отечественного производства. Пресс состоит из горизонтального одношнекового экструдера 6, однокамерного тестосмесителя 2 и дозировочного устройства 1, размещенных на общей станине.
Внутри экструдера установлен однозаходный прессующий шнек длиной 1400 мм, диаметром 120 мм, с шагом витка 100 мм. На корпусе экструдера закреплена головка 3 для установки круглой матрицы 4. Снизу к головке двумя винтовыми домкратами прижимается кольцо матрицедержателя. Винт одного из домкратов служит осью, относительно которой в отжатом положении матрицедержатель может быть повернут с целью установки или снятия матрицы.
В средней части шнек имеет разрыв винтовой плоскости, где встроена шайба, обеспечивающая движение теста по перепускному каналу 5, предназначенному для удаления воздуха из теста.
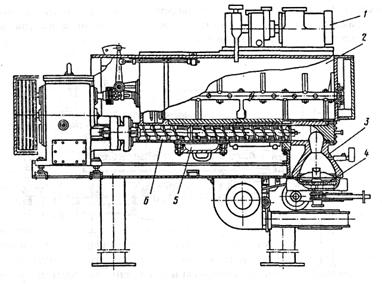
Рисунок 5 - Пресс ЛПТ-2М.
Дозировочное устройство сострит из шнекового дозатора муки и роторного дозатора воды, который имеет крыльчатку с карманами. При вращении ротора в баке вода заполняет карманы и при дальнейшем повороте через продольные отверстия вала сливается в тестосмеситель пресса.
Вакуумная система пресса предназначена для обеспечения остаточного давления (разрежения) воздуха в перепускном канале прессующего корпуса с целью удаления паровоздушной смеси и получения плотной структуры полуфабриката.
Основными недостатками пресса Л ПЛ-2М являются недостаточная продолжительность замеса и низкая эффективность вакуумирования полуфабриката. ПрессЛПШ-500 (рисунок 6.) имеет более совершенную конструкцию, так как оснащен трехкамерным тестосмесителем. Вакуумирование полуфабриката в нем происходит не в корпусе шнека, а после первой камеры смесителя. Пресс состоит из следующих узлов: дозировочного устройства 1, тестосмесителя 2 с приводом 3, прессующего шнека 4 с приводом 8, головки 5 для круглых матриц с механизмом их смены и обдувочного устройства 6. Все узлы смонтированы на станине 7.
Дозировочное устройство 1 состоит из шнекового дозатора муки и черпакового дозатора воды, совмещенных на одном полом валу. Дозирование муки осуществляется изменением частоты поворотов шнека-дозатора. Регулирование расхода воды осуществляется изменением уровня в емкости дозатора поворотом регулятора и частотой вращения вала посредством храпового механизма.
Три камеры тестосмесителя 2 расположены вдоль продольной оси прессующего шнека 4. В первой камере происходит интенсивный предварительный замес и подача теста с помощью лопаток через роторный вакуумный затвор во вторую и третью камеры, которые работают под разрежением. Вторая и третья камеры соединены между собой по направлению движения теста перегрузочным окном.
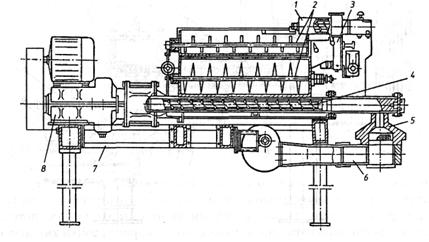
Рисунок 6 - Пресс ЛПШ-500.
Привод валов тестосмесителя осуществляется от электродвигателя через клиноременную передачу, редуктор и систему цепных передач. Привод дозаторов производится от вала первой камеры тестосмесителя с помощью цепной передачи. Корпус прессующего шнека выполнен из стальной трубы, на концах которой установлены два фланца для крепления прессующей головки и редуктора шнека. В зоне наибольшего давления, ближе к головке, корпус имеет охлаждающую рубашку. В противоположной части корпуса расположено отверстие для поступления полуфабриката из третьей камеры смесителя. Тесто, поступающее в шнековую зону, в начальной ее части дополнительно перемешивается за счет интенсивного сдвига слоев. Проходя дальше, оно все больше уплотняется и становится равномерным по плотности. По всей длине корпуса на его внутренней поверхности выполнено 12 аксиально расположенных канавок сечением 0,8 х 1,0 мм.
Прессующий шнек 4 однозаходный с трехзаходным звеном на конце. По длине шнека имеется два участка с разрывом витка по 180 мм. Шнек приводится в движение от электродвигателя через клиноременную передачу и трехступенчатый двухскоростной редуктор.
Прессующая головка 5 куполообразной формы, литая, для одной круглой матрицы, снабжена механизмами смены матриц, резки и обдувочным устройством 6. В корпусе головки встроено устройство для ее обогрева в момент пуска.
Механизм смены матриц состоит из горизонтальной направляющей, электродвигателя, червячного редуктора и двух тяговых винтов, соединенных с траверсой. Величина хода траверсы и центровка устанавливаемой матрицы регулируются двумя конечными выключателями. Включение механизма сблокировано с положением режущих ножей относительно нижней плоскости матрицы: только при опущенных вниз на необходимое расстояние ножах можно включить электродвигатель механизма смены матриц.
Обдувочное устройство 6 состоит из центробежного вентилятора с электродвигателем и кольцевого сопла с круглыми отверстиями. Подаваемый вентилятором в кольцевое сопло воздух выходит через отверстия и обдувает прядь сырых макаронных изделий.
Система трубопроводов состоит из четырех магистралей: для воды холодной, горячей, слива воды и вакуумной установки. Холодная вода подается в дозатор на замес теста и в рубашку прессующего корпуса для охлаждения, горячая вода - в дозатор на замес теста. На линию слива поступают излишки неиспользованной воды от дозатора, а также вода из рубашки прессующего корпуса.
Электроаппаратура пресса располагается в отдельном шкафу, установленном на полу вблизи пресса. Пресс работает от пульта управления, расположенного на площадке обслуживания.
Пресс ЛПШ-1000 (рисунок 7.) является универсальной конструкцией, так как комплектуется двумя прессующими головками для круглых матриц с механизмами их смены, обдувочным устройством и механизмом резки для каждой головки или тубусом 7 для двух прямоугольных матриц 8 с механизмом их смены и обдувочным устройством 9.
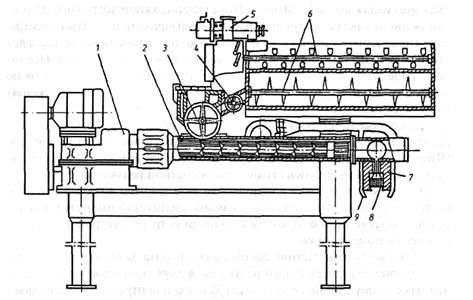
Рисунок 7 - Пресс ЛПШ-1000.
Дозировочное устройство 5 состоит из шнекового дозатора муки и черпакового дозатора воды.
Тестосмесители представляют собой две камеры из нержавеющей стали, в которых перемещение теста осуществляется вращением горизонтальных валов 6 с лопатками. Верхняя малая камера предназначена для смешивания муки и воды, поступающих из дозатора, нижняя сдвоенная камера - для смешивания теста до мелкокомковатой структуры. Решетчатые крышки камер сблокированы с приводом тестосмесителей. В вакуумируемый тестосмеситель 3тесто направляется роторным затвором 4.
Вакуумируемый тестосмеситель 3 установлен над прессующими корпусами 2 перпендикулярно осям верхних камер и снабжен плотно закрывающейся крышкой из органического стекла. Лопатки на валу третьей камеры расположены симметрично под определенным углом, что позволяет равномерно распределять тесто на два потока и направлять его в прессующие корпуса от центра к торцевым стенкам.
Паровоздушная смесь из третьей камеры отсасываются с помощью вакуум-насоса через установленный на крышке фильтр. Месильные валы двух верхних тестосмесителей и дозатор имеют общий привод. Индивидуальным приводом снабжены ротор затвора и вал вакуумируемого смесителя.
Прессующие корпуса расположены перпендикулярно вакуумируемой камере. На концах прессующих корпусов расположены фланцы для крепления к прессующей головке и редуктору. Корпуса снабжены водяными рубашками с патрубками для подачи и слива воды. Каждый шнек работает от индивидуального привода 1.
Головка пресса для круглых матриц с механизмами их смены, обдувочные устройства и механизмы для резки аналогичны таковым в прессах производительностью 500 кг/ч. Корпуса этих устройств имеют правое и левое исполнение.
Прессующая головка тубусного типа представляет собой сварную конструкцию, состоящую из трубы диаметром 130 мм, двух патрубков, коллектора и матрицедержателя. На концах патрубков расположены фланцы для присоединения к прессующим корпусам. Коллектор состоит из 20 бронзовых втулок внутренним диаметром 22 мм, равномерно распределяющих тесто по длине матрицы. В корпус головки встроена масляная ванна с электронагревателями для подогрева теста в течение 20...25 мин в период пуска пресса.
Матрицедержатель предназначен для установки двух прямоугольных матриц и оборудован механизмом их смены. Обдувочное устройство состоит из центробежного вентилятора, соединенного воздуховодом с распределительными каналами, закрепленными по обе стороны матрицедержателя. В нижней части каналов по всей длине расположены щелевые отверстия, через которые воздух обдувает выпрессовываемые пряди изделий.
Давление формования на прессах данной конструкции почти в 2 раза выше, чем в прессах ЛПЛ-2М, и составляет 9...12 МПа, что позволяет улучшить качество готовых изделий, в частности один из основных его показателей - прочность.
На кафедре "Машины и аппараты пищевых и химических производств" Оренбургского государственного университета создан универсальный малогабаритный экструдер ПЭШ-30/4 предназначенный для автономной работы или в составе технологических линий. Этот экструдер наиболее подходит для предприятий малой мощности.
Экструдер ПЭШ-30/4. (рисунок 8) Экструдер состоит из основных узлов, показанных на рис. 8. Основание служит для размещения электродвигателя на поворотной плите и шкафа с электрооборудованием.
Привод включает: электродвигатель, клиноременную передачу, двухступенчатый цилиндрический редуктор, упругую муфту, цепную передачу привода смесителя. Ременная, цепная передачи и муфта имеют ограждения.

Рисунок 9. Экструдер ПЭШ-30/4: 1 - основание, 2 - привод, 3 - смеситель, 4 - прессующий механизм, 5 - режущий механизм, 6- привод режущего механизма с кулачковой муфтой, 7 - пульт управления
Прессующий механизм состоит из корпуса, шнека и головки, в которой устанавливается сменная матрица. На конце шнека установлена сменная гомогенизирующая насадка. Корпус разборный, состоит из двух сегментов, соединенных между собой, с головкой и с основанием фланцами, имеющими по шесть болтов М12. Для сборки-разборки экструдера и смены матриц необходимо использовать прилагаемый ключ 17x19 (ГОСТ 2839—80). Шнек съемный подсоединяется к приводу за счет вильчатого зацепления. Для съема шнека применяется съемник.
Экструдер комплектуется набором из четырех матриц:
- для вспученных экструдатов;
- для полуфабрикатов вспученных экструдатов;
- для макарон;
- для вермишели и спагетти.
Смеситель состоит из корпуса, месильного органа, загрузочной воронки с задвижкой для регулирования скорости поступления сырья, патрубка для подачи воды или эмульсии. Режущий механизм в виде ротора с ножами имеет привод от вала смесителя через цепную передачу и сцепную кулачковую муфту. Он закрыт кожухом, имеющим дверцу, открывающую доступ к ножам и матрице, и снабжен аспирационным патрубком.
Органы управления экструдера. Пуск и остановка экструдера производятся с пульта управления.
На пульте управления расположены следующие управляющие элементы: индикаторная лампа, кнопка включения привода, кнопка выключения привода, перегрузочный амперметр. Индикаторная лампа своим свечением сигнализирует о наличии напряжения и указывает, что экструдер подключен к сети. Амперметр имеет предел точного измерения 0 - 20 А, рабочая часть при перегрузках 20 - 100 А. Рабочая часть шкалы обеспечивает контроль за нагрузкой электродвигателя в пределах его номинальной мощности. Режущий механизм включается и выключается поворотом установленной на кулачковой муфте ручки.
Система управления экструдером имеет защиту от перегрузки электродвигателя в виде теплового реле. От токов короткого замыкания в силовой части электрической схемы защита осуществляется расцепителями мгновенного действия вводного автомата. Цепь управления защищена плавким предохранителем.
Система управления имеет блокировку в виде концевого выключателя, срабатывающего при незакрытой дверке кожуха режущего механизма и обеспечивающего его безопасную эксплуатацию.
3.2 Описание проектируемой машины
Современные макаронные предприятия представляют собой сложные комплексы, оснащенные технологическим, транспортным, энергетическим, санитарно-техническим и вспомогательным оборудованием, а также средствами контроля, управления и блокировки. Технологическая надежность этого оборудования и аппаратуры во многом предопределяет качественные и технико-экономические показатели производства продукции.
В соответствии с Федеральной целевой программой стабилизации и развития агропромышленного комплекса научно-техническая политика в области производства макаронных изделий должна быть направлена прежде всего на снижение затрат материальных, энергетических и других видов ресурсов; создание, производство и использование новых видов сырья, в том числе нетрадиционного; повышение производительности труда. В частности, на макаронных предприятиях уже в ближайшие годы должны быть снижены энергозатраты на 15... 20%.
Основные направления научно-исследовательских работ имеют целью обеспечить высокое качество продукции, повысить потребительские свойства макаронных изделий, сохранить традиции, удовлетворить вкусы всех слоев населения.
Современный этап развития макаронного производства характерен тем, что на основе накопленных научных знаний и достижений в области биохимии, физико-химической механики, микробиологии многие традиционные технологические схемы и приемы кардинально пересматриваются и заменяются новыми, более прогрессивными. Это вызывает необходимость разработки и внедрения нового эффективного технологического оборудования.
Поиск патентов и авторских свидетельств выявил большой дефицит новых разработок в области макаронного производства.
Известен валково-шестеренный экструдер (приложение Б) состоящий из загрузочного устройства, рабочей камеры, шестеренных валков формующего устройства, разрыхлителя, конфузора, диффузора и штуцеров. На основе этого экструдера разработан макаронный пресс.
Макаронный пресс состоит из ворошителя, тестосмесителя, шнека. Пресс работает следующим образом: сырье с водой подается в ворошитель, где происходит интенсивное смешивание муки с жидкими компонентами, далее тесто в виде крошки подается в тестосмеситель, где ему создается определенная структура. Применение ворошителя способствует повышению качества продукта (плотность, прочность, однородность). Техническим результатом, получаемым от использования ворошителя, является повышение однородности и плотности получаемой продукции.
3.3 Расчеты производительности, потребной мощности
Расчет прессующего устройства
Производительность макаронного пресса характеризуется количеством теста, подаваемого шнеком к матрице в единицу времени, и пропускной способностью матрицы.
Фактическая производительность (кг/ч) нагнетающего шнека
 , (45)
, (45)
где m – число заходов шнека, m = 1;
R – количество шнеков, R = 1;
R2 и R1 – наружный и внутренний радиусы шнека, R2 = 3 см, R1 = 1,5 см;
S – шаг витков винтовой линии шнека, S = 6 см;
b2 и b1 – ширина винтовой лопасти в ее нормальном сечении по наружному и внутреннему радиусам шнека, b2 = b1 = 0,8 см;
n – частота вращения шнека, n = 90 мин-1;
Кн коэффициент заполнения межвиткового пространства тестом, Кн =0,25;
Кп коэффициент прессования теста, учитывает степень уплотнения тестом Кп = 0,5;
Кс коэффициент (приведенный), учитывающий качество прессования, Кс=0,9;
α – угол подъема винтовой линии, рассчитывают по формуле (46).
![]() ; (46)
; (46)
Rср – средний радиус шнека
 . (47)
. (47)
Подставив значения в формулу (47) получим
![]() см;
см;
Подставляя полученные значения в формулу (45), получим
 кг/ч.
кг/ч.
Мощность привода шнека (кВт)
 (46)
(46)
Получим
![]() кВт.
кВт.
Определение длины шнека
Под рабочей длиной шнека понимается длина шнека, на которой действует давление прессуемой массы. Она равна 3 шагам винтовой лопасти шнека
![]() (47)
(47)
![]() см.
см.
Общая длина шнека
![]() , (48)
, (48)
где L – общая длина шнека, см;
Lз – длина загрузки, Lз = 3S;
LТ – длина транспортировки, LТ = 3S;
Lк – длина конического окончания шнека, Lк = S.
Тогда по формуле (48) получим
![]() см.
см.
Расчет на прочность шнека
Средний угол подъема винтовой поверхности находим из соотношения:
 . (49)
. (49)
Получаем
 .
.
Интенсивность сплошной осевой нагрузки определяем по формуле
![]() , (50)
, (50)
где  и
и ![]() , (51)
, (51)
Получим
 . (52)
. (52)
При х = ![]() , qx = qmax и
, qx = qmax и
![]() , (53)
, (53)
таким образом
![]() кГ/см.
кГ/см.
Реакция упорного подшипника
![]() , (54)
, (54)
![]() кГ
кГ
где m1 – число рабочих витков.
При расчете на прочность число рабочих витков следует принимать равным числу, расположенных между загрузочным отверстием и прессовой камерой.
Крутящий момент определяют по формуле (55).
![]() , (55)
, (55)
![]() кГсм.
кГсм.
Согласно теории наибольших касательных напряжений, эквивалентное напряжение
![]() (56)
(56)
или по формуле
 . (57)
. (57)
Осевая сила S передается до упорного подшипника, а крутящий момент Мкр – от шестеренчатой передачи до первого рабочего витка шнека; поэтому при расчете на прочность необходимо проверить самое слабое сечение на этих участках. Для вала сечением R2 = 15 мм напряжения
![]() , (58)
, (58)
 кГ/см2.
кГ/см2.
 , (59)
, (59)
 кГ/см2.
кГ/см2.
Эквивалентное напряжение
![]() кГ/см2.
кГ/см2.
Изгибающие моменты в витке шнека, действующие на внутреннем контуре (при r = R2), определяют по формуле
При μ = 0,3
 (60)
(60)
![]() . (61)
. (61)
При 

![]() .
.
Напряжения определяют по формулам
![]() , (62)
, (62)
![]()
 кГ/см2 (δ – толщина
витка шнека).
кГ/см2 (δ – толщина
витка шнека).
![]() кГ/см2.
кГ/см2.
Изгибающие моменты на внешнем контуре определяют по формуле (63)
при μ = 0,3 и α = 2
![]()
![]()
![]() . (63)
. (63)
 . (64)
. (64)
Получаем
 кГ/см2.
кГ/см2.
В опасном месте у тела шнека при r = R2
![]() кГ/см2 (σ1
= σr, σ3 = 0).
кГ/см2 (σ1
= σr, σ3 = 0).
Определяем диаметр выходного конца вала по минимальным значениям допускаемых напряжений
 , (65)
, (65)
где
![]() кГ/см2, для Ст 8,
кГ/см2, для Ст 8,
![]()
условие удовлетворяется.
Итак
 см = 28 мм.
см = 28 мм.
Принимаем d = 28 мм.
Тогда
 (66)
(66)
 см3.
см3.
Проверка
 (67)
(67)
 кГ/см2 = 39,547 МПа ≤900 = [τ-1]и.
кГ/см2 = 39,547 МПа ≤900 = [τ-1]и.
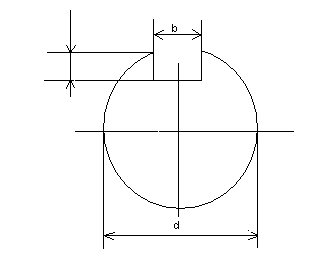
Рисунок 10 – Эскиз
Расчет матрицы
Производительность матрицы (кг/ч) по сухим изделиям
 , (68)
, (68)
где υ – скорость течения теста по формующим каналам, м/с;
f – площадь живого сечения матрицы, м2;
W2 – конечная влажность продукта, W2 = 12%.
Скорость (м/с) течения теста в зависимости от формы сечения каналов определяются по следующим формулам:
а) для макарон
 , (69)
, (69)
где υ0 скорость скольжения, принимаем υ0 = 0;
μ – динамическая вязкость, зависит от влажности теста, Па*с;
![]() - перепад давления по длине формующего канала, можно
представить как
- перепад давления по длине формующего канала, можно
представить как ![]()
![]() (
(![]() - перепад давления
формования, Па; l – длина канала;
м);
- перепад давления
формования, Па; l – длина канала;
м);
RH – наружный радиус трубки колец, RH = 0,00275 м;
RB – внутренний радиус отверстия трубки, RВ = 0,00175 м;
r – радиус от оси кольцевого канала, м,
![]() ; (70)
; (70)
![]() м.
м.
Тогда
![]()
б) для вермишели
 , (71)
, (71)
где R – радиус сечения формующего отверстия, r = R/2=0.000375 м;
Тогда
 м/с.
м/с.
в) для лапши
 , (72)
, (72)
где b и a – длина и ширина формующего отверстия, b = 0,004 м, a = 0,001 м.
Получим
 м/с.
м/с.
Тогда из формулы производительности матрицы получаем, что площадь живого сечения матрицы
 . (73)
. (73)
Для макарон
 м2.
м2.
Для вермишели
 м2.
м2.
Для лапши
 м2.
м2.
Площадь матрицы (м2)
![]() , получаем
, получаем ![]() м2.
м2.
Площадь отверстий матрицы:
а) для макарон
![]() , (74)
, (74)
Тогда
![]()
![]() м2.
м2.
б) для вермишели
![]() , (75)
, (75)
![]() м2.
м2.
в) для лапши
![]() , (76)
, (76)
![]() м2.
м2.
Число отверстий
 . (77)
. (77)
а) для макарон
![]() отв.
отв.
б) для вермишели
![]() отв.
отв.
в) для лапши
![]() отв.
отв.
Площадь (м2) живого сечения матриц в зависимости от вида изделий
а) макарон
![]() , (78)
, (78)
Получаем
![]() м2.
м2.
б) для вермишели
![]() , (79)
, (79)
![]() м2.
м2.
в) для лапши
![]() , (80)
, (80)
![]() м2.
м2.
Полученная производительность матрицы рассчитывается по формуле (68)
а) для макарон
![]() кг/ч.
кг/ч.
б) для вермишели
![]() кг/ч.
кг/ч.
в) для лапши
![]() кг/ч.
кг/ч.
Расчет тестосмесителя
Производительность (кг/ч) тестосмесителя любого макаронного пресса должна быть равна производительности шнека по сырым изделиями
![]()
Производительность (кг/ч) макаронного пресса по сырым изделиям можно рассчитать по формуле
 , (81)
, (81)
где Пф производительность по готовым изделиям (сухим) изделиям, кг/ч;
Wu – влажность сухих изделий (Wu = 13%);
WТ – влажность теста (WТ = 30%).
![]() кг/ч.
кг/ч.
Объем месильной камеры (м3) тестосмесителя рассчитывают
 , (82)
, (82)
где τ – время замеса, τ = 0,3 ч;
ρт насыпная плотность теста, ρт = 719 кг/м3;
φ – коэффициент заполнения тестосмесителя тестом, φ = 0,6.
 м3.
м3.
Общую длину (м) месильной камеры рассчитывают
![]() , (83)
, (83)
где F – площадь поперечного сечения камеры, м2.
 , (84)
, (84)
где R – радиус днища камеры смесителя, R = 0,15 м;
h – высота призматической части смесителя, h = 0,18 м.
 м2.
м2.
Подставив значения в формулу () получим
![]() м
м
Потребляемую мощность (кВт) на замес теста можно ориентировочно определить по формуле (85).
![]() , (85)
, (85)
где w – угловая скорость вращения месильного органа, рад/с.
Зная частоту вращения вала смесителя, можно определить угловую скорость вращения по формуле (86).
![]() , (86)
, (86)
где n – частота вращения месильного органа, n = 150 мин-1.
![]() рад/с.
рад/с.
Тогда
![]() кВт.
кВт.
Расчет ворошителя
Производительность (кг/ч) ворошителя любого макаронного пресса должна быть равна производительности шнека по сырым изделиями
![]() ,
,
Производительность (кг/ч) макаронного пресса по сырым изделиям можно рассчитать по формуле (87).
 , (87)
, (87)
где Пф производительность по готовым изделиям (сухим) изделиям, кг/ч;
Wu – влажность сухих изделий (Wu = 13%);
WТ – влажность теста (WТ = 30%).
![]() кг/ч.
кг/ч.
Объем месильной камеры (м3) ворошителя рассчитывают
 , (88)
, (88)
где τ – время замеса, τ = 0,0167 ч;
ρт насыпная плотность теста, ρт = 719 кг/м3;
φ – коэффициент заполнения ворошителя тестом, φ = 0,9.
 м3.
м3.
Общую длину (м) месильной камеры рассчитывают
![]() , (89)
, (89)
где F – площадь поперечного сечения камеры, м2.
![]() , (90)
, (90)
где d – диаметр ворошителя, d = 0,1 м.
![]() м2
м2
Подставив значения в формулу (89) получим
 м.
м.
Потребляемую мощность (кВт) можно ориентировочно определить по формуле
![]() , (91)
, (91)
где w – угловая скорость вращения месильного органа, рад/с.
Зная частоту вращения вала смесителя, можно определить угловую скорость вращения по формуле (92).
![]() , (92)
, (92)
где n – частота вращения месильного органа, n = 1500 мин-1
![]() рад/с.
рад/с.
Тогда
![]() кВт.
кВт.
3.4 Кинематический расчет
Подбор муфты
Материал полумуфт выбираем сталь 35. Пальцы из нормализованной стали 45, втулки из специальной резины, [σ]см = 2 Н/мм. Муфты подбираем по диаметрам соединительных валов и проверяем втулки на смятие поверхности, прилегающей к пальцу:
 , (93)
, (93)
где lв – длина втулки, lв = 28 мм.
dn – диаметр пальца, dn = 14 мм.
z – число пальцев, z = 4.
D1 – диаметр окружности, на которой расположены оси пальцев, D1 = 90 мм.
![]() Н/мм.
Н/мм.
Пальцы проверяем на изгиб
 , (94)
, (94)
где ln – длина пальца, ln = 33 мм;
[σ]u = 0,25σТ.
Получим
![]()
Условия выполняются.
Подбор электродвигателя макаронного пресса
Общая потребляемая мощность
![]() , (95)
, (95)
получим
![]() кВт.
кВт.
По потребляемой мощности и частоте вращения n = 90 об/мин выбираем мотор – редуктор типа МПз2, но также надо учесть допускаемый крутящий момент на выходном валу Мкр = 31,48 кгс∙м. Тогда выбираем МПз2 50 с номинальной частотой вращения выходного вала nном = 90 об/мин, тип электродвигателя 4А100L2P3 мощностью 5,5 кВт и частотой вращения nсин = 2880 об/мин.
Подбор электродвигателя ворошителя
По потребляемой мощности N = 0.026 кВт и частоте вращения n = 1500 об/мин выбираем электродвигатель типа 4АА50А4У3 исполнения М300 с мощностью 0,06 кВт и частотой вращения nсин = 1500 об/мин.
Расчет цепной передачи на тестосмеситель
1 Выбираем цепь приводную роликовую однорядную ПР (по ГОСТ 13568 – 75) и определяем шаг ее по формуле (96)
 (96)
(96)
предварительно вычисляем величины, входящие в эту формулу:
а) вращающий момент на валу ведущей звездочки
![]() . (97)
. (97)
Тогда
 Н•мм.
Н•мм.
б) коэффициент
![]() (98)
(98)
в соответствии с исходными данными принимаем:
Кд = 1 ( при спокойной нагрузке);
КН = 1,25 (при наклоне свыше 600);
КР = 1,25 (регулирование натяжения цепи периодическое);
Ксм = 1,3 (смазывание цепи периодическое);
Кп = 1,25 (работа в 2 смены);
Ка = 1,25 ( так как принято а < 30t).
Следовательно,
![]()
в) число зубьев звездочек:
ведущей
![]() (99)
(99)
(передаточное число ![]() )
)
![]()
Ведомой
![]() (100)
(100)
![]()
г) среднее значение [p], принимаем ориентировочно [p] = 38,5 МПа; число рядов цепи m = 1.
д) находим шаг цепи
 мм.
мм.
Принимаем ближайшее большее значение t = 15,875 мм; проекция опорной поверхности шарнира Аоп = 54,8 мм2; разрушающая нагрузка Q = 22,7 кН; q = 1 кг/м.
2 Проверяем цепь по двум показателям:
а) по частоте вращения допускаемая для цепи с шагом t = 15,875 мм частота вращения [n1] = 1000 об/мин, условие n1 ≤ [n1] выполнено;
б) по давлению в шарнирах для данной цепи значение [p] = 38,5 МПа; расчетное давление
 , (101)
, (101)
Где
![]()
![]() (102)
(102)
Где
![]() (103)
(103)
Получаем
![]() м/с.
м/с.
Тогда
 Н.
Н.
 МПа.
МПа.
Условие p ≤[p] выполнено.
3 Определяем число звеньев цепи; предварительно находим суммарное число зубьев
![]()
4 Определяем диаметры делительных окружностей звездочек:
 (104)
(104)
Ведущей
 мм,
мм,
ведомой
 мм.
мм.
5 Определяем диаметры наружных окружностей звездочек:
![]() (105)
(105)
где d1 – диаметр ролика цепи, d1 = 10,16 мм.
Ведущей
![]() мм,
мм,
Ведомой
![]() мм.
мм.
6 Определяем межосевое расстояние
![]() (106)
(106)
![]() мм.
мм.
Принимаем а = 240 мм.
7 Определяем силы, действующие на цепь:
окружная Ft = 420 Н
центробежная
![]() (107)
(107)
![]() Н
Н
от провисания цепи
![]() (108)
(108)
![]() Н.
Н.
Расчетная нагрузка на валы
![]() (109)
(109)
![]() Н.
Н.
8 Проверяем коэффициент запаса прочности S по формуле
 (110)
(110)
Нормативный коэффициент запаса прочности [S] = 7,4; условие S ≥ [S] выполнено.
Расчет цепной передачи от тестосмесителя на перекладчик
1 Выбираем цепь приводную роликовую однорядную ПР (по ГОСТ 13568 – 75) и определяем шаг ее по формуле
 (111)
(111)
предварительно вычисляем величины, входящие в эту формулу:
а) вращающий момент на валу ведущей звездочки
![]() . (112)
. (112)
Тогда
 Н∙мм.
Н∙мм.
б) коэффициент
![]() (113)
(113)
в соответствии с исходными данными принимаем:
Кд = 1 ( при спокойной нагрузке);
КН = 1,25 (при наклоне свыше 600);
КР = 1,25 (регулирование натяжения цепи периодическое);
Ксм = 1,3 (смазывание цепи периодическое);
Кп = 1,25 (работа в 2 смены);
Ка = 1,25 ( так как принято а < 30t).
Следовательно,
![]()
в) число зубьев звездочек:
ведущей
![]() (114)
(114)
(передаточное число ![]() )
)
![]()
ведомой
![]() (115)
(115)
![]()
г) среднее значение [p], принимаем ориентировочно [p] = 24 МПа; число рядов цепи m = 1.
д) находим шаг цепи
 мм.
мм.
Принимаем ближайшее большее значение t = 15,875 мм; проекция опорной поверхности шарнира Аоп = 54,8 мм2; разрушающая нагрузка Q = 22,7 кН; q = 1 кг/м.
2 Проверяем цепь по двум показателям:
а) по частоте вращения допускаемая для цепи с шагом t = 15,875 мм частота вращения [n1] = 1000 об/мин, условие n1 ≤ [n1] выполнено;
б) по давлению в шарнирах для данной цепи значение [p] = 24 МПа; расчетное давление
 , (116)
, (116)
Где
![]() (117)
(117)
Где
![]() (118)
(118)
Получаем
![]() м/с.
м/с.
Тогда
 Н.
Н.
 МПа.
МПа.
Условие p ≤[p] выполнено.
3 Определяем число звеньев цепи; предварительно находим суммарное число зубьев
![]()
4 Определяем диаметры делительных окружностей звездочек:
 (119)
(119)
Ведущей
 мм,
мм,
ведомой
 мм.
мм.
5 Определяем диаметры наружных окружностей звездочек:
![]() (120)
(120)
где d1 – диаметр ролика цепи, d1 = 10,16 мм.
ведущей
![]() мм,
мм,
Ведомой
![]() мм.
мм.
6 Определяем межосевое расстояние
![]() (121)
(121)
![]() мм.
мм.
Принимаем а = 173,5 мм.
7 Определяем силы, действующие на цепь:
окружная Ft = 252,1 Н
центробежная
![]() (122)
(122)
![]() Н
Н
от провисания цепи
![]() (123)
(123)
![]() Н.
Н.
Расчетная нагрузка на валы
![]() (124)
(124)
![]() Н.
Н.
8 Проверяем коэффициент запаса прочности S по формуле
 (125)
(125)
Нормативный коэффициент запаса прочности [S] = 7,4; условие S ≥ [S] выполнено.
4. Охрана труда
4.1 Анализ и обеспечение безопасных условий труда и мероприятия по улучшению
В макаронном производстве основными вредными производственными факторами являются пыль, шум, повышенная температура воздуха, монотонность труда на ряде производственных операций. Во время эксплуатации оборудования возникает опасность поражения электрическим током, возможен взрыв мучной пыли, баллонов.
В макаронном цехе используются склады бестарного хранения муки. По взрывной, взрывопожарной и пожарной опасности предприятие относится к категории Б – цеха приготовления и транспортировки угольной пыли, древесной муки, сахарной пудры, выбойные (очистка зерна) и размольные отделения мельниц. Мука является не только горючим, но в аэрозольном состоянии и взрывоопасным веществом. Многие процессы и операции на складах бестарного хранения сопровождаются выделением муки в воздух, а также накоплением статического электричества на оборудовании и его элементах, для предупреждения которых применяются специальные меры.
Мука на склад бестарного хранения доставляется муковозами, из которых с помощью соединительного шланга она выгружается в бункер. Во время разгрузки соединительный трубопровод заземляется для того, чтобы исключить возможность накопления зарядов статического электричества. С этой же целью у загрузочного отверстия в бункере установлены конусы, соединенные с заземленным корпусом бункера. Мука, подаваемая в бункер, попадает на конус, ссыпается с него, при этом отдает накопившиеся заряды статического электричества, которые отводятся в землю. В воздухе помещений склада, а также в мукопросеивательном отделении, которое нередко является его частью, может находиться мучная пыль во взвешенном и осевшем состоянии на технологическом оборудовании и конструкциях. Она попадает в помещение через неплотности в технологическом оборудовании, корпусах весов, шнековых и ковшовых транспортеров, мукопроводов, рукавных фильтров и воздуховыпусков.
При движении муки по трубам аэрозольного транспорта возможно образование пробки. С целью их предотвращения воздух для аэрозольного транспорта осушают от влаги и масла. Необходимо постоянно следить за давлением воздуха в магистралях, так как его снижение неизбежно приведет к образованию пробки, признаком которой является повышение давления в системе. При этом работу аэрозольного транспорта должна быть прекращена и установлено место расположения пробки и завала. Завалы муки в трубах ликвидируют путем подачи сжатого воздуха через штуцера, вваренные на расстоянии 3-5 м один от другого по длине мукопроводов.
Для предупреждения выбросов муки при загрузке – разгрузке емкостей запрещено открывать крышки люков и смотровые окна. Для каждого питателя, переключателя устанавливаются нормальные и предельно допустимые величины давления воздуха, значения которых указываются специальными метками на контрольно-измерительных приборах (КИП). За показаниями КИП необходимо тщательно следить, так как не только увеличение, но и снижение давления свидетельствует о нарушении режима работы системы аэрозольного транспорта и аспирационных систем, предназначенных для предупреждения поступления мучной пыли в помещения. При снижении расхода воздуха в системе аспирации нарушается режим работы всей аспирационной сети и она перестает выполнять свои санитарно-гигиенические функции. Не разрешается работа с неисправными манометрами и другими КИП.
После просеивания мука поступает для замеса в шнековые прессы. Тестомесильные машины с подкатными дежами имеют приспособления, надежно запирающие дежу во время замеса на фундаментной плите машины. На тестомесильных машинах непрерывного действия устанавливаются блокировки крышек, при открывании которых отключается привод машины. Выгрузка теста из дежи осуществляется с помощью дежеопрокидывателей, которые ежегодно проверяются.
Тестомесильные агрегаты, макаронные прессы обычно располагают на площадках. Для их обслуживания предусмотрены удобные лестницы с перилами высотой 1 м.
Макаронные изделия сушатся в сушильных камерах различных типов и конструкций – камерные, периодического и непрерывного действия, ленточные и др. Для подогрева воздуха используется пар, подаваемый в калорифер, из которого нагретый воздух вентилятором направляется к месту сушки изделий. Для снижения теплоотдачи сушильных агрегатов в помещение их поверхность покрыта теплоизоляцией так, чтобы на ее внешней поверхности температура не превышает 45 °С. Сушильные цехи изолированы от других помещений (тестомесильного, упаковочного и др.).
В макаронном цехе предусмотрена автоматизированная линия производства макаронных изделий. Но существует опасность возникновения пыли за счёт нарушения герметизации оборудования и как следствие попадание пыли в помещения. Решающее значение в биологическом действии пыли имеет количественное содержание её в воздухе производственного помещения, превышающее уровень предельно допустимой концентрации (для муки = 6 мг/м 3 по ГОСТ 12.1.005-88 "Общие санитарно-гигиенические требования к воздуху рабочей зоны") Фактическая концентрация мучной пыли 4 мг/м3.
Пыль, находящаяся во взвешенном состоянии в воздухе помещений, взрывоопасна. Осевшая пыль (аэрогель) пожароопасна. При определённых условиях она способна переходить во взвешенное состояние, образовывая взрывоопасные смеси. Пыль может оказывать неблагоприятное действие на организм, вызывая заболевания органов дыхания, кожи и слизистых оболочек глаз мучная пыль – бронхиальную астму, кожный зуд, заболевание верхних дыхательных путей – риниты.
Органическая пыль растительного происхождения может вызвать у работников такие заболевания, как бронхиты, биссинозы и аллергические реакции.
Для предупреждения воздействия пыли на человека применяется система мер коллективной и индивидуальной защиты. Эти меры можно разделить на технологические применение замкнутых технологий (возвращение очищенного воздуха в производство); технические – герметизация оборудования (сокращение или ликвидация выделение пыли в помещение), вентиляция, местные отсосы (предупреждение поступления вредных веществ в помещение путем их отсоса мокрыми пылеулавливающими устройствами); индивидуальной защиты (применение респираторов).
Обслуживание оборудования для производства макарон характеризуется концентрацией внимания оператора следящего за выполнением различных процессов. Для снижение зрительных нагрузок применяется боковое естественное освещение через боковые оконные проемы.
Для хлебопекарных предприятий норма естественного освещения согласно СниП 2305-95 "Естественное и искусственное освещение. Нормы проектирования.", при боковом освещении для разряда зрительных работ составляет коэффициент естественной освещенности ~ 1,5 %. Разряд зрительных работ IV. Осуществляется надзор за технологическим оборудованием. Характеристика зрительных работ – средней точности. Фактическое значение коэффициента естественного освещения на рабочем месте составляет 0,6 -.0,7%. Это значение недостаточное. Расчет естественного и искусственного освещения приводится в разделе 3.
При недостаточном естественном освещении или в темное время суток в производственных помещениях необходимо устанавливать мощные газоразрядные светильники, проводить побелку стен и потолка, отчищать стекла оконных проемов и ламп, контролировать освещенность, для чего используются люксметры.
Рациональное цветовое оформление производственного интерьера действенный фактор улучшения условий труда и жизнедеятельности человека. Цвета воздействуют на человека по-разному: одни цвета успокаивают, а другие раздражают.
Разностороннее эмоциональное воздействие цвета на человеке позволяет широко использовать его в гигиенических целях. Поэтому при оформлении интерьера производственного помещения используем цвет как композиционное средство, обеспечивающее гармоническое единство помещения и технологического оборудования, как фактор, создающий оптимальные условия зрительной работы и способствующий повышению работоспособности; как средство информации, ориентации и сигнализации для обеспечения безопасности труда. На макаронном предприятий целесообразно применять зеленый цвет для окрашивания стен т.к. зеленый цвет покоя и свежести, устраняет спазмы кровеносных сосудов и понижает кровяное давление, успокаивающе действует на нервную систему, а в сочетании с желтым благотворно влияет на настроение.
Поддержание рациональной цветовой гаммы в производственных помещениях достигнем правильным выбором осветительных установок, обеспечивающих необходимый световой спектр. В процессе эксплуатации осветительных установок предусматриваем регулярную очистку от загрязнений светильников и остекленных проемов, своевременную замену отработавшей свой срок службы лампы, контроль напряжений питания осветительной сети, регулярную и рациональную окраску стен, потолка, оборудования.
Для удобства и безопасности очистки осветительных установок применяем передвижные тележки, телескопические лестницы, подвесные люльки. Очищать светильники следует при отключенном питании.
При недостаточности освещения в производственных помещениях необходимо устанавливать мощные светильники, проводить побелку стен и потолка, отчищать стекла оконных проемов и ламп, контролировать освещенность цеха.
Расчет естественного и искусственного освещения приведен в разделе 3.
Оборудование в макаронных цехах является постоянным источником шума. Шум создается работой электродвигателей, рабочих органов, цепных передач и т.д.
Повышенный шум может послужить причиной профессионального заболевания шумовой болезни, поражающей слуховую, нервную, сердечно- сосудистую, пищеварительную системы человека.
Уровень шума в цеху превышает предельно допустимый уровень (80 дБ) и составляет 90 дБ. Нормативным документом является СН 2.24/2.1.8.562-96. Расчет шума приводится в разделе 3
В макаронном цехе не применяется оборудование совершающее колебательные, поступательно – возвращающие действия высокой частоты. Поэтому вибрация оборудования минимальна и ПДУ соответствует СН 2.24/2.1.8.562-96.
Основным способом борьбы с шумом является его ослабление или устранение непосредственно в источнике возникновения, применение звукопоглощения и звукоизоляции.
Главными направлениями борьбы с шумом являются его ослабление или ликвидация непосредственно в источнике образования. Для достижения этого в соответствии со СниП 11.22-77 необходимо применять звукоизолирующие кожухи" составлять график регулярной смазки рабочих органов и подшипников с последующим контролем за их состоянием, применение пластмасс, текстолита, резины для изготовления деталей оборудования, Возможно так же использование звукопоглощающих элементов.
Звукоизоляция уменьшение уровня шума с помощью защитного устройства, которое устанавливается между источником и приемником и имеет большую отражающую и (или) поглощающую способность. Обычно роль защитных устройств выполняют глушители шума, экраны или стенки изолированных объемов. Например, защитным устройством является кожух, которым закрывают машины и механизмы, или кабина, в которой находится оператор, управляющий аряжесом. Стенки кожухов и кабин изготовляют из листового проката и покрывают изнутри звукопоглощающим материалом.
Существует необходимость расчета звукоизоляции.
Большинство оборудования на макаронных предприятиях является потребителем электрической энергии. Соответственно присутствует опасность поражения электрическим током. Основными причинами поражения электрическим током являются: случайное прикосновение к токоведущим частям, находящимся под напряжением в результате: ошибочных действий при проведении работ; неисправности защитных средств, которыми пострадавший касался токоведущих частей и др.; появление напряжения на металлических конструктивных частях электрооборудования в результате: повреждения изоляции токоведущих частей; замыкания фазы сети на землю; падения провода (находящегося под напряжением) на конструктивные части электрооборудования и др.; появление напряжения на отключенных токоведущих частях в результате: ошибочного включения отключенной установки; замыкания между отключенными и находящимися под напряжением токоведущими частями; разряда молнии в электроустановку и др.; возникновение напряжения шага на участке земли, где находится человек, в результате: замыкания фазы на землю; выноса потенциала протяженным токопроводящим предметом (трубопроводом, железнодорожными рельсами); неисправностей в устройстве защитного заземления и др.
Действие электрического тока на человека носит многообразный характер. Проходя через организм человека, электрический ток оказывает термическое, электролитическое, а также биологическое действия. В нашем случае могут возникнуть такие электротравмы как электрический ожог. Электрический ожог распространенная электротравма. Ожоги бывают двух видов: токовый (или контактный) и дуговой.
Токовый ожог обусловлен прохождением тока через тело человека в результате контакта с токоведущей частью и является следствием преобразования электрической энергии в тепловую.
Различают четыре степени ожогов: I – покраснение кожи; II – образование пузырей; III – омертвение всей толщи кожи; IV – обугливание тканей. Тяжесть поражения организма обуславливается не степенью ожога, а площадью обожженной поверхности тела. Напряжение на предприятии составляет U=220/380 В.
Токовые ожоги возникают при напряжениях не выше 1-2 кВ и являются в большинстве случаев ожогами I и II степени; иногда бывают и тяжелые ожоги.
Для обеспечения безопасности работ в действующих электроустановках при частичном или полном снятии напряжения на рабочих местах выполняются следующие технические мероприятия: отключаются необходимые электроустановки или их части и принимаются меры, препятствующие подаче напряжения к месту работы; непосредственно для проверки отсутствия напряжения накладывается заземление на отключение токоведущих частей электроустановки; ограждается рабочее место и вывешиваются предостерегающие и разрешающие плакаты.
Помещения без повышенной опасности – это сухие, беспыльные помещения с нормальной температурой воздуха и с изолирующими (например, деревянными) полами.
Повышение электробезопасности в установках достигается применением систем защитного заземления, зануления, защитного отключения и других средств и методов защиты, в том числе знаков безопасности и предупредительных плакатов и надписей.
Защитное заземление – преднамеренное соединение с землей металлических частей оборудования, которые в нормальных условиях не находятся под напряжением, но которые могут оказаться под напряжением в результате нарушения изоляции электрической установки.
Защитное зануление – присоединение к неоднократно заземленному нулевому проводу питающей сети корпусов оборудования и других металлических частей оборудования, которые в нормальных условиях не находятся под напряжением, но в результате нарушения изоляции электрической установки могут оказаться под напряжением.
Защитное отключение – совокупность отдельных элементов, которые реагируют на изменение какого-либо параметра электрической сети и дают сигнал на отключение автоматического выключателя.
При опасности прикосновения к токоведущим частям электроустановок необходимо применить следующие мероприятия:
1) надежная изоляция проводов от земли и корпусов электроустановок, создающая безопасные условия для обслуживания персонала;
2) сплошные или сетчатые ограждения, для обеспечения недоступности токоведущих частей оборудования и электрических сетей;
3) применить блокировку в электроустановках напряжением свыше 250 В.
Повышение электробезопасности достигается путем применения изолирующих, ограждающих, предохранительных и сигнализирующих средств защиты.
Соблюдение норм (ГОСТ 12.1.038 – 82) предельно допустимых напряжений и токов, протекающих через тело человека (рука-рука, рука-нога) при аварийном режиме работы электроустановок производственного и бытового назначения постоянного и переменного тока частотой 50 и 400 Гц.
Микроклимат производственных помещений – метеорологические условия внутренней среды этих помещений, которые определяются действующими на организм человека сочетаниями температуры, влажности скорости движения воздуха, а также температурой поверхностей, ограждающих конструкций, технологического оборудования и теплового облучения.
Анализ микроклимата производства. Макаронное производство можно отнести к работам средней тяжести – категория 2а. Температура воздуха в помещении 22-23 0С, температура поверхности оборудования 400С, относительная влажность 40-60 % .Согласно СанПиН 2.2.3.548 – 96 параметры микроклимата должны составлять для холодного периода года, категории 2а, температура воздуха 19-210С, температура поверхности 18-220С, относительная влажность 40-50%, скорость движения воздуха 0,2 м/с; для теплого периода года температура воздуха 20-220С, температура поверхности оборудования 19-230С, относительная влажность 40-60%,скорсть движения воздуха 0,2 м/с. Фактические параметры микроклимата соответствуют допустимым.
Большое значение имеет правильное распределение функций между человеком и оборудованием в целях уменьшения тяжести и напряженности труда, обеспечения его безопасности.
Для ликвидации попадания мучной пыли в производственное помещение применяется герметизация оборудования, герметичное соединение аппаратов в технологической цепочке. Укрытие и аспирация воздуха на участках: пылеобразования (смешивание перед помещением в макаронный пресс) с дальнейшей очисткой удаляемого воздуха от пыли.
В связи с тем, что мучная пыль является взрывоопасной осуществляем меры пожарной безопасности, размещение огнетушителей, предупреждающих табличек, созданы специально отведенные для курения места.
Для борьбы со статическим электричеством все отопительно-вентиляционное оборудование (в том числе и пылеулавливающие устройства) металлические воздуховоды и трубопроводы, а также воздуховоды, трубопроводы и установки, предназначенные для удаления взрывоопасных веществ от местных отсосов, заземляются.
4.2 Расчеты
Расчет естественного освещения
Степень освещенности естественным светом внутри помещения зависит от времени дня и года, состояния погоды, а также месторасположение и планировки здания, ориентации окон, числа и величины оконных проемов.
Рассчитаем площадь световых проемов при применении бокового освещения в соответствии с требованиями СНиП 2305-95 в производственном помещении:
для разряда зрительных работ k = IV;
оконные проемы не затеняются другими зданиями, ориентация проемов по отношению к частям света О = СЗ;
размеры помещения Lд = 36 м, B = 18 м, H = 6 м;
высота от уровня условной рабочей поверхности до верха окна h = 3 м;
пункт расположения предприятия П = Оренбург;
светопропускающий материал расположен вертикально;
переплеты для окон деревянные двойные разделенные;
воздушная среда в
помещении содержит не более 5 мг на 1 м3 пыли, дыма и копоти.![]()
 , (126)
, (126)
где ![]()
е - нормированное значение коэффициента освещенности, е = 1,5;
m - коэффициент светового климата, m = 0,9;
kзд - коэффициент запаса, учитывает затенение окон противостоящими зданиями, kзд = 1;
kз – коэффициент запаса при естественном освещении, kз = 1,4;
h0 – значение световой характеристики окон при боковом освещении, h0 = 11,5;
Sп – площадь пола помещения, Sп = 648 м2;
t0 – значение общего коэффициента светопропускания окон, t0 = 0,52;
r1 – коэффициент учитывающий влияние отраженного света, r1 = 5,7;
S0 – площадь световых проемов;
Размеры окна L = 2.5 м, Н = 3 м.
 ,м2
,м2
Принимаем S0 = 48 м2.
Тогда количество окон в помещении составляет 6.
Расчет искусственного освещения
Задачей расчета является определение количества светильников для создания в производственном помещении заданной освещенности в темное время суток.
При проектировании осветительной установки необходимо решить следующие основные вопросы:
выбрать тип источника света - выбираем газоразрядные лампы;
определить систему освещения - общая равномерная;
выбрать тип светильников с учетом характеристик светораспределения, условий среды (конструктивного исполнения) – светильники типа ОДОР в которых установлено по две люминесцентные лампы типа ЛБ;
распределить светильники - светильники будут располагаться рядами;
определить норму освещенности на рабочем месте, Е = 200 лк.
Для расчета искусственного освещения используют в основном три метода.
Для расчета общего равномерного освещения при горизонтальной рабочей поверхности основным является метод коэффициента использования светового потока, учитывающий световой поток, отраженный от потолка и стен.
Световой поток лампы Ф, лм, при лампах накаливания или световой поток группы ламп светильника при люминесцентных лампах рассчитывают по формуле:
![]() (127)
(127)
где Ен – нормированная минимальная освещенность, лк., Е = 200 лк в соответствии с СниП 23-05-95 для IV разряда зрительной работы;
S – площадь освещаемого помещения, м2; S = 648 м2;
z – коэффициент неравномерности освещения, z = 1,2;
kз – коэффициент запаса, учитывающий снижение освещенности из-за загрязнения и старения лампы, kз = 1,5;
N – количество светильников;
n – число ламп в светильнике, n = 2;
u – коэффициент использования светового потока.
Для определения коэффициента использования светового потока u находим индекс помещения I и предположительно оцениваются коэффициенты отражения поверхности помещения: потолка rп = 50%, стен rс = 20%, расчетной поверхности или пола - rр = 10%.
Индекс находится по формуле:
I = A∙B/Hр∙(A+B), (128)
где А и В – длина и ширина помещения, м;
Нр высота светильников над рабочей поверхностью, м; Нр = 6 м;
I = 36∙18/6∙(36+18) = 2
Отсюда u = 48 %
Величина светового потока ламп Ф = 3560 лм, (при 80 Вт, ЛДЦ).
N = Emin∙k∙z∙S/n∙u∙Ф, (129)
N = 200∙1,5∙1,2∙648/2∙0,48∙3560 = 68,25
Принимаем количество светильников равных 69.
Определение категории тяжести труда
Для определения категории тяжести работ каждый из факторов рабочей среды, реально действующий на человека, оценивают по шестибалльной шкале и определяют интегральную бальную оценку тяжести труда.
Таблица 11 - Расчет интегральной балльной оценки тяжести труда.
| Фактор рабочей среды и условия труда |
Показатель |
Значение показателя | Бальная оценка |
Продолжительность действия фактора ti, мин |
Удельный вес времени действия фактора tiуд, |
Оценка удельной тяжести фактора рабочей среды Хфi |
| 1 |
Температура воздуха на рабочем месте в помещении, 0С |
21 - 22 | 2 | 480 | 1 | 2 |
| 2 | Промышленная пыль, кратность превышения ПДК, раз | - | 1 | 480 | 1 | 1 |
| 3 | Промышленный шум, превышение ПДУ, дБ | 10 | 4 | 240 | 0,875 | 3,5 |
| 4 | Освещенность рабочего места, лк | 0,5 - 1 | 2 | 480 | 1 | 2 |
| 5 | Рабочее место (РМ), поза и перемещение в пространстве | РМ стационарное, поза свободная, масса перемещаемого груза до 5 кг | 1 | 480 | 1 | 1 |
| 6 | Продолжительность непрерывной работы в течение суток, ч | < 8 | 2 | 480 | 1 | 2 |
| 7 | Длительность сосредоточенного наблюдения, % | 50 - 75 | 3 | 420 | 0,875 | 2,625 |
| 8 | Число важных объектов наблюдения | 5 - 10 | 2 | 480 | 1 | 2 |
| 9 | Режим труда и отдыха | Обоснованный без включения музыки и гимнастики | 2 | 480 | 1 | 2 |
| 10 | Нервно-эмоциональная нагрузка | Простые действия по индивидуальному плану | 1 | 480 | 1 | 1 |
Интегральная балльная оценка тяжести труда
 (130)
(130)
где хmax – наивысшая из полученных частных балльных оценок хi; N –общее число факторов; хi – балльная оценка по i-му из учитываемых факторов (частная балльная оценка); n – число учитываемых факторов без учета одного фактора хmax.
Категория тяжести выполняемой работы 3.
Расчет звукоизоляции в помещении
Наибольшее распространение в инженерной практике представляет расчет звукоизоляции помещения от источника шума, расположенном в смежном помещении.
Расчет требуемой звукоизоляции выполняется по формуле
 , (131)
, (131)
где RTi – требуемая звукоизоляция в данной октавной полосе, дБ;
LP – суммарный уровень звуковой мощности всех n источников шума на данной частоте (1000 Гц), дБ, который определяется по формуле
![]() , (132)
, (132)
где Li – октавный уровень звукового давления от i – го источника шума, дБ;
Lg – допустимый октавный уровень звукового давления, дБ (по ГОСТ 12.1.003 – 83 Lg = 80 дБ);
Вш – постоянная шумного помещения (Вш = 0,2 м2);
Вu постоянная изолируемого помещения (Вu = 90 м2);
В0 = 1 м2;
Si – общая площадь однотипных i–х ограждающих конструкций изолируемого помещения (Si = 11,5 м2);
S0 = 1 м2;
m – число разнотипных ограждающих конструкций, через которые шум проникает в изолируемое помещение (m = 1).
Тогда
![]() дБ, (133)
дБ, (133)
Получаем
![]() дБ.
дБ.
Для звукоизоляции оборудования по звукоизолирующей способности применяем кожух из фанеры толщиной 1 мм.
4.3 Возможные чрезвычайные ситуации на объекте
Степень пожароопасности технологического процесса производства макаронных изделий, прежде всего, определяется огнеопасными свойствами применяемых в производстве веществ.
Пожаро- и взрывоопасность пыли определяются температурой самовоспламенения и концентрационными пределами распространения пламени.
Воспламенение и взрыв органической пыли, взвешенной в воздухе, зависят от ее массовой концентрации, размера частиц, зольности, влажности, температуры воспламенения, характера и продолжительности действия источника нагревания. Особенно велика химическая активность аэрозолей в мукомольно-элеваторном, комбикормовом, сахарном, крахмалопаточном производствах, а также в производстве декстрина.
Различают две формы горения мучной пыли: тление и горение пламенем. Обладая плохой теплопроводностью, пыль, осевшая на осветительных приборах, горячих трубопроводах, перегревается и начинает тлеть при температуре 290 -350 °С.
При взметывании мучная пыль может взорваться как обычный аэрозоль. При этом пыль в виде аэрозоля воспламеняется при температуре 420 - 485 °С.
По пожаро- и взрывоопасности мучная пыль относится ко 2 классу - взрывоопасная с нижним концентрационным пределом 16...65 г/м3.
К причинам пожара в макаронном цехе относятся:
- нарушения требований проектирования промышленных и вспомогательных зданий и сооружений, выбора строительных материалов и конструкций, планировки помещений, расположения технологического оборудования и коммуникаций;
- отклонения от правил эксплуатации и ремонта оборудования потребителей электроэнергии и электрических сетей, нарушение должностных инструкций в части пожаробезопасности;
- нарушения правил и сроков уборки осевшей горючей пыли.
- работа на неисправном технологическом оборудовании или с нарушением режимов технологических процессов, особенно при выпечке, обжаривании, сушке и других способах обработки;
- применение инструмента, при ударах которого о твердую поверхность возникают искры.
- применение электрооборудования, не соответствующего категории пожаро- и взрывоопасности производства;
- плохой электрический контакт в местах присоединения проводников; нарушение целостности изоляции, другие неисправности и повреждения потребителей электрической энергии или сетей;
- отсутствие средств защиты от статического электричества на технологическом оборудовании и на работающих;
- отсутствие или нарушение целостности молниеотводов, а также средств защиты от вторичных проявлений линейных разрядов атмосферного электричества.
В соответствии с нормами технологического проектирования помещения макаронный цех относится к категории Б - горючие пыли или волокна, легковоспламеняющиеся жидкости с температурой вспышки более 28 С, горючие жидкости в таком количестве, что могут образовывать взрывоопасные пылевоздушные или паровоздушные смеси при воспламенении которых развивается расчетное избыточное давление в помещении, превышающее 5 кПа.
По классу пожароопасных зон относится к классу В - II а (склад бестарного хранения муки, отделения с просеивающим аспирационным и выбойным оборудованием и т.д.)
Производственные здания и сооружения по степени огнестойкости относятся ко II группе - здания с несущими и ограждающими конструкциями из естественных или искусственных каменных материалов, бетона или железобетона с применением листовых и плитных негорючих материалов. В покрытиях зданий допускается применять незащищенные стальные конструкции.
Система пожарной защиты на предприятии включает мероприятия и средства, направленные на применение конструкций с регламентированным пределом огнестойкости; предотвращение распространения пожара и обеспечение эвакуации работающих на предприятии при возникновении пожара; организацию пожарной охраны; ограничение применения горючих веществ в технологическом процессе; изоляцию горючей среды; использование средств пожарной сигнализации и тушения пожара.
Среди мер, предотвращающих распространение пожара, большое значение имеет применение огнепреградительных устройств на технологических коммуникациях, а также в системах вентиляции, кондиционирования воздуха, воздушного отопления и продуктопроводах.
Для своевременного извещения о возникшем пожаре в ближайшую пожарную часть используют автоматическую электрическую систему пожарной сигнализации. Автоматические системы электрической пожарной сигнализации состоят из автоматических извещателей, линий связи, приемной станции и источника питания. В макаронном цехе применяется дымовой фотоэлектрический извещатель марки ИДФ-1.
Загорания в начальной стадии их развития могут быть потушены с помощью первичных средств пожаротушения к ним относятся огнетушители, внутренний пожарный кран с комплектом оборудования (рукава, стволы, топоры и ведра). Их размещают на видных местах. Огнетушитель ОХП - 10 вывешиваются на видном месте на высоте полтора метра от пола до нижнего его торца, эти огнетушители применяются для тушения почти всех горючих веществ. На данном предприятии применяется автоматическая установка газового пожаротушения с помощью жидкого диоксида углерода для тушения жидких и твердых материалов. Диоксид углерода хранится на предприятии в изотермических резервуарах под давлением до 2,5 МПа.
При использовании диоксида углерода следует иметь в виду что 10%-ная концентрация его в воздухе опасна, а 20%-ная смертельна для человека. Поэтому перед включением установки люди должны покинуть помещение. Для извещения работающих о необходимости эвакуации обязательно устанавливаются сигнальные устройства.
5. Экономическая часть
5.1 Маркетинговое исследование научно-технической продукции:
Описание научно-технической продукции
В данном дипломном проекте разрабатывается линия по производству короткорезанных макаронных изделий для предприятия малого бизнеса.
К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона рабочими местами; отсутствие затрат на транспортировку сырья (муки, меланжа) из дальних регионов, и как следствие, более высокое качество сырья. Так же значительно сокращены затраты на приобретение оборудования.
Данная линия минипроизводства короткорезанных макаронных изделий предназначена для частных предпринимателей.
5.2 Организация производства и труда
Расчет производственного потока
Таблица 12 - Характеристика оборудования, входящего в поточную линию.
| № | Оборудовие | Кол-во ед. оборудования, шт. | Технико-экономич. производ. оборудования, т/ч | Коэф-т перевода | Потери, % |
Привед. произво-ность т/сутки |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Щиток приемный ХЩП-2 | 1 | 1 | 0,99695 | 0,005 | 0,99695 |
| 2 | Бункер ХЕ-160 | 10 | 0,5 | 0,99675 | 0,02 | 0,49838 |
| 3 | Питатель шнековый ПШМ | 1 | 4 | 0,9967 |
|
3,9868 |
| 4 | Конвейер винтовой У21-БКВ | 1 | 4 | 0,99665 | 0,005 | 3,9866 |
| 5 | Циклон ЦОЛ | 1 | 1,5 | 0,99645 | 0,02 | 1,49468 |
| 6 | Просеиватель-бурат ПБ-1,5 | 1 | 2 | 0,9962 | 0,025 | 1,9924 |
| 7 | Магнитный сепаратор У1-БМЗ | 1 | 2 | 0,99595 | 0,025 | 1,9919 |
| 8 | Цеховой бункер | 1 | 1 | 0,9959 | 0,005 | 0,9959 |
| 9 | Дозатор Ш2-ХДА | 1 | 1 | 0,9957 | 0,02 | 0,9957 |
| 10 | Установка для дозирования и подготовки обогатителей Б6-ЛОА | 1 | 0,5 | 0,9956 | 0,01 | 0,4978 |
| 11 | Пресс | 3 | 0,27 | 0,9949 | 0,07 | 0,26862 |
| 12 | Нож Е8-ЛПС | 3 | 0,28 | 0,9947 | 0,02 | 0,27852 |
| 13 | Подсушиватель | 1 | 0,3 | 0,99455 | 0,015 | 0,29837 |
| 14 | Сушилка ТТНV | 1 | 1,1 | 0,9943 | 0,025 | 1,09373 |
| 15 | Бункерный стабилизатор-накопитель | 2 | 1 | 0,9941 | 0,02 | 0,9941 |
| 16 | Упаковочное оборудование РТ-УМ-21-3 | 1 | 0,9 | 0,994 | 0,01 | 0,8946 |
Расчет коэффициентов перевода:
![]() 0,005+0,02+0,005+0,005+0,02+0,025+0,025+0,005+0,02+0,01+0,07+0,02+
+0,015+0,025+0,02+0,01=0,3
0,005+0,02+0,005+0,005+0,02+0,025+0,025+0,005+0,02+0,01+0,07+0,02+
+0,015+0,025+0,02+0,01=0,3
![]() 1=100-0,3-0,005/100=0,99695
1=100-0,3-0,005/100=0,99695
![]() 2=100-0,3-0,005-0,02/100=0,99675
2=100-0,3-0,005-0,02/100=0,99675
![]() 3=100-0,3-0,005-0,02-0,005/100=0,9967
3=100-0,3-0,005-0,02-0,005/100=0,9967
![]() 4=100-0,3-0,005-0,02-0,005-0,005/100=0,99665
4=100-0,3-0,005-0,02-0,005-0,005/100=0,99665
![]() 5=100-0,3-0,005-0,02-0,005-0,005-0,02/100=0,99645
5=100-0,3-0,005-0,02-0,005-0,005-0,02/100=0,99645
![]() 6=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025/100=0,9962
6=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025/100=0,9962
![]() 7=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025/100=0,99595
7=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025/100=0,99595
![]() 8=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005/100=0,9959
8=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005/100=0,9959
![]() 9=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02/100=0,9957
9=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02/100=0,9957
![]() 10=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001/100=0,9956
10=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001/100=0,9956
![]() 11=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07/100=
=0,9949
11=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07/100=
=0,9949
![]() 12=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02/
100=0,9947
12=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02/
100=0,9947
![]() 13=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015/100=0,99455
13=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015/100=0,99455
![]() 14=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025/100=0,9943
14=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025/100=0,9943
![]() 15=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02/100=0,9941
15=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02/100=0,9941
![]() 16=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02-0,01/100=0,994
16=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02-0,01/100=0,994
Расчет приведенной производительности:
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч.
т/ч.
Определение производственного задания и ритма поточной линии:
Наименьшая приведенная
производительность N=0,268623 т/ч, ![]() 0,268623 - производственное
задание.
0,268623 - производственное
задание.
Ритм поточной линии
![]() мин
мин
Определение продолжительности обработки на оборудовании:
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин.
мин.
Определение загрузки оборудования и оценка уровня организации потока:
Коэффициент загрузки оборудования:
![]() (134)
(134)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Полностью загружен макаронный пресс и наименее загружены шнековый питатель и винтовой конвейер.
Коэффициент непрерывности процесса:
![]() (135)
(135)
где ![]() - количество операций;
- количество операций;
![]() ((223-60,18)+(223-120,39)+(223-15,05)+(223-15,05)+(223-40,14)+(223-30,11)+
+(223-30,12)+(223-60,25)+(223-60,26)+(223-120,53)+(223-223)+(223-215,43)+(223-201,1)+(223-54,86)+(223-60,36)+(223-67,07))/223∙16=0,45
((223-60,18)+(223-120,39)+(223-15,05)+(223-15,05)+(223-40,14)+(223-30,11)+
+(223-30,12)+(223-60,25)+(223-60,26)+(223-120,53)+(223-223)+(223-215,43)+(223-201,1)+(223-54,86)+(223-60,36)+(223-67,07))/223∙16=0,45
Отклонение продолжительности обработки от ритма поточной линии составляет 45%.
Коэффициент согласованности:
![]() , (136)
, (136)
где ![]() - показывает насколько
согласована приведенная производительность каждой машины с ведущей.
- показывает насколько
согласована приведенная производительность каждой машины с ведущей.
![]() ((0,99695/0,268623) +
(0,498375/0,268623) + (3,9868/0,268623) + (3,9866/0,268623) +
(1,494675/0,268623) + (1,9924/0,268623) + (1,9919/0,268623) + (0,9959/0,268623)
+ (0,9957/0,268623) + (0,4978/0,268623) + (0,268623/0,268623) +
(0,27851/0,268623) + (0,298365/0,268623) + (1,09373/0,268623) +
(0,9941/0,268623) + (0,8946/0,268623))/16=1,9
((0,99695/0,268623) +
(0,498375/0,268623) + (3,9868/0,268623) + (3,9866/0,268623) +
(1,494675/0,268623) + (1,9924/0,268623) + (1,9919/0,268623) + (0,9959/0,268623)
+ (0,9957/0,268623) + (0,4978/0,268623) + (0,268623/0,268623) +
(0,27851/0,268623) + (0,298365/0,268623) + (1,09373/0,268623) +
(0,9941/0,268623) + (0,8946/0,268623))/16=1,9
1,9-1,0=0,9
Вывод: Поскольку коэффициенты согласованности с ведущем оборудованием имеют значения меньше единицы – значит в потоке отсутствуют узкие места. Организация планово предупредительного ремонта
Система планово предупредительного ремонта предполагает чередование различных видов ремонтов через определенный промежуток времени, в рамках ремонтного цикла. Ремонтный цикл проектируемой линий – 2 года.
Структура ремонтного цикла:
К – О – О – Т – О – О – Т О – О – К
Выглядит таким образом:
n0 = 6 – количество осмотров;
nТ = 2 – количество текущих ремонтов;
nК = 1 – количество капитальных ремонтов.
Рассчитаем трудоемкость выполнения всех видов ремонтов за один ремонтный цикл.
![]() , (137)
, (137)
где R = 4 – показатель ремонтосложности каждого оборудования;
С = 20 – количество машин;
![]() = 0,6 – трудоемкость осмотра, чел.∙час;
= 0,6 – трудоемкость осмотра, чел.∙час;
![]() = 13,5 – трудоемкость текущего
ремонта, чел.∙час;
= 13,5 – трудоемкость текущего
ремонта, чел.∙час;
![]() = 45 – трудоемкость капитального
ремонта, чел.∙час;
= 45 – трудоемкость капитального
ремонта, чел.∙час;
![]() чел.∙час.
чел.∙час.
Численность ремонтных рабочих:
![]() ,
,
где НВ планированное выполнение норм;
ФВ – годовой фонд времени,
ФВ=279∙3∙8=6696 ч. – годовой фонд рабочего времени.
![]() чел., т.е 1 человек.
чел., т.е 1 человек.
Научная организация труда
Карта НОТ на рабочем месте приведена в таблице 13.
Таблица 13 - Научная организация труда на рабочем месте.
| Наименование показателей | Проект НОТ |
| 1 | 2 |
|
1.Условия труда: нормальные; тяжелые и вредные; особо тяжелые и особо вредные. |
нормальные |
|
2. Основные данные о условиях труда: освещенность (в люксах); - шум (в децибелах); - температура (в 0С); - влажность воздуха (в%) |
- 200 - 90 - 22-23 - 40-60 |
|
3.Загрязненность воздуха: Мучная пыль (в мг/м3) |
- 4 |
| 4.Вибрация (Гц) | 200 |
| 5.Загроможденность проходов | Проходы должны быть загромождены минимально, для обеспечения свободного перемещения персонала, а также для обеспечения оперативной эвакуации персонала при возникновении чрезвычайных ситуаций. |
| 6.Спецодежда. | Работник должен быть обеспечен чистым комплектом спец.одежды (брюки, рубашка, шапочка) |
| 7.Окраска оборудования. | Оборудование должно быть окрашено в спокойные цвета, для создания благоприятных условий труда рабочему персоналу. Допускается не окрашивать оборудование из нержавеющей стали. |
| 8.Окраска помещения. | Помещение должно быть окрашено в мягкие, спокойные цвета, для создания благоприятных условий труда рабочему персоналу |
| 9.Окраска приборов. | Приборы должны быть окрашены в цвета, отличные от цвета оборудования, чтобы их можно было легко найти. |
| 10.Средства связи. | Должен быть телефон для связи с руководством завода и экстренной службой. |
| 11.Контрольно-регулирующие приборы. | Контрольно-регулирующие приборы необходимо обслуживать в соответствии с паспортом, при возникновении неполадок необходимо обратиться в ремонтную службу. |
5.3 Расчет экономической эффективности внедрения линии по производству короткорезанных макаронных изделий малой производительности
Расчет объема производства короткорезанных макаронных изделий за год:
![]() т.
т.
Расчет капитальных затрат:
1) Капитальные затраты, связанные с приобретением оборудования (Кп):
1. Стоимость оборудования линии – 3500000 рублей.
2. Затраты на доставку (2% от стоимости оборудования) – 70000 рублей.
3. Стоимость запчастей (2% от стоимости линии) – 70000 рублей.
4. Расходы на комплектацию (0,7% от стоимости линии) – 24500 рублей.
5. Заготовительно-складские работы (1,2% от стоимости линии) – 42000 рублей.
6. Затраты по таре и упаковке (2% от стоимости линии) – 70000 рублей.
Итого: Кп=3776500 рублей
2) Капитальные затраты на монтаж оборудования (3% от стоимости линии) (Км) – 105000 рублей.
3) Итого капитальные затраты: К=КП+КМ=3776500+105000=3881500 рублей.
Расчет себестоимости производства короткорезанных макаронных изделий:
1) Затраты на сырье:
Стоимость муки 10400 рублей за 1 тонну; 10400 руб.∙1674=17409600 руб. – затраты на муку на весь год.
Стоимость воды 19,2 рублей за 1 м3; 19,2 руб.∙262,83 = 5046,34 руб. - затраты на воду на весь год.
Стоимость сырья на весь год: 17409600 руб.+5046,34 руб.=17414646,34 руб.
2) Затраты на заработную плату работников: 3∙8∙279∙43=287828 руб.
3) Отчисление ЕСН: 287828∙0,26=74861,28 руб.
4) Затраты на электроэнергию:
![]() ,
,
где ![]() - мощность линии, кВт;
- мощность линии, кВт; ![]() кВт;
кВт;
![]() - плановое время работы, дней;
- плановое время работы, дней; ![]() дней;
дней;
![]() – тарифная ставка руб. за 1 кВт∙ч;
– тарифная ставка руб. за 1 кВт∙ч;
![]() руб. за 1 кВт∙ч;
руб. за 1 кВт∙ч;
![]() руб.
руб.
5)Затраты на тепловую энергию:
1,8 т/час=1,8·24=43,2 т/сутки; 43,2∙279=12052,8; 12052,8∙103=12052800 кг/сезон; 12052800∙2300=2,77∙1010 кДж/год; 2,77∙1010/30000=1524679,2 руб.
6) Затраты на амортизацию оборудования линии (12% от стоимости линии) – 420000 руб.
7)Затраты на ремонт оборудования линии (8% от стоимости оборудования линии) – 280000 руб.
8) Прочие затраты (10 % от стоимости предыдущих затрат) – 2060967,7 руб.
Итого:
22670644,52/1674=13542,8 руб. за 1 тонну муки.
Прибыль от производства короткорезанных макаронных изделий:
![]() , П = (17600-13542,8)∙1674 =
679152,8 руб.
, П = (17600-13542,8)∙1674 =
679152,8 руб.
Срок окупаемости:
![]() , Т = 3881500/679152,8 = 0,6 год.
, Т = 3881500/679152,8 = 0,6 год.
Выводы
Разработанный макаронный пресс предназначен для линии по производству короткорезанных макаронных изделий производительностью 90 кг/час, по своим конструктивно-технологическим возможностям превосходит другие пресса:
- по качеству замеса макаронного теста – процесс происходит более интенсивно, в результате повышается качество продукции по показателям плотности и однородности,
- габаритным размерам идеально подходит для цеха малого производства.
В результате проведенного анализа опасных и вредных производственных факторов разработаны общие мероприятия по охране труда.
Произведенные расчеты технико-экономических показателей проекта выявили, что проект линии по производству короткорезанных макаронных изделий экономически эффективен, срок окупаемости линии составил 0,6 года.
Список использованной литературы
1 Антипов С.Т., Кретов И.Т., Остриков А.Н., Панфилов В.А., Ураков О.А. Машины и аппараты пищевых производств. В 2-х кн. Кн. 1 :Учеб. Для вузов. - М.: Высш. шк., 2001. - 703с.: ил.
2 Антипов С.Т., Кретов И.Т., Остриков А.П., Панфилов В.А., Ураков О.А. Машины и аппараты пищевых производств. В 2-х кн. Кн. 2:Учеб. Для вузов. - М.: Высш. шк., 2001. - 680 с.: ил.
3 Анурьев В.И. Справочник конструктора машиностроителя: В 3-х томах. Т-1. - 5-е изд., перераб. И доп. – М.: Машиностроение,1978. – 728 с., ил.
4 Анурьев В.И. Справочник конструктора машиностроителя: В 3-х томах. Т-2. - 5-е изд., перераб. И доп. – М.: Машиностроение,1978. – 559 с., ил.
5 Анурьев В.И. Справочник конструктора машиностроителя: В 3-х томах. Т-1. - 5-е изд., перераб. И доп. – М.: Машиностроение,1980. – 557 с., ил.
6 Левицкий В.С. Машиностроительное черчение: Учеб. для студентов высших технических учебных заведений – М.: Высш. шк.,1988. - 315
7 Атаназевич В.И. Сушка пищевых продуктов/ Справочное пособие. – М.: ДеЛи,2000.- 296 с.: ил.
8 Белов С.В. и др. Безопасность жизнедеятельности. – ГУП "Высшая школа", 2001
9 Воронова В.М., Егель А.Э.Определение категории тяжести труда: Методические указания к лабораторным и практическим занятиятм. Оренбург: - ГОУ ОГУ, 2003. – 38с.
10 Гинзбург А.С. Основы теории и техники сушки пищевых продуктов. - М.: Пищевая промышленность, 1973.-528 с.
11 Драгилев А.И., Дроздов С.В. Технологическое оборудование предприятий перерабатывающих отраслей АПК. М.: Колос, 2001. — 352 с.: ил.
12 Дунаев П.Ф., Леликов О.П. Детали машин. Курсовое проектирование: Учебн. пособие для машиностроит. спец. техникумов. – 2-е изд., перераб. и доп. – Высш. шк, 1990. – 399 с., ил.
13 Егель А.Э., Корчагина С.Х. Расчет необходимого воздухообмена в помещениях;Методические указания; Оренбургский государственный университет. – Оренбург, - 18 с.
14 Ефремов И.В., Янчук Е.Л, Быкова Л.А. Расчет естественного и искусственного освещения: Методические указания к практическим занятиям. - Оренбург: - ГОУ ОГУ, 2003. – 38 с.
15 Зуев Ф.Г. и др. Подъемно-транспортные машины зерноперерабатывающих предприятий. М., "Колос", 1978
16 Медведев Г.М. Технология макаронного производства. - М.: Колос, 1998. -272 с.: ил.
17. Никитин В.С, Бурашников Ю.М. Охрана труда на предприятиях пищевой промышленности. – М.: Агорпромиздат, 1991. – 350 с.: ил.
18 Русак О.Н, Малаян К.Р, Занько Н.Г. Безопасность жизнедеятельности: Учебное пособие. 6-е изд., стер.,2003. – 448 с., ил.
19 Полищук В.Ю., Коротков В.Г., Зубкова Т.М. Проектирование экструдеров для отраслей АПК. Екатеринбург: УрО РАН, 2003.15ВЫ 5 - 7691 - 1380 - 4.
20 Харламов С.В. Практикум по расчету и конструированию машин и аппаратов пищевых производств. – С – Пб.: Агропромиздат. Ленинградское отделение, 1991. – 256 с.
21 Хромеенков В.М. Технологическое оборудование хлебозаводов и макаронных фабрик. - СПб.: ГИОРД, 2003.-496 с.