 Научные и курсовые работы |
Главная
Исторические личности
Военная кафедра
Ботаника и сельское хозяйство
Бухгалтерский учет и аудит
Валютные отношения
Ветеринария
География
Геодезия
Геология
Геополитика
Государство и право
Гражданское право и процесс
Естествознанию
Журналистика
Зарубежная литература
Зоология
Инвестиции
Информатика
История техники
Кибернетика
Коммуникация и связь
Косметология
Кредитование
Криминалистика
Криминология
Кулинария
Культурология
Логика
Логистика
Маркетинг
Наука и техника Карта сайта
Дипломная работа: Проект линии по производству хлебобулочных изделий
Дипломная работа: Проект линии по производству хлебобулочных изделий
Введение
Одной из основных задач, стоящей перед пищевой промышленностью и пищевым машиностроением, является создание высокоэффективного технологического оборудования, которое на основе использования прогрессивной технологии значительно повышает производительность труда, сокращает негативное воздействие на окружающую среду и способствует экономии исходного сырья, топливно-энергетических и материальных ресурсов.
Анализ современного состояния и тенденций развития, пищевых и перерабатывающих отраслей АПК России свидетельствует о том, что технический уровень производств нельзя признать удовлетворительным. Лишь 19 % активной части производственных фондов предприятий соответствуют мировому уровню, около 25 % подлежит модернизации, а 42 % - замене.
Общий уровень механизации производства пищевых и перерабатывающих отраслей АПК не превышает 44 %
Не умаляя роль мини-производств и малых предприятий в удовлетворении потребностей населения в продуктах питания, необходимо отметить, что будущее – за автоматизированными и автоматическими поточными линиями в составе крупных пищевых и перерабатывающих предприятий.
Главное направление в решении этой задачи – не замена функций человека при обслуживании существующих машин и агрегатов, а разработка таких технологических процессов, которые были бы вообще невозможны при непосредственном участии человека. Поэтому в соответствии с требованиями автоматизации предусматривается переход от многостадийных процессов с системой транспортирования продуктов от одного аппарата к другому к одностадийным, от малопроизводительного оборудования к высокопроизводительному, от периодических процессов к непрерывным.
Вот почему перспективные решения по автоматизации производственных процессов должны базироваться на решении неординарных технических задач инженерами – механиками, что в свою очередь требует прогрессивных разработок инженеров – технологов.
1 Технологическая линия производства хлеба
1.1 Характеристика продукции, сырья и полуфабрикатов
Хлеб вырабатывают в виде штучных изделий, выпеченных из мучного теста, которое подвергнуто брожению. Поверхность изделий покрыта твердой корочкой, а внутри содержится мягкий, пористый, резинообразный мякиш.
Основным сырьем для производства хлеба является пшеничная и ржаная мука, а также питьевая вода. В качестве дополнительного сырья используют дрожжи, соль, сахар, жиры и различные пищевые добавки. Хлебопекарная мука изготовлена из мучнистых зерен мягкой пшеницы. Структура такой муки является сыпучей порошкообразной. Все дополнительное сырье преобразуют в промежуточные жидкие полуфабрикаты: растворы, эмульсии или суспензии.
Хлебопекарное тесто в результате замеса и брожения приобретает необходимые для данного вида хлеба кислотность и физические свойства: упругость, формоудерживающую и газоудерживающую способности, которые обеспечивают максимальный объем тестовых заготовок, поступающих на выпечку.
1.2 Особенности производства и потребления готовой продукции
В настоящее время в хлебопекарном производстве применяют два вида поточных линий, отличающихся по степени механизации. Выработка хлебобулочных изделий в ассортименте осуществляется на механизированных линиях, позволяющих в пределах ассортиментных групп переходить с производства одного вида продукции на производство другого. Массовые виды продукции (батоны, формовой и круглый подовый хлеб) вырабатывают на специализированных комплексно механизированных линиях и автоматизированных линиях.
Основными процессами хлебопекарного производства являются замес, и брожение рецептурной смеси – теста. При замесе перемешиваются компоненты, смесь подвергается механической обработке и насыщению пузырьками воздуха, происходит гидролитическое воздействие влаги на сухие компоненты смеси, формируется губчатый каркас теста. Брожение теста вызывается жизнедеятельностью дрожжей, молочно – кислых и других бактерий. При брожении в тесте протекают микробиологические и ферментативные процессы, изменяющие его физические свойства. Образуется капиллярно – пористая структура, удерживаемая эластичнопластичным скелетом, поры которого заполнены газом, состоящим из диоксида углерода, паров воды, спирта и других продуктов брожения. Происходит накопление ароматических и вкусовых веществ, определяющих потребительские свойства хлеба.
Продукция хлебопекарного производства выпускается в законченном товарном и потребительском виде. Срок хранения хлеба без специальной упаковки не превышает 1…2 суток, поэтому его производство организуют в местах непосредственного потребления. Для транспортирования хлеб укладывают на деревянные лотки, размещают последние на стеллажах или тележках и перевозят специализированными автомобилями.
1.3 Стадии технологического процесса
Приготовление хлеба можно разделить на следующие стадии:
- подготовка сырья к производству: хранение, смешивание, аэрация, просеивание и дозирование муки; подготовка питьевой воды; приготовление и темперирование растворов соли и сахара, жировых эмульсий и дрожжевых суспензий;
- дозирование рецептурных компонентов, замес и брожение опары и теста;
- разделка – деление созревшего теста на порции одинаковой массы;
- формование – механическая обработка тестовых заготовок с целью придания им определенной формы: шарообразной, цилиндрической, сигарообразной и др.;
- расстойка – брожение сформированных тестовых заготовок. После расстойка тестовые заготовки могут подвергаться надрезке (батоны, городские булки и др.);
- гидротермическая обработка тестовых заготовок и выпечка хлеба;
- охлаждение, отбраковка и хранение хлеба.
1.4 Характеристика комплексов оборудования
Начальные стадии технологического процесса производства хлеба выполняются при помощи комплексов оборудования для хранения, транспортирования и подготовки к производству муки, воды, соли, сахара, жира, дрожжей и других видов сырья. Для хранения сырья используют мешки, металлические и железобетонные емкости и бункера. На небольших предприятиях применяют механическое транспортирование мешков с мукой погрузчиками, а муку – нориями, цепными и винтовыми конвейерами. На крупных предприятиях используют системы пневматического транспорта муки. Жидкие полуфабрикаты перекачиваются насосами. Подготовку сырья осуществляют при помощи просеивателей, смесителей, магнитных аппаратов, фильтров и вспомогательного оборудования. Ведущий комплекс линии состоит из оборудования для темперирования, дозирования и смешивания рецептурных компонентов; брожения опары и теста; деление теста на порции и формования тестовых заготовок и полуфабрикатов. В состав этого комплекса входят дозаторы, тестоприготовительные агрегаты, тестомесильные, делительные и формующие машины.
Следующий комплекс линии включает оборудование для расстойки, укладки и выпечки тестовых заготовок. К нему относятся расстойные шкафы, механизмы для укладки, пересадки, нарезке тестовых заготовок и хлебопекарные печи.
Завершающий комплекс оборудования линии обеспечивает охлаждение, упаковывание, хранение и транспортирование готовых изделий. Он содержит оборудование остывочных отделений, экспедиций и складов готовой продукции.
1.5 Классификация оборудования
В различных отраслях пищевой промышленности возникает необходимость в перемешивании жидких продуктов: для смешивания двух или нескольких жидкостей, сохранения определенного технологического состояния эмульсий и суспензий, растворения или равномерного распределения твердых продуктов в жидкости, интенсификации тепловых процессов или химических реакций, получения или поддержания определенной температуры или консистенции жидкостей и т. д.
Смешивание пищевых продуктов осуществляется в смесителях следующих типов: шнековых, лопастных барабанных, пневматических (сжатым воздухом) и комбинированных.
Перемешивающие аппараты классифицируются
- по назначению: для смешивания, растворения, темперирования и т. д.;
- по расположению аппарата: вертикальные, горизонтальные, наклонные, специальные;
- по характеру обработки рабочей среды: смешивание одновременно во всем объеме, в части объема и пленочное смешивание;
- по характеру движения жидкости в аппарате: радиальное, осевое, тангенциальное и смешанное;
- по принципу действия: механические, пневматические, эжекторные, циркуляционные и специальные;
- по отношению к тепловым процессам: со станочной поверхностью теплообмена, с погруженной поверхностью теплообмена и без использования тепловых процессов.
Тестомесильные машины разделяют на машины периодического и непрерывного действия.
Машины периодического действия бывают с месильными емкостями (дежами) – стационарными и сменными (подкатными), а дежи – неподвижными, со свободным и принудительным вращением.
По интенсивности воздействия рабочего органа на тесто тестомесильные машины разделяются на три группы:
- обычные тихоходные (рабочий процесс не сопровождается нагревом теста);
- быстроходные (рабочий процесс сопровождается нагревом теста на 5…7 °С;
- супербыстроходные (замес сопровождаются нагревом теста на 10…20 °С и требуется специальное водяное охлаждение корпуса камеры).
По характеру движения месильного органа различают машины с круговым, вращательным, планетарным и сложным плоским и пространственным движением месильного органа.
Тестомесильные машины непрерывного действия разделяют на следующие группы:
- однокамерные с горизонтальным валом и Т – образными месильными лопастями;
- одновальные с горизонтальным валом, на котором в начале месильной емкости размещены трапецеидальные плоские лопасти, а в конце винтовой шнек, заключенный в цилиндрический корпус;
- одновальные с горизонтальным валом, на котором вначале размещен смесительный шнек, а затем радиальные цилиндрические лопатки;
- одновальные с горизонтальным валом, вначале которого закреплен шнек и затем дисковая диафрагма и четырехлопастный пластификатор;
- одновальные с горизонтальной осью вращения, на которой в цилиндрической камере смещения размещен шнековый барабан с независимым приводом, в конической камере на валу закреплены месильные прямоугольные лопатки, а на ее стенках – неподвижные лопатки;
- двухвальные с горизонтальными валами, на которых закреплены Т – образные месильные лопасти;
- двухвальные с горизонтальными валами, вращающимися в разные стороны и закрепленными на них ленточными лопастями;
- двухкамерные двухвальные, на валах, которых закреплены винтообразные лопасти, образующие зоны смешения и замеса, а зона пластификации оборудована двумя четырехугольными звездочками;
- двухкамерные двухвальные, у которых имеется отдельная смесильная камера с приводом, а месильная камера с регулируемым приводом включает две зоны замеса: месильную, снабженную шнеками, и зону пластификации, рабочим органом которой являются кулаки;
- с трехлопастным ротором;
- с вертикальным цилиндрическим ротором;
- с дисковым ротором, на котором размещены кольцевые выступы, а в щели между ними входят с небольшим зазором кольцевые выступы корпуса.
Рассмотрим конструкции некоторых тестомесильных машин непрерывного действия.
Машина непрерывного действия марки ШМ - 1М со стационарной емкостью и горизонтальной осью вращения месильного органа предназначена для получения пластичного теста из муки и эмульсии. В патрубок 8 камеры 7 предварительного смешивания дозаторами подается мука и эмульсия. В камере вращается вал 5 с секторными месильными лопастями 6. Цепь 3 сообщает вращение валу 5 от вала 2.
Благодаря развороту месильных лопастей смесь в камере продвигается к патрубку 4 и поступает в камеру 13 окончательного смещения на виток шнека 14. Камера 13 имеет рубашку 12 из двух частей. Это позволяет создать нужный температурный режим в начале и конце замеса. Лопасти 10 образуют две винтовые линии с углами (0,2…0,25)π рад к оси вала.
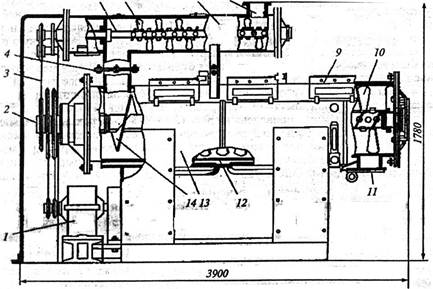
Рисунок 1.1 – Машина месильная ШМ – 1М
Каждая пара лопастей повернута по отношению к соседней на угол 90°. Вал 2 приводится в движение от электродвигателя 1. В камере окончательного смешивания получается готовое тесто.
Продолжительность замеса регулируется шибером 11. При прикрытии шибером выпускного отверстия продолжительность замеса теста увеличивается. Через отверстия с крышками 9 производится очистка камер по окончании работы. При их открывании обесточивается приводной электродвигатель. В рассмотренной машине смешиваются два компонента сахарного теста: эмульсия и мука. Эти компоненты подаются объемными дозаторами.
Техническая характеристика месильной машины ШМ – 1М
Производительность, кг/ч - 900…1300
Угловая скорость месильного органа, рад/с:
в камере предварительного смешивания - 2,5…5,8
в камере окончательного смешивания - 0,8…1,8
Установленная мощность, кВт - 10
Габаритные размеры, мм - 3900*985*1780
Масса, кг - 2315
Машина РЗ – ХТО (рисунок 1.2) относится к двухкамерным тестомесильным машинам с повышенным механическим воздействием на тесто в зоне пластификации.
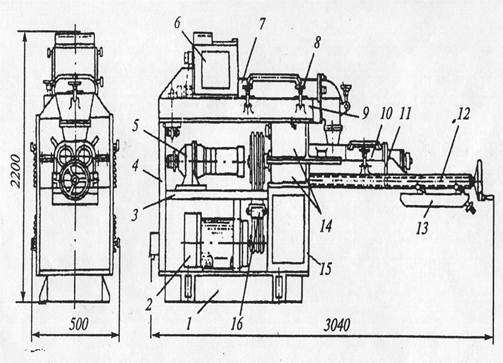
Рисунок 1.2 – Тестомесильная машина РЗ – ХТО
Машина имеет две раздельные камеры: смешения и пластификации. В камере смешения 4 расположены две месильные лопасти 6, на концах которых установлены винтовые шнеки, а между ними – спиральная образующая. Подача муки в камеру смешения производится через патрубок 2, жидких компонентов – через патрубок 1. Патрубок 3 служит для возврата в машину дефектного теста. Привод валов смесителя осуществлен от мотора – редуктора 5 мощностью 2,2 кВт. В конце камеры смешения тесто поступает в переходный патрубок 8 и далее в пластификатор 9, или камеру интенсивной проработки месильными валами, приводимыми во вращение от электродвигателя 11 через редуктор 7. На выходе из камеры установлен термометр 10 для контроля температуры теста.
В камере пластификации осуществляется интенсивная механическая обработка теста путем продавливания его между звездообразными валками, вращающимися в разные стороны и работающими по принципу шестеренчатого насоса. В зоне сжатия (на рисунке заштрихована) давление теста повышается до 3 * 10 Па, а температура теста – на 10…15 °С. Для изменения степени проработка теста в пластификаторе в схеме машины предусмотрена установка тиристорного преобразователя частоты, позволяющая плавно изменять обороты вала пластификатора.
Общий вид машины приведен на рисунке 1.3. Станина машины собрана из чугунных плит 1, 3, 4, 15, которые скреплены с чугунными корпусами редуктора 5 и смесительной камеры 9. На плите 1 укреплен электродвигатель 2, а на плите 3 – мотор редуктор 5, натяжной ролик 16 и редуктор 14. Для удобства очистки камера предварительного смешения снабжена откидной крышкой 7 с петлями и винтовыми зажимами 8. Для облегчения открывания крышки ее петли снабжены устройством, компенсирующим массу крышки. Загрузочная воронка имеет боковые дверки 6, открытие которых облегчают доступ для очистки смесительной камеры. Крышки и дверки снабжены резиновыми уплотнителями, герметизирующими место разъема.
Подобную откидную крышку имеет и камера пластификатора 10. Помимо этого имеется винтовое устройство 12, позволяющее выводить рабочие органы пластификатора из камеры 11. Для удобства очистки и промывки смонтирован лоток 13.
Тестомесильная машина РЗ – ХТО обеспечивает интенсивный замес теста, улучшающий качественные показатели готовых изделий, и открывает широкие возможности применения новых прогрессивных технологических схем, сокращающих длительность цикла брожения теста перед разделкой.
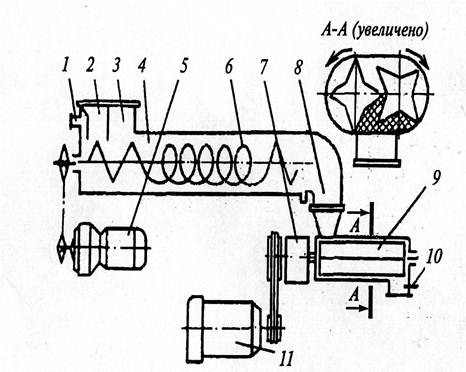
Рисунок 1.3 -
Следует, однако, обратить внимание на то, что в настоящей машине процесс смешения объединен со второй фазой замеса, поэтому требует значительного расхода энергии. Пластификация теста за счет сжатия до 310 Па нуждается в уточнении, поскольку сжатие между параллельными ребрами валков для придания продольного перемещения сопровождается повышенным нагревом теста и является нежелательным.
Техническая характеристика тестомесильной машины РЗ – ХТО
Производительность, т/сут - до 10
Установленная мощность, кВт - 17
Частота вращения месильного органа, об/мин - 50..150
Габаритные размеры, мм - 3040*500*2200
Масса, кг - 450
Машина РЗ-ХТИ-3 предназначена для интенсивного замеса пшеничного теста с переменным режимом замеса, который обеспечивается путем применения трехскоростного электродвигателя. Машина имеет стационарную корытообразную месильную емкость, которая при разгрузке поворачивается вокруг горизонтальной оси.
Рабочая емкость машины 5 (рисунок 1.4) установлена на двух поворотных цапфах 4, которые вмонтированы в поворотные опоры 3, закрепленные на станине 1. Внутри цапф пропущены приводные валы 2, на концах которых в месильной емкости закреплены Г – образные рычаги 6
месильного органа, соединенные между собой вилкообразным рычагом и штангой 7. Привод месильного органа осуществляется от двух приводных электродвигателей 9 через зубчатые редукторы 10. Конструкция месильного органа благодаря применению различных скоростей правого и левого Г – образных рычагов позволяет изменять свое пространственное положение относительно опор.
Загрузка компонентов осуществляется через патрубки, вмонтированные в неподвижной крышке 8. Выгрузка теста осуществляется путем поворота корыта с помощью индивидуального привода. Управление машиной осуществляется автоматически по заданной программе.
Замес теста в машине осуществляется следующим образом. Г образные рычаги попеременно в течение половины оборота перемешиваются параллельно цилиндрической части месильной емкости на небольшом расстоянии от нее, за один оборот прорабатывается сравнительно небольшая масса теста, но при этом возникают большие нагрузки на валу месильной лопасти. В последующие пол оборота над цилиндрической частью днища проходит углом соединение штанги с шарнирным рычагом и перемешивает массу иным образом, однако воздействие самой цилиндрической штанги на тесто менее значительно даже при дифференциальной скорости ее концов.
К достоинствам машины следует отнести интенсивное воздействие на тесто при замесе, способствующее сокращению брожения теста, автоматическое управление процессом замеса, устройство механизированной разгрузки при периодическом замесе.
Рисунок 1.4 – Машина РЗ-ХТИ-3
Техническая характеристика тестомесильной машины РЗ -ХТИ - 3
Производительность, т/сут - 23…28
Продолжительность замеса, мин - до 3,0
Установленная мощность, кВт - 21
Частота вращения месильного органа, мин - 60, 90, 120
Вместимость месильной камеры, м - 0,35
Габаритные размеры, мм - 1860*1400*1870
Масса, кг - 800
2 Технологическая часть
Булочка московская вырабатывается из пшеничной муки высшего сорта. Булочка представляет собой штучное изделие округлой формы с тремя надрезами на поверхности, массой 0,2 кг. Диаметр изделия 13-15 см. Выпекают булочки в увлажненной пекарной камере при температуре 200 – 220 оС. Продолжительность выпечки 19-21 минут.
2.1 Рецептура и физико-химические показатели качества заданного ассортимента
В данном проекте ведется расчет технологической линии для производства различного ассортимента хлебобулочных изделий, в частности булочки московской. Технологическая линия производительностью 1000 т/сут.
В таблице 2.1 представлен ассортимент хлебобулочного изделия и нормативная рецептура на 100 кг муки.
В таблице 2.2 приведены физико-химические показатели качества изделий.
Таблица 2.1 - Нормативная рецептура булочки московской
| Наименование сырья | Количество сырья, кг | Влажность, % |
| Мука пшеничная в/с | 100 | 14,5 |
| Дрожжи хлебопекарные | 2,5 | 75 |
| Соль поваренная пищевая | 2 | 3 |
| Сахар песок | 1 | 0,15 |
| Вода |
Таблица 2.2– Физико-химические показатели качества изделий
| Наименование | ГОСТ | Масса, кг | Размеры: длина, ширина, диаметр | Вид изделия | Показатели качества | ||
| W, % | кисло-тность, град Но | порис-тость | |||||
| Булочка московская | 27844-88 | 0,2 | Ø13-15 | подовый | 44 | 3 | 64 |
2.2 Устройство и принцип действия производства линии
Муку доставляют на хлебозавод в автомуковозах, принимающих до 7…8 т муки. Автомуковоз взвешивают на автомобильных весах и подают под разгрузку. Для пневматической разгрузки муки автомуковоз оборудован воздушным компрессором и гибким шлангом для присоединения к приемному щитку 8. Муку из емкости автомуковоза под давлением по трубам 10 загружают в силосы 9 на хранение.
Дополнительное сырье – раствор соли и дрожжевую эмульсию хранят в емкостях 20 и 21. Раствор соли предварительно готовят в специальной установке.
При работе линии муку из силосов 9 выгружают в бункер 12 с применением системы аэрозольтранспорта, который кроме труб включает в себе компрессор 4, ресивер 5 и воздушный фильтр 3. Расход муки из каждого силоса компрессор 4, ресивер 5 и воздушный фильтр 3. Расход муки из каждого силоса регулируют при помощи роторных питателей 7 и переключателей 11. Для равномерного распределения сжатого воздуха при различных режимах работы перед роторными питателями устанавливают ультразвуковые сопла 6.
Программу расхода муки из силосов 9 задает производственная лаборатория хлебозавода на основе опытных выпечек хлеба из смеси муки различных партий. Такое смешивание партий муки позволяет выравнивать хлебопекарные качества рецептурной смеси муки, поступающей на производство. Далее рецептурную смесь муки очищают от посторонних примесей на просеивателе 13, снабженным магнитным уловителем, и загружают через промежуточный бункер 14 и автоматические весы 15 в производственные силосы 16.
В данной линии для получения хорошего качества хлеба используют двухфазный способ приготовления теста. Первая фаза – приготовление опары, которую замешивают в тестомесильной машине 17. В ней дозируют муку из производственного силоса 16, также оттемперированную воду и дрожжевую эмульсию через дозировочную станцию 18. Для замеса опары используют от 30 до 70 % муки. Из машины 17 опару загружают в шестисекционный бункерный агрегат 19.
Готовое тесто стекает из емкости 22 в приемную воронку тестоделительной машины 23, предназначенной для получения порций теста одинаковой массы. После обработки порций теста в округлительной машине 24 образуются тестовые заготовки шарообразной формы, которые с помощью маятникового укладчика 1 раскладывают в ячейки люлек расстойного шкафа 2.
Расстойка тестовых заготовок проводится в течение 35…50 мин. При относительной влажности воздуха 65…85 % и температуре 30…40 °С в результате брожения структура тестовых заготовок становится пористой, объем их увеличивается в 1,4…1,5 раза, а плотность снижается на 30…40 %. Заготовки приобретают ровную гладкую эластичную поверхность.
Для предохранения тестовых заготовок от возникновения при выпечке трещин – разрывов верхней корки в момент перекладки заготовок на под печи 25 их подвергают надрезке или наколке.
На входном участке пекарной камеры заготовки 2…3 мин подвергаются гидротермической обработке увлажнительным устройством при температуре 105…110 °С. На среднем и выходном участках выпекают при температуре 200…250 °С. В процессе движения с подом печи тестовые заготовки последовательно проходят все тепловые зоны пекарной камеры, где выпекают за промежуток времени от 20 до 55 мин, соответствующий технологическим требованиям на выпускаемый вид хлеба.
Выпеченные изделия с помощью укладчика 26 загружают в контейнеры 27 и направляют через отправочное отделение в экспедицию.
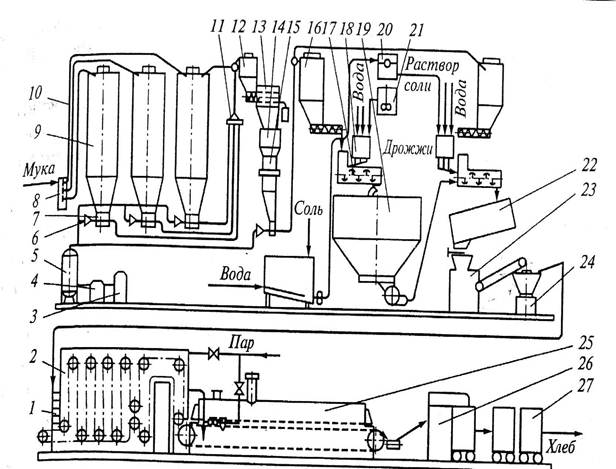
Рисунок 2.1 – Технологическая линия производства хлеба
2.3 Расчет производительности печей
Разработку проекта начинают с выбора типа и мощности хлебопекарных печей. Основная характеристика рабочей площади пода, которая по утвердившему параметрическому ряду составляет 8, 16, 25, 40, 50, 100 м3
В зависимости от мощности проектируемого хлебозавода для выпечки хлеба и булочных изделий следует установить серийно выпускаемые тоннельные печи с ленточным подом БН-25; ПХС-25; ПХС-40; ПХС-50; ПХС-100.
Производительность печи зависит от количества хлебных изделий на поду или в люльке; массы изделий и продолжительности выпечки.
Количество изделий, по ширине п1 и длине п2 пода или люльке печи определяют по формуле
![]() ,(2.1)
,(2.1)
![]() ,(2.2)
,(2.2)
гдеВ и L – соответственно ширина и длина пода или люльки, мм;
В и l – соответственно ширина (диаметр) и длина (диаметр) изделия, мм;
а – величина зазора между половыми изделиями (20-40 мм).
Для булочки московской – печь ПХС-25, расстойный шкаф РШВ
![]()
![]()
принимаем п2 = 56
Часовую производительность тоннельной печи рассчитывают по формуле
![]() ,(2.3)
,(2.3)
гдеm – масса изделия, кг;
t – время выпечки, мин.;
Зная часовую производительность, можно определить суточную по формуле
Рсут = Рч . 23(2.4)
![]() кг,
кг,
![]() т/сут.
т/сут.
Таблица 2.3 – Скорректированная суточная производственная мощность
| Наименование изделия | Масса, кг | Часовая производительность, кг | Продолжительность работы печи, ч | Суточная выработка, кг |
| Булочка московская | 0,2 | 302,4 | 15,34 | 7321 |
2.4 Расчет выхода готовой продукции
Выход – масса готовой продукции в кг или % получаемая из 100 кг муки и дополнительного сырья.
Определяется по формуле
 (2.5)
(2.5)
где![]() Gi – общее количество сырья по
рецептуре изделия, за исключением воды, кг;
Gi – общее количество сырья по
рецептуре изделия, за исключением воды, кг;
![]() ср – средневзвешенная влажность
сырья, %;
ср – средневзвешенная влажность
сырья, %;
Wт – влажность теста, %;
![]() - затраты сырья при брожении, 2
3%;
- затраты сырья при брожении, 2
3%;
![]() - затраты сырья при выпечки, 6
14%;
- затраты сырья при выпечки, 6
14%;
![]() - затраты сырья при усушке, 3
4%.
- затраты сырья при усушке, 3
4%.
Средневзвешенную влажность сырья в тесте ![]() ср (в %) находят по
формуле
ср (в %) находят по
формуле
 (2.6)
(2.6)
гдеGм, Gдр, Gc – расход муки, дрожжей, соли, по рецептуре, кг;
Wм, Wдр, Wс – соответственно, их влажность, %.
Влажность теста Wт (в %) определяют исходя из влажности хлеба по стандарту
Wт = Wхл + n(2.7)
гдеn – разность между влажностью теста и мякиша остывшего хлеба, %.
Ориентировочно значения п модно принять:
- для обойной муки 1,0-1,5 %;
- пшеничной сортовой муки 0,5-1,0 %;
- сеяной 0,5-1,0 %.
Булочка московская
Wхл = 44 %п = 0,5 %,Wт = 44,5 %
 %
%
 кг.
кг.
Результаты заносим в таблицу 2.4
Таблица 2.4 - Выход готовой продукции
| Наименование изделия | Масса, кг | Выход, % | |
| расчетный | плановый | ||
| Булочка московская | 0,2 | 133,7 | 133 |
2.5 Расчет суточного расхода сырья
Количество расходуемой в сутки муки, тонн для каждого сорта изделия определяют по формуле
![]() ,(2.8)
,(2.8)
где Рс – суточная выработка отдельного сорта хлеба, кг.;
В – выход соответствующего сорта хлеба (расчетный), %.
Необходимое количество дополнительного сырья определяют умножением суточного расхода на срок хранения сырья в сутках.
Булка московская
Рсут = 4633
 кг;
кг;
![]() кг;
кг;
![]() кг;
кг;
![]() кг;
кг;
Запас: мука высший сорт 24256,54
дрожжи 259,89
соль 1039,5
сахар 519,75
Расчет вносим в таблицу 2.5
Таблица 2.5 – Данные по суточному расходу сырья и требуемому запасу
| Наименование изделия | Суточная выработка, кг | Выход, кг | Суточный расход, кг | |||
| Мука пшеничная высший сорт | соль | сахар | дрожжи | |||
| Булочка московская | 4633 | 133,7 | 3465,22 | 69,30 | 34,65 | 86,63 |
| Срок хранения, сут | 7 | 15 | 15 | 3 | ||
2.6 Расчет пофазных рецептур теста
Методика расчета пофазных рецептур зависит от способа приготовления теста, вида применяемых дрожжей и других технологических факторов.
В хлебопекарной промышленности наибольшее распространение получили следующие способы приготовления пшеничного теста: на жидких опарах, густых и больших густых опарах, которые в основном отличаются содержанием муки в опарах и их влажностью.
Ориентировочное содержание муки и влажности опар приведена в таблице 2.6.
Таблица 2.6 – Содержание муки и влажности опар
| Показатели опар | Способы тестоприготовления | ||
| жидкая опара | густая опара | большая густая опара | |
| Содержание муки в % | 25-30 | 50 | 65-70 |
| Влажность, в % | 65-70 | 45-47 | 41-43 |
Выход теста (в кг) из 100 кг муки и дополнительного сырья равен
 (2.9)
(2.9)
Расход воды для приготовления теста (в кг) составляет
Gв = Gт – ( Gм + Gдр + Gc + …)(2.10)
Для замеса теста будет расходоваться муки (в кг)
![]() (2.11)
(2.11)
где![]() - количество муки в тесто;
- количество муки в тесто;
Gм о – расход муки для замеса опары, кг.
Массу опары рассчитывают аналогично массе теста (в кг)
 (2.12)
(2.12)
гдеWо – влажность опары, в %.
Количество раствора соли в кг для замеса теста
 ,(2.13)
,(2.13)
где 0,26 – концентрационный коэффициент.
Расход воды для замеса опары в кг равен
![]() , (2.14)
, (2.14)
Расход воды в кг для приготовления раствора соли
![]() (2.15)
(2.15)
Расход воды для замеса теста в кг составит
![]() ,(2.16)
,(2.16)
Результаты расчета вносим в таблицу 2.7
Выбираем большую густую опару Qм = 65-70 %, W = 41-43 %.
Исходя из формулы (2.9) находим выход теста из 100 кг муки и дополнительного сырья Wт = 44,5 %.

Расход воды для приготовления теста в соответствии с формулой (2.10) равен
![]()
Для замеса теста по формуле (2.11),будет расходоваться мука
![]() кг.
кг.
Массу опары рассчитываем аналогично массе теста по формуле (2.12)
![]() кг.
кг.
Количество раствора соли для замеса теста находим по формуле (2.13)
 кг.
кг.
Расход воды для замеса опары находится по формуле (2.14)
![]() кг.
кг.
В соответствии с формулой (2.15) находим расход воды для приготовления раствора соли
![]() кг.
кг.
Расход воды для замеса теста составит
![]() кг.
кг.
Таблица 2.7 – Пофазная рецептура приготовления теста для булочки московской
| Наименование сырья и полуфабрикатов | Всего | В опару | В тесто |
| Мука пшеничная высший сорт | 100 | 65 | 35 |
| Вода | 49,28 | 27,75 | 21,53 |
| Дрожжи хлебопекарные | 2,5 | 2,5 | - |
| Раствор соли | 7,69 | - | 7,69 |
| Сахар песок | 1 | - | 1 |
| Опара | - | - | 95,25 |
| Итого: | 160,47 | 95,25 | 160,47 |
2.7 Расчет минутного расхода сырья и полуфабрикатов
При непрерывном приготовлении теста в агрегатах, производят расчет минутного расхода сырья, который необходим для выбора и настройки дозировочной аппаратуры.
Общий минутный расход муки (в кг/мин) для приготовления теста определяют по формуле
![]() (2.17)
(2.17)
Расход муки для замеса опары (в кг/мин) составляет
 (2.18)
(2.18)
Расход муки для замеса теста, (кг/мин), равен
![]() (2.19)
(2.19)
Расход дрожжевой суспензии для замеса опары определяют по зависимости
 ,(2.20)
,(2.20)
гдеа – количество частей воды на одну часть дрожжей.
Расход опары для замеса теста (в кг/мин), находится по формуле
 (2.21)
(2.21)
Результаты вносим в таблицы 2.7
Общий минутный расход муки
 кг/мин.
кг/мин.
Расход муки для замеса опары находим по формуле (2.18)
![]() кг/мин.
кг/мин.
Расход муки для замеса теста находим по формуле (2.19)
Мт = 3,7 – 2,4 = 1,3 кг/мин.
Расход дрожжевой суспензии на замес опары находим по формуле (2.20)
![]() кг/мин;
кг/мин;
![]() кг/мин;
кг/мин;
![]() кг/мин;
кг/мин;
![]() кг/мин;
кг/мин;
![]() кг/мин;
кг/мин;
![]() кг/мин;
кг/мин;
![]() кг/мин;
кг/мин;
![]() кг/мин;
кг/мин;
![]() кг/мин
кг/мин
Таблица 2.8 – Минутный расход сырья для приготовления московской булочки
| Сырье и полуфабрикаты | В опару, кг | В тесто, кг | Всего, кг |
| Мука | 2,4 | 1,3 | 3,7 |
| Дрожжи | 0,27/0,037 | - | 0,037 |
| Опара | - | 3,52 | - |
| Раствор соли | - | 0,28 | 0,28 |
| Вода | 1,02 | 0,79 | 1,81 |
| Сахар-песок | - | 0,037 | 0,037 |
| Итого: | 3,69 | 5,92 | 5,86 |
2.8 Выбор и расчет технологического оборудования
В проекте необходимо предусмотреть бестарный прием, хранение и внутризаводские транспортировки основного и дополнительного сырья, использование непрерывно-поточных, комплексно-механизированных и автоматизированных тестоприготовительных агрегатов, тесторазделочных машин, контейнерное хранение хлебобулочных изделий.
Расчет складов основного и дополнительного сырья.
Для создания комплексно-механизированного предприятия необходимо предусматривать бестарные склады муки, в которых хранение муки осуществляется в силосах.
Хлебопекарные предприятия мощностью больше 30 т/сут проектируют с бестарным складом не менее чем на семь суток запас муки.
В настоящее время для складских установок используют в основном силоса марки: ХЕ-160А; ХЕ-233; М-111; М-118 и другие.
Общий объем емкости для хранения муки
 ,(2.23)
,(2.23)
гдеМс – суточный расход муки по сортам, кг;
п – срок хранения муки в сутках, (п = 7);
![]() - плотность муки (
- плотность муки (![]() = 550 кг/м3).
= 550 кг/м3).
Число емкостей для хранения отдельных сортов муки определяется по формуле
 ,(2.24)
,(2.24)
гдеQ – вместимость силоса или бункера, кг.
Общее число складских емкостей
![]() ,(2.25)
,(2.25)
Площадь склада, занимаемая емкостями
![]() ,(2.26)
,(2.26)
гдеМ – масса муки в складе;
Vск – объем муки массой 1 т, занимаемая в складе, м3;
Н – высота склада (м) с учетом подсилосного и надсилосного помещения.
Общий объем емкости для хранения муки определяем по формуле (2.23).
Пшеничная высший сорт![]() м3
м3
Vобщ = 385,61 м3.
Число емкостей для хранения отдельных сортов муки ХЕ-160А (Q = 48,8 м3).
Площадь склада, занимаемая емкостями
![]()
Vск = 1000/550 = 1,82 м3
![]()
![]() м3.
м3.
После расчета склада бестарного хранения муки необходимо подобрать переключатели, фильтры, питатели, материалопроводы.
Переключатели служат для изменения направления потока аэросмеси в материалопроводе. На складе используются 2-х позиционные переключатели: М-125; М-126; ПДЭ-2-75; многопозиционные: М-129; М-130; М-131; М-132.
Питатели: шлюзовые (роторные) М-116; М-122; шнековые ПШМ-1; ПШМ-2; ПШМ-3 камерные ХКН-0,1Б. Для очистки воздуха от частиц муки рекомендуют самовстряхивающие фильтры марки ХЕ-161; ХЕ-162 для силосов ХЕ и для бункеров М-102; М-111; М-118.
Линии по производству булочки московской выбираем двухпозиционный переключатель М-125. Фильтры ХЕ-161. Питатели: роторные М-122, шнековые ПШМ-1. Материалопровод диаметр 42х2.
Другие виды сырья, основное и дополнительное на хлебозавод доставляется специальным транспортом. При поступлении в жидком виде сырье перекачивают насосом в емкости для хранения, если же оно поступает в сухом виде его предварительно растворяют в специальных установках и хранят в жидком виде. Затем дополнительное сырье перекачивают насосом по трубопроводам в расходные бачки, откуда через дозировочное устройство оно подается для приготовления полуфабриката и теста. Жидкие компоненты при порционном замесе отмеривают по объему, автоматическими бачками солемерными АСБ-20, водомерными АВБ-100, АВБ-200.
Работающие по весовому принципу дозировочные станции ВНИИХП-0,4А – дозируют до 5 компонентов одновременно. Дозатор жидких компонентов Ш2-ХДБ.
При непрерывном тестоприготовлении жидкие компоненты отмериваются в автоматических станциях ВНИИХП-0,5 и ВНИИХП-0,6. Полуфабрикаты жидкой консистенции дозируются с помощью кранового и черпакового дозаторов.
Вместимость резервуаров для хранения сырья, поступающего на завод в жидком виде определяют по формуле
 ,(2.27)
,(2.27)
гдеGж – расход жидкого сырья в сутки;
К – коэффициент увеличения объема резервуара (1,1 – 1,2);
п – срок хранения, в сут.;
![]() – плотность жидкого сырья в кк/м3.
– плотность жидкого сырья в кк/м3.
Вместимость резервуаров для сырья, поступающего на завод в сухом виде, а затем растворенного
 ,(2.28)
,(2.28)
гдеGс – суточный расход сухого сырья;
К1 – запас емкости на пенообразование (0,1…0,25);
А – доза сырья, в кг, в 100 кг раствора.
Асоли = 26 кг![]() = 1200 кг/м3;
= 1200 кг/м3;
Асах = 50 – 65 кг![]() = 1230 кг/м3;
= 1230 кг/м3;
Адр = 25 кг![]() = 1050 кг/м3.
= 1050 кг/м3.
Исходя из полученных результатов, необходимо подобрать емкости, баки, цистерны, установки для хранения разжиженного сырья.
Для бестарного хранения и внутризаводского транспортирования раствора сахара можно использовать пневматическую установку или Т1-ХСП. Для раствора соли Т1-ХСТ, жидкого жира Т1-ХУБ, молочные сыворотки и молочные продукты хранят в универсальном танке вместимостью 1,2 – 2 м3 с охлаждающей рубашкой. В проекте необходимо рассмотреть установку дрожжевых мешалок Х-14, если сахар хранится в жидком виде – сахарорастворитель ХЛБ-12, жирорастворитель СЖР-300.
Вместимость резервуаров для хранения сырья, поступающего на завод в жидком виде, находим по формуле (2.27).
Вместимость резервуаров для сырья, поступающего на завод в сухом виде, а затем растворенного находим по формуле (2.28)
![]() м3;
м3;
![]() м3;
м3;
![]() м3.
м3.
Силосно-просеивательное отделение.
Для обеспечения нормального ведения технологического процесса приготовления теста проводят обязательно подготовку муки к производству, включающую следующие операции: смешивание, просеивание, удаление металлопримесей.
Для расчета оборудования отдельных линий необходимо определить производительность просеивателя, которая определяется по формуле
![]() ,(2.29)
,(2.29)
гдеF – просеивающая поверхность машины, м2;
q – производительность 1 м2, для ржаной муки q = 1,5-2,0 т/ч,
для пшеничной q = 2-3 т/ч.
Используются просеивающие машины с цилиндрическим или парамидальным ситом ПБ-1,5; «Пионер-ПП», «Воронеж».
При периодической загрузке производственных силосов, время работы просеивателя для пропуска часового расхода муки
 ,(2.30)
,(2.30)
где Мч – часовой расход муки определенного сорта, кг/ч,

Коэффициент использования просеивателя
 (2.31)
(2.31)
Количество мучных линий для отдельных сортов муки
 ,(2.32)
,(2.32)
где Qч – часовая производительность мучной линии, проверяется по производительности просеивателя, кг/ч.
На хлебопекарных предприятиях для просеивания муки применяют просеиватели ПБ-1,5, «Воронеж». Количество производственных силосов принимают из расчета одновременной подачи муки на тестоприготовительную линию из 2-х силосов.
Запас муки в силосах (G) зависит от производительности линии и для отдельных сортов муки составит
![]() ,(2.33)
,(2.33)
гдеТ – срок запаса муки (Т = 2-8 ч).
Количество производственных силосов определяют по формуле
![]() ,(2.34)
,(2.34)
гдеq – масса муки в силосе.
Масса муки в силосе ориентировочно может быть рассчитана
![]() ,(2.35)
,(2.35)
гдеV – объем силоса, м3;
![]() - насыпная плотность муки, кг/м3.
- насыпная плотность муки, кг/м3.
Продолжительность заполнения одного силоса (в мин) равна
 ,(2.36)
,(2.36)
гдеQч – часовая производительность мучной линии, кг/ч.
Для хранения производственного запаса муки применяют металлические стандартные силоса ХЕ-63В-1,85; ХЕ-63-2,9, м3.
Применяем просеиватель ПБ-1,5 F = 1,5 м2, q = 2 т/ч, Q = ![]() т/ч.
т/ч.
![]()
![]() мин.
мин.
Коэффициент использования просеивателя
![]()
Количество мучных линий составит
Принимаем 1 мучную линию.
Запас муки в силосах G зависит от производительности линий и для отдельных сортов муки составит
![]()
Количество производственных силосов находим по формуле (2.34)
ХЕ-63В-2,9, V = 2,9 м3, q = ![]() кг.
кг.
![]()
Продолжительность заполнения 1-го силоса находим по формуле (2.36)
![]() мин.
мин.
Расчет оборудования тестоприготовительного отделения хлебозавода.
Технический расчет тестоприготовительных агрегатов непрерывного действия сводится к проверке вместимости бродильного аппарата и расчету объема емкости для кратковременного брожения теста (емкость над тестоделителем). Расчетный объем бункера в м3 для брожения опары в агрегата А2 ХТТ.
Для пшеничного теста
 , (2.37)
, (2.37)
гдеРч - часовая производительность печи, кг/ч;
tбр – продолжительность брожения опары, мин.;
Р – расход муки на замес опары, %;
Вхл – выход хлеба, %;
п – количество секций в бункере;
qо – масса муки загружаемая на 100 л геометрического объема емкости, для опары, кг.
п = 6.
Расчетную вместимость бункера для брожения закваски определяют по часовому расходу муки на закваску
![]() ,(2.38)
,(2.38)
гдеG – расход муки на приготовление закваски, %;
Gч – содержание муки в закваске, идущей на приготовление новой порции закваски, %;
Мч – минутный расход сырья.
![]() (2.39)
(2.39)
Петли сменяемости секций бункера тестоприготовительного агрегата, мин
 ,(2.40)
,(2.40)
гдеtбр – время брожения закваски, мин.
Количество муки в кг, загружаемой в одну секцию бункера
 ,(2.41)
,(2.41)
Зная Мс – объем закваски в одной секции бункера можно вычислить
 ,(2.42)
,(2.42)
гдеq3 – масса муки, загружаемая на 100 л геометрического объема емкости для закваски.
Зная значение объема одной секции, общий объем бункера составит
![]() (2.43)
(2.43)
Если расчет Vр бункера окажется несколько больше стандартного Vс, предусматривают увеличение высоты цилиндрической части бункера на высоту
 ,(2.44)
,(2.44)
Его расчетный объем находим по формуле
 ,(2.45)
,(2.45)
где![]() - часовой расход жидкого
полуфабриката, т/ч;
- часовой расход жидкого
полуфабриката, т/ч;
tбр – длительность брожения полуфабриката, ч;
![]() - плотность выброженного
полуфабриката (
- плотность выброженного
полуфабриката (![]() = 750-800 кг/м3);
= 750-800 кг/м3);
(1+х) – коэффициент, учитывающий увеличение объема полуфабриката в процессе брожения (х = 0,25-0,3).
Так как емкость брожения ведущая, то не рассчитываем дозировочные станции.
Объем емкости под делителем для кратковременного брожения теста, м3
 , (2.46)
, (2.46)
гдеРч - часовая производительность печи;
tбр – продолжительность брожения теста в емкости над тестоделителем;
Вхл – выход хлеба, %;
п – количество секций в бункере;
qт – масса муки загружаемая на 100 л геометрического объема емкости, для теста, кг.
Значение q в зависимости от сорта переработанной муки и вида полуфабриката приведено в таблице 2.9.
Таблица 2.9
| Сорт муки | Полуфабрикаты | ||
| закваска | опара | тесто | |
| в/с | - | 26 | 32 |
Расчетный объем бункера в м3 для брожения опары пшеничного теста находится по формуле (2.37)
 м3
м3
Расходную вместимость бункера для брожения закваски определяют по часовому расходу муки на закваску (густая закваска) определяем по формуле (2.38)
![]()
Ритм сменяемости секций бункера
![]() мин.
мин.
Часовая сменяемость секций
Исходя из формулы (2.41) находим количество муки, загружаемое в одну секцию бункера
 кг.
кг.
Объем закваски в 1-й секции бункера
![]() м3
м3
![]() м3 (И8-ХТА-6).
м3 (И8-ХТА-6).
Емкости над тестоделителем для кратковременного брожения теста определяем по формуле (2.37)
 м3.
м3.
Оборудование тесторазделочных линий.
На тесторазделочных машинах осуществляется деление теста на куски заданной массы, их округление, предварительная расстойка, закатка, окончательная расстойка и надрезка (наколка).
Количество тесторазделочных машин рассчитывают по минутному расходу тестовых заготовок и производительности делителя. Потребность в тестовых заготовках определяется по формуле
![]() ,(2.47)
,(2.47)
гдеРч – часовая производительность печи для определенного сорта хлеба, т/ч;
m – масса тестовой заготовки, кг.
Количество тестоделительных машин на каждый сорт изделия находится по формуле
 ,(2.48)
,(2.48)
гдеnд – производительность делителя, кусков в минуту;
х – коэффициент запаса машины (х = 1,04-1,05).
Таблица 2.10
| Марка | Орган нагнет. | Масса тестовой заготовки | Точность деления | Производительность | Назначение тестоделителей |
| 1 | 2 | 3 | 4 | 5 | 6 |
| А2-ХЛ1-09 | валки | 0,05 – 0,2 |
|
40 – 100 | Для мелкоштучных изделий из пшеничной сортовой муки |
Рч = 302,4; m = 0,2 кг
А2-ХТН пд = 60 куск/мин.
 шт/мин.
шт/мин.
![]()
Округлители и закаточные машины для батонообразных изделий по производительности рассчитаны на обслуживание типовых делителей установленных в технологических линиях. Их характеристики приведены в таблице 2.11.
Таблица 2.11
| Показатели | Округлители | Закаточные | ||||
| ХТО | Т1-ХТН | Т1-ЗТС | МЗА-50 | Т1-ХТ2-31 | С500М | |
| Производительность, куск/мин | 100 | 63 | 100 | 60 | 70 | 80 |
| Масса тестовых заготовок |
0,01 1,100 |
0,200 0,24 |
0,05 0,24 |
0,055 0,55 |
0,22 1,100 |
0,02 0,15 |
Выбираем округлитель Т1-ХТН, производительностью 63 куск/мин. массой 0,2 кг.
Для восстановления структуры тестовых заготовок, для батонообразных и мелкоштучных изделий предусмотрена предварительная расстойка в течение 5 – 8 мин осуществляемая на ленте транспортера или в специальных шкафах с ленточными либо люлечными цепным конвейером.
Длина конвейеров шкафа предварительной расстойки в м, равна
 ,(2.49)
,(2.49)
гдеlпр = (5…8 мин) – продолжительность расстойки;
l – расстояние между центрами тестовых заготовок (0,20…0,30) м;
m – масса тестовой заготовки.
Пересчет на тестовую заготовку производится по формуле
 , (2.50)
, (2.50)
гдеmхл – масса остывшего хлеба, кг;
qуп, qус – затраты на упек и усушку, %.
Скорость движения транспортера
 ,(2.51)
,(2.51)
соответственно
 ,(2.52)
,(2.52)
Для булочки московской
 кг.
кг.
![]() м/с
м/с
так как L > 8 – выбираем шкаф предварительной расстойки.
Для окончательной расстойки тестовых заготовок используют различные конвейерные шкафы. Расчет или проверку производительности типовых шкафов осуществляют следующим образом.
Рассчитываем количество рабочих люлек в шкафу
 ,(2.53)
,(2.53)
гдеtок – продолжительность окончательной расстойки (25 120 мин);
пл – количество тестовых заготовок на 1-й люльке.
Тогда производительность конвейерного шкафа равна, м/ч
 ,(2.54)
,(2.54)
гдеNр – рабочие люльки;
Nх – холостые люльки.
Общее число люлек в шкафу равно
![]() ,(2.55)
,(2.55)
соответственно
![]() ,(2.56)
,(2.56)
где Nобщ – соответствует типу шкафа.
Общая длина цепи конвейерного шкафа для расстойки
![]() ,(2.57)
,(2.57)
гдеQ – шаг люлек (0,3 – 0,6).
Скорость при непрерывном движении цепного конвейера
 ,(2.58)
,(2.58)
Таблица 2.12 – Технологическая характеристика шкафов для окончательной расстойки
| Марка шкафа | Количество кусков теста на люльке | Число люлек | Производ. по хлебу, т/сут | |
| Nобщ | Nраб | |||
| Универсальные | ||||
| РШВ | 6/8 | 325 | 270 | 15 |
Для 1 линии РШВ.
![]() кг/ч
кг/ч
Nх = 325 – 303 = 22
![]() м
м
![]() м/с.
м/с.
Оборудование хлебохранилищ и экспедиций.
Хлебобулочные изделия после выпечки поступают в хлебохранилище для остывания и хранения. На большинстве существующих хлебопекарных предприятий внутризаводская транспортировка готовых изделий осуществляется на лотковых вагонетках с ручной укладкой продукции и циркуляционных столов. Внедряют механизированные системы по укладке готовых изделий в лотки, загрузка лотков в контейнеры, транспортировка их в хлебохранилище и после остывания хлеба – в экспедицию для отправки в торговую сеть. Количество контейнеров и вагонеток для остывания и хранения готовых изделий зависит от общей часовой выработки по каждому изделию, сроков их хранения, размера и вида изделий, перерыва в вывозе продукции.
Масса хлеба и булочных изделий, подлежащих хранению находится по формуле
Qобщ = Р1t1 + P2t2 + P3t3, (2.59)
гдеPi – производительность печей по видам изделий, кг/ч;
ti – продолжительность работы печей по графику для отдельных сортов хлеба за период с 20 до 4 ч.
![]() кг.
кг.
Часовое количество лотков для хранения отдельного сорта хлеба, шт, рассчитывается по формуле
![]() , (2.60)
, (2.60)
гдеn – количество хлеба на лотке, шт.;
m – масса хлеба, кг.
В проекте принимаем контейнер УкрНИИПродМаша вмещающий 32 лотка. Размеры лотка (740х450) контейнеры загружаются в автомашины в количестве 4 шт.
 шт.
шт.
Часовое число контейнеров, в шт
![]() ,(2.61)
,(2.61)
гдеК – количество лотков в контейнере, шт.
К = 32
![]()
Ритм заполнения контейнера, мин
 , (2.62)
, (2.62)
 мин.
мин.
Расчетное число контейнеров, шт, для хранения хлеба и булочных изделий на период с 20 00 до 4 00 ч.
![]() ,(2.63)
,(2.63)
гдеТ – время работы печей с 20 00 до 4 00 ч.
 шт.
шт.
Общее число контейнеров находим по формуле (2.25)
Nобщ = 17 + 31 + 19 = 67.
Таблица 2.13 – Сводные данные по расчету оборудования хлебохранилищ
| Наименование изделий | Часовая выработка, кг/ч | Вместимость | Часовое количество | Ритм заполнения контейнера, мин. | Расчетное число контейнеров | Принято в проекте контейнеров | ||
| лотка | контейнера | лотков | контейнеров | |||||
| Булочка московская | 302,4 | 15 | 480 | 100,8 | 2,85 | 21,05 | 19 | 67 |
Для перевозки хлеба используют специализированный автотранспорт. Число машин для перевозки хлеба равно
 ,(2.64)
,(2.64)
где Рс – масса хлеба отправляемого в торговую сеть в сутки, кг/сут;
Q – масса хлеба в автофургоне, кг.
![]() ,(2.65)
,(2.65)
гдеGл – масса изделий на лотке, кг;
Nл – количество лотков в машине.
![]() кг
кг
![]()
![]()
Число отпускных мест у экспедиционной платформы
 (2.66)
(2.66)
гдеtхл – продолжительность погрузки хлеба в автофургон (t = 20 мин);
Тх – продолжительность отпуска хлеба с предприятия, (Тх = 12-14 ч.);
к – коэффициент, учитывающий отправку хлеба в часы «пик» (к = 2-2,5).
![]()
п = 2,95 = 3
2.9 Строительная часть
В эту часть проекта входит составление генерального плана, объемно-планировочное решение, выбор строительных конструкций.
При проектировании руководствуются общими строительными нормами и правилами (СНиП).
Здания хлебозаводов относятся ко II классу; по долговечности ограждающих конструкций и по огнестойкости – ко II степени.
Генеральный план застройки территории.
Генплан - план участка с размещением зданий и сооружений, подъездных путей, коммуникаций, площадок, зеленых зон. Решение генерального плана продиктовано технологическими, санитарными, экологическими особенностями, влияющими на проектирование хлебозаводов, а также зданий и сооружений основного назначения СНиП П 89-80.
На площадке запроектированы следующие здания:
- производственно-административный корпус;
- склад БХМ;
- склад жидкого сырья;
- котельная;
- проходная.
На площадке расположены очистные сооружения и канализации. Отвод поверхностных вод запроектирован от зданий и сооружений к автомобильным проездам с дальнейшим выпуском в ливневые решетки. Предусмотрена зона отдыха, 20 % озеленения. Для прохода к зданиям и сооружениям предусмотрены асфальтовые тротуары.
На территории также имеются гаражи, прачечная, переносные металлические мусоросборники.
Архитектурно-строительные решения.
В комплекс зданий проектируемого хлебозавода входят: производственный корпус, административно-бытовой корпус, ряд подсобных зданий и сооружений.
Основное производственное помещение имеет комбинированное освещение: естественное и искусственное.
Бытовое и административно-управленческое помещение находится на втором этаже правого крыла здания хлебозавода.
В административном крыле здания хлебозавода располагаются: столовая, отдел кадров, комнаты дежурного слесаря и дежурного механика, медпункт, кабинет директора, главного инженера, главного технолога, зав. производством, начальника ПТП, начальника КИП, бухгалтерия, касса.
Конструктивное решение.
Конструктивная схема производственного корпуса принята каркасная. Каркас сборный железобетонный. Сетка колонн 6х6. Междуэтажные перекрытия из железобетонных плит. Фундаменты под колонны железобетонные стаканного типа. Колонны сборные железобетонные 40х40. Ригели перекрытия сборные железобетонные и стальные. Покрытие плоское утепленное с внутренними стоками. Полы – монолитные железобетонные, стальные листы, керамическая плитка, линолеум.
Окна в виде проемов с деревянными двойными переплетами по ГОСТ 8125-86.
В производственном корпусе предусмотрено следующее оборудование: водопровод объединенный, хозяйственно-питьевой, производственный и пожарный.
Канализация объединенная: производственная и хозяйственно-бытовая.
Отопление – от газовой котельной, расположенной на территории предприятия.
Электроосвещение осуществляется лампами накаливания.
Электроснабжение осуществляется через собственную трансформаторную подстанцию.
На предприятии установлены пожарно-охранные сигнализаторы.
3 Конструкторская часть
3.1 Описание проектируемой машины
Машина тестомесильная, прототипом которой выступила тестомесильная машина марки А2 – ХТТ, предназначена для замеса опары и теста из пшеничной и ржаной муки при выработки хлебобулочных изделий на предприятиях хлебопекарной промышленности.
Машина состоит (рисунок 3.1) из основания 1, блока замеса 2, дозатора муки 3, питателя муки 4, пульта управления 5 и привода 6.
Блок замеса (рисунок 3.2) имеет корытообразный корпус 6, изготовленный из нержавеющей стали, внутри которого расположен центральный вал 7. На валу соосно закреплены месильные элементы. Первые по ходу движения теста три элемента выполнены в виде винтовых крыльчаток 8 (зона смешивания), остальные четыре в виде плоских дисков 9 (зона пластифицирования).
Съемный блок 10 состоит из шести перегородок – по одной между двумя соседними подвижными элементами.
Сверху корпус закрыт перфорированной крышкой 1, позволяющий наблюдать за процессом замеса.
Жидкие компоненты вводятся через патрубок 3, густые (при необходимости) – через патрубок 2. Выход готового теста осуществляется через патрубок 4. Дозатор муки представляет собой алюминиевый корпус, внутри которого имеется вращающийся турникет, осуществляющий дозирование муки.
Питатель муки – это короб, изготовленный из оргстекла и выполняющий роль резервуара для запаса муки перед дозатором. В верхней и нижней частях питателя установлены датчики уровня, связанные с системой транспортирования муки.
Мука поступает в питатель, заполняет его и корпус дозатора. Турникет дозатора с заполненными мукой карманами, непрерывно поворачиваясь, подает муку в переднюю, часть блока замеса, где она смешивается винтовыми крыльчатками с жидкими компонентами при одновременном перемешивании вдоль вала.
Вращающиеся плоские диски в сочетании с блоком перегородок и корпусом блока замеса обеспечивают интенсивный промесс и пластификацию массы. Неподвижный скребок 5, установленный между валом и разгрузочным патрубком, способствует ускоренной выгрузке готового теста.
3.2 Расчет производительности и потребляемой мощности
Производительность тестомесильных машин непрерывного действия с рабочими органами в виде вращающихся лопастей или лопаток (кг / с)
П = z π (dл² – dв²) / 60 · 4 · s ·ρ · k1 · k2 ; (3.1)
где z – количество валов;
dл – наружный диаметр лопастей, м;
dв – диаметр вала, м;
s – шаг лопастей
n – частота вращения вала, об/мин;
ρ – плотность перемешиваемого полуфабриката, кг/м³;
k1 – коэффициент подачи (k1 = 0,1 ÷ 0,2);
k2 – отношение суммарной площади лопастей к винтовой поверхности того же диаметра и шага (k2 = 0,15 ÷ 0,20).
П = 1 · 3,14 (0,11 – 0,002) / 60 · 4 · 0,092 · 50 · 1080 · 0,2 · 0,20 = 0,28 кг/с
Ориентировочно мощность электродвигателя (кВт) тихоходных тестомесильных машин периодического или непрерывного действия
N = 0,4 G · R · ω · g · z / 1000 · η, (3.2)
где – G – масса теста в деже или рабочей камеры машины, кг;
R – максимальный радиус вращения месильного органа, м;
Z – число валов рабочих органов;
g- ускорение свободного падения, м/с (g = 9,81);
ω- угловая скорость вращения месильного органа, рад/с;
η- КПД приводного механизма машины (η = 0,8…0,85)
G = (а · b · h) 0,9 η (3.4)
G = (0,870 · 0,85 · 0,454) 0,9 · 1080 = 326,33
ω = π n / 30, рад/с (3.5)
ω = 3,14 · 50 / 30 = 5,2 рад/с
N = 0,4 · 326,33 · 0,153 · 5,2 · 1 / 1000 · 0,85 = 1,2 кВт ≈ 1,5 кВт из таблицы
4 Охрана труда
4.1 Анализ и обеспечение безопасных условий труда и мероприятия по улучшению
В хлебопекарном производстве вредными основными производственными факторами являются пыль, шум, повышенная температура воздуха, монотонность труда на ряде производственных операций. Во время эксплуатации оборудования возникает опасность поражения электрическим током, возможен взрыв мучной пыли, баллонов
В хлебобулочном цехе используются склады бестарного хранения муки. По взрывной, взрывопожарной и пожарной опасности предприятие относится к категории Б - цеха приготовления и транспортировки угольной пыли, древесной муки, сахарной пудры. Мука является не только горючим, но в аэрозольном состоянии и взрывоопасным веществом. Многие процессы и операции на складах бестарного хранения сопровождаются выделением муки в воздух, а также накоплением статического электричества на оборудовании и его элементах, для предупреждения которых применяются специальные меры.
Мука на склад бестарного хранения доставляется муковозами, из которых с помощью соединительного шланга она выгружается в бункер. Во время разгрузки соединительный трубопровод заземляется для того, чтобы исключить возможность накопления зарядов статического электричества. С этой же целью у загрузочного отверстия в бункере установлены конусы, соединенные с заземленным корпусом бункера. Мука, подаваемая в бункер, попадает на конус, ссыпается с него, при этом отдает накопившиеся заряды статического электричества, которые отводятся в землю. В воздухе помещений склада, а также в мукопросеивательном отделении, которое нередко является его частью, может находиться мучная пыль во взвешенном и осевшем состоянии на технологическом оборудовании и конструкциях. Она попадает в помещение через неплотности в технологическом оборудовании, корпусах весов, шнековых и ковшовых транспортеров, мукопроводовв рукавных фильтров и воздуховыпусков.
При движении муки по трубам аэрозольного транспорта возможно образование пробки. С целью их предотвращения воздух для аэрозольного транспорта осушают от влаги и масла. Необходимо постоянно следить за давлением воздуха в магистралях, так как его снижение неизбежно приведет к образованию пробки, признаком которой является повышение давления в системе. При этом работу аэрозольного транспорта должна быть прекращена и установлено место расположения пробки и завала. Завалы муки в трубах ликвидируют путем подачи сжатого воздуха через штуцера, вваренные на расстоянии 3-5 м один от другого по длине мукопроводов.
Для предупреждения выбросов муки при загрузке - разгрузке емкостей запрещено открывать крышки люков и смотровые окна. Для каждого питателя, переключателя устанавливаются нормальные и предельно допустимые величины давления воздуха, значения которых указываются специальными метками на контрольно-измерительных приборах (КИП).
За показаниями КИП необходимо тщательно следить, так как не только увеличение, но и снижение давления свидетельствует о нарушении режима работы системы аэрозольного транспорта и аспирационных систем, предназначенных для предупреждения поступления мучной пыли в помещения. При снижении расхода воздуха в системе аспирации нарушается режим работы всей аспирационной сети, и она перестает выполнять свои санитарно-гигиенические функции. Не разрешается работа с неисправными манометрами и другими КИП.
После просеивания мука поступает для замеса в шнековые прессы. Тестомесильные машины с подкатными дежами имеют приспособления, надежно запирающие дежу во время замеса на фундаментной плите машины. На тестомесильных машинах непрерывного действия устанавливаются блокировки крышек, при открывании которых отключается привод машины. Выгрузка теста из дежи осуществляется с помощью дежеопрокидывателей, которые ежегодно проверяются.
Тестомесильные агрегаты, макаронные прессы обычно располагают на площадках. Для их обслуживания предусмотрены удобные лестницы с перилами высотой 1 м.
Хлебобулочные изделия испекаются в печах различных типов и конструкций - камерные, ленточные и др. Для снижения теплоотдачи печи в помещение их поверхность покрыта теплоизоляцией так, чтобы на ее внешней поверхности температура не превышает 45 °С. Пекарные цехи изолированы от других помещений (тестомесильного, упаковочного и др.).
В хлебобулочном цехе предусмотрена автоматизированная линия производства макаронных изделий. Но существует опасность возникновения пыли за счёт нарушения герметизации оборудования и как следствие попадание пыли в помещения. Решающее значение в биологическом действии пыли имеет количественное содержание её в воздухе производственного помещения, превышающее уровень предельно допустимой концентрации (для муки = 6 мг/м 3 по ГОСТ 12.1.005-88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны») Фактическая концентрация мучной пыли 4 мг/м3.
Пыль, находящаяся во взвешенном состоянии в воздухе помещений, взрывоопасна. Осевшая пыль (аэрогель) пожароопасная. При определённых условиях она способна переходить во взвешенное состояние, образовывая взрывоопасные смеси. Пыль может оказывать неблагоприятное действие на организм, вызывая заболевания органов дыхания, кожи и слизистых оболочек глаз мучная пыль - бронхиальную астму, кожный зуд, заболевание верхних дыхательных путей - риниты.
Органическая пыль растительного происхождения может вызвать у работников такие заболевания, как бронхиты, биссинозы и аллергические реакции.
Для предупреждения воздействия пыли на человека применяется система мер коллективной и индивидуальной защиты. Эти меры можно разделить на технологические - применение замкнутых технологий (возвращение очищенного воздуха в производство); технические – герметизация оборудования (сокращение или ликвидация выделение пыли
в помещение), вентиляция, местные отсосы (предупреждение поступления вредных веществ в помещение путем их отсоса мокрыми пылеулавливающими устройствами); индивидуальной защиты (применение респираторов).
Обслуживание оборудования для производства хлеба характеризуется концентрацией внимания оператора следящего за выполнением различных процессов. Для снижение зрительных нагрузок применяется боковое естественное освещение через боковые оконные проемы.
Для хлебопекарных предприятий норма естественного освещения согласно СниП 2305-95 «Естественное и искусственное освещение. Нормы проектирования», при боковом освещении для разряда зрительных работ составляет коэффициент естественной освещенности ~ 1,5 %. Разряд зрительных работ IV. Осуществляется надзор за технологическим оборудованием. Характеристика зрительных работ - средней точности. Фактическое значение коэффициента естественного освещения на рабочем месте составляет 0,6 -.0,7%. Это значение недостаточное.
При недостаточном естественном освещении или в темное время суток в производственных помещениях необходимо устанавливать мощные газоразрядные светильники, проводить побелку стен и потолка, отчищать стекла оконных проемов и ламп, контролировать освещенность, для чего используются люксметры.
Для удобства и безопасности очистки осветительных установок применяем передвижные тележки, телескопические лестницы, подвесные люльки. Очищать светильники следует при отключенном питании.
При недостаточности освещения в производственных помещениях необходимо устанавливать мощные светильники, проводить побелку стен и потолка, отчищать стекла оконных проемов и ламп, контролировать освещенность цеха.
Оборудование в хлебобулочных цехах является постоянным источником шума. Шум создается работой электродвигателей, рабочих органов, цепных передач и т.д.
Повышенный шум может послужить причиной профессионального заболевания - шумовой болезни, поражающей слуховую, нервную, сердечно- сосудистую, пищеварительную системы человека.
Уровень шума в цеху превышает предельно допустимый уровень (80 дБ) и составляет 90 дБ. Нормативным документом является СН 2.24/2.1.8.562-96. Расчет шума приводится в разделе 3.
В хлебобулочном цехе не применяется оборудование, совершающее колебательные, поступательно - возвращающие действия высокой частоты. Поэтому вибрация оборудования минимальна и ПДУ соответствует СН 2.24/2.1.8.562-96.
Основным способом борьбы с шумом является его ослабление или устранение непосредственно в источнике возникновения, применение звукопоглощения и звукоизоляции.
Главными направлениями борьбы с шумом являются его ослабление или ликвидация непосредственно в источнике образования. Для достижения этого: соответствии со СниП 11.22-77 необходимо применять звукоизолирующие кожухи» составлять график регулярной смазки рабочих органов и подшипников с по следующим контролем за их состоянием, применение пластмасс, текстолита, резины для изготовления деталей оборудования, Возможно так же использование звукопоглощающих элементов.
Звукоизоляция - уменьшение уровня шума с помощью защитного устройства, которое устанавливается между источником и приемником и имеет большую отражающую и (или) поглощающую способность. Обычно роль защитных устройств выполняют глушители шума, экраны или стенки изолированных объемов. Например, защитным устройством является кожух, которым закрывают машины и механизмы, или кабина, в которой находится оператор, управляющим процессами. Стенки кожухов и кабин изготовляют из листового проката и покрывают изнутри звукопоглощающим материалом.
Существует необходимость расчета звукоизоляции.
Большинство оборудования на хлебопекарных предприятиях является потребителем электрической энергии. Соответственно присутствует опасность поражения электрическим током. Основными причинами поражения электрическим током являются: случайное прикосновение к токоведущим частям, находящимся под напряжением в результате: ошибочных действий при проведении работ; не исправности защитных средств, которыми пострадавший касался, токоведущих электрооборудования в результате: повреждения изоляции токоведущих частей замыкания фазы сети на землю; падения провода (находящегося под напряжением) на конструктивные части электрооборудования и др.; появление напряжением на отключенных токоведущих частях в результате: ошибочного включения отключенной установки; замыкания между отключенными и находящимися под напряжением токоведущими частями; разряда молнии в электроустановку и др.
Возникновение напряжения шага на участке земли, где находится человек, в результате: замыкания фазы на землю; выноса потенциала протяженным токопроводящим предметом (трубопроводом, железнодорожными рельсами); неисправностей в устройстве защитного заземления и др.
Действие электрического тока на человека носит многообразный характер. Проходя через организм человека, электрический ток оказывает термическое электролитическое, а также биологическое действия. В нашем случае могут возникнуть такие электротравмы как электрический ожог. Электрический ожог - самая распространенная электротравма. Ожоги бывают двух видов: токовый (или контактный) и дуговой.
Токовый ожог обусловлен прохождением тока через тело человека в результате контакта с токоведущей частью и является следствием преобразования электрической энергии в тепловую.
Различают четыре степени ожогов: I - покраснение кожи; II - образование пузырей; III - омертвение всей толщи кожи; IV - обугливание тканей. Тяжесть поражения организма обуславливается не степенью ожога, а площадью обожженной поверхности тела. Напряжение на предприятии составляет U=220/380 В.
Токовые ожоги возникают при напряжениях не выше 1-2 кВ и являются е большинстве случаев ожогами I и II степени; иногда бывают и тяжелые ожоги.
Для обеспечения безопасности работ в действующих электроустановках при частичном или полном снятии напряжения на рабочих местах выполняются следующие технические мероприятия: отключаются необходимые электроустановки или их части и принимаются меры, препятствующие подаче напряжения к мест работы; непосредственно для проверки отсутствия напряжения накладывается заземление на отключение токоведущих частей электроустановки; ограждается рабочее место и вывешиваются предостерегающие и разрешающие плакаты.
Помещения без повышенной опасности - это сухие, беспыльные помещения с нормальной температурой воздуха и с изолирующими (например, деревянными) полами.
Повышение электробезопасности в установках достигается применением систем защитного заземления, зануления, защитного отключения и других средств и методов защиты, в том числе знаков безопасности и предупредительных плакатов и надписей.
Защитное заземление — преднамеренное соединение с землей металлических частей оборудования, которые в нормальных условиях не находятся под напряжением, но которые могут оказаться под напряжением в результате нарушения изоляции электрической установки.
Защитное зануление - присоединение к неоднократно заземленному нулевому проводу питающей сети корпусов оборудования и других металлических частей и др.Появление напряжения на металлических частей оборудования, которые в нормальных условиях не находятся под напряжением, но в результате нарушения изоляции электрической установки могут оказаться под напряжением.
Защитное отключение - совокупность отдельных элементов, которые реагируют на изменение какого-либо параметра электрической сети и дают сигнал отключение автоматического выключателя.
При опасности прикосновения к токоведущим частям электроустановок обходимо применить следующие мероприятия:
надежная изоляция проводов от земли и корпусов электроустановок, дающая безопасные условия для обслуживания персонала;
сплошные или сетчатые ограждения, для обеспечения недоступности токоведущих частей оборудования и электрических сетей;
3)применить блокировку в электроустановках напряжением свыше 250В.
Повышение электробезопасности достигается путем применения изолирующих, ограждающих, предохранительных и сигнализирующих средств защиты.
Соблюдение норм (ГОСТ 12.1.038 - 82) предельно допустимых напряжений и токов, протекающих через тело человека (рука-рука, рука-нога) при аварийном режиме работы электроустановок производственного и бытового назначения постоянного и переменного тока частотой 50 и 400 Гц.
Микроклимат производственных помещений - метеорологические условия внутренней среды этих помещений, которые определяются действующими на организм человека сочетаниями температуры, влажности скорости движения воздуха, а также температурой поверхностей, ограждающих конструкций, технолоческого оборудования и теплового облучения.
Анализ микроклимата производства. Хлебопекарное производство можно отнести к работам средней тяжести - категория 2а. Температура воздуха в помещении 22-23 0С, температура поверхности оборудования 40°С, относительная влажность 40-60 % .Согласно СанПиН 2.2.3.548 - 96 параметры микроклимата должны составлять для холодного периода года, категории 2а, температура воздуха 19-21°С, температура поверхности 18-22°С, относительная влажность 40-50%, скорость движения воздуха 0,2 м/с; для теплого периода года температура воздуха: 20-22 0С, температура поверхности оборудования 19-23°С, относительная влажность 40-60%,скорсть движения воздуха 0,2 м/с. Фактические параметры микроклимата соответствуют допустимым.
Большое значение имеет правильное распределение функций между человеком и оборудованием в целях уменьшения тяжести и напряженности труд обеспечения его безопасности.
Для ликвидации попадания мучной пыли в производственное помещении применяется герметизация оборудования, герметичное соединение аппаратов технологической цепочке. Укрытие и аспирация воздуха на участках: пылеобразования (смешивание перед помещением в макаронный пресс) с дальнейшей очисткой удаляемого воздуха от пыли.
В связи с тем, что мучная пыль является взрывоопасной, осуществляем меры пожарной безопасности, размещение огнетушителей, предупреждающих табличек.
При взметывании мучная пыль может взорваться как обычный аэрозоль. При этом пыль в виде аэрозоля воспламеняется при температуре 420 - 485 °С.
По пожаро- и взрывоопасности мучная пыль относится ко 2 классу - взрывоопасная с нижним концентрационным пределом 16...65 г/м .
К причинам пожара в хлебобулочном цехе относятся:
нарушения требований проектирования промышленных и вспомогательных зданий и сооружений, выбора строительных материалов и конструкций, планировки помещений, расположения технологического оборудования и коммуникаций;
отклонения от правил эксплуатации и ремонта оборудования потребителей электроэнергии и электрических сетей, нарушение должностных инструкций части пожаробезопасности;
нарушения правил и сроков уборки осевшей горючей пыли;
работа на неисправном технологическом оборудовании или с нарушением режимов технологических процессов, особенно при выпечке, и других способах обработки;
применение инструмента, при ударах которого о твердую поверхность возникают искры;
применение электрооборудования, не соответствующего категории пожаро- и взрывоопасности производства;
плохой электрический контакт в местах присоединения проводников; рушение целостности изоляции, другие неисправности и повреждения потребителей электрической энергии или сетей;
отсутствие средств защиты от статического электричества на технологиском оборудовании и на работающих;
отсутствие или нарушение целостности молниеотводов, а также средств защиты от вторичных проявлений линейных разрядов атмосферного электричества.
В соответствии с нормами технологического проектирования помещения хлебобулочный цех относится к категории Б - горючие пыли или волокна, леговоспламеняющиеся жидкости с температурой вспышки более 28 С, горючие жидкости в таком количестве, что могут образовывать взрывоопасные пылевоздушные или паровоздушные смеси при воспламенении которых развивается расчетное избыточное давление в помещении, превышающее 5 кПа.
По классу пожароопасных зон относится к классу В - II а (склад бестарного хранения муки, отделения с просеивающим аспирационным и выбойным оборудованием и т.д.)
Производственные здания и сооружения по степени огнестойкости относится ко II группе - здания с несущими и ограждающими конструкциями из естественных или искусственных каменных материалов, бетона или железобетон, применением листовых и плитных негорючих материалов. В покрытиях зданий допускается применять незащищенные стальные конструкции.
Система пожарной защиты на предприятии включает мероприятия и средства, направленные на применение конструкций с регламентированным пределом огнестойкости; предотвращение распространения пожара и обеспечение эвакуации работающих на предприятии при возникновении пожара; организацию пожарной охраны; ограничение применения горючих веществ в технологическом процессе; изоляцию горючей среды; использование средств пожарной сигнализации и тушения пожара.
Среди мер, предотвращающих распространение пожара, большое значение имеет применение огнепреградительных устройств на технологических коммуникациях, а также в системах вентиляции, кондиционирования воздуха, воздушного отопления и продуктопроводах.
Для своевременного извещения о возникшем пожаре в ближайшую пожарную часть используют автоматическую электрическую систему пожарной сигнализации. Автоматические системы электрической пожарной сигнализации cocтоят из автоматических извещателей, линий связи, приемной станции и источника питания. В хлебобулочном цехе применяется дымовой фотоэлектрический извещатель марки ИДФ-1.
Загорания в начальной стадии их развития могут быть потушены с помощью первичных средств пожаротушения к ним относятся огнетушители, внутренний пожарный кран с комплектом оборудования (рукава, стволы, топоры и ведра). Их размещают на видных местах. Огнетушитель ОХП - 10 вывешиваются на видном месте на высоте полтора метра от пола до нижнего его торца, эти огнетушители применяются для тушения почти всех горючих веществ. На данном предприятии применяется автоматическая установка газового пожаротушения с помощью жидкого диоксида углерода для тушения жидких и твердых материалов. Диоксид углерода хранится на предприятии в изотермических резервуарах под давлением до 2,5 МПа.
При использовании диоксида углерода следует иметь в виду что 10%-концентрация его в воздухе опасна, а 20%-ная смертельна для человека. Поэтому перед включением установки люди должны покинуть помещение. Для извещения работающих о необходимости эвакуации обязательно устанавливаются сигнальные устройства.
Для борьбы со статическим электричеством все отопительно-вентиляционное оборудование (в том числе и пылеулавливающие устройства) металлические воздуховоды и трубопроводы, а также воздуховоды, трубопроводы и установки, предназначенные для удаления взрывоопасных веществ от местных отсосов, заземляются.
4.2 Расчеты
Расчет естественного освещения.
Степень освещенности естественным светом внутри помещения зависит oт времени дня и года, состояния погоды, а также месторасположение и планировка здания, ориентации окон, числа и величины оконных проемов.
Рассчитаем площадь световых проемов при применении бокового освещения в соответствии с требованиями СНиП 2305-95 в производственном помещении:
для разряда зрительных работ к = IV;
оконные проемы не затеняются другими зданиями, ориентация проемов по отношению к частям света О = СЗ;
размеры помещения А = 36м, В= 18 м, Н = 6м;
высота от уровня условной рабочей поверхности до верха окна h = 3 м;
пункт расположения предприятия 56 = Оренбург;
светопропускающий материал расположен вертикально;
переплеты для окон деревянные двойные разделенные;
воздушная среда в помещении содержит не более 5 мг на 1 м3 пыли, дыма, копоти.
 (4.1)
(4.1)
где еи (КЕО) = е т = 0,9• 1,5 = 1,35%,
е - нормированное значение коэффициента освещенности, е= 1,5
т - коэффициент светового климата, т = 0,9;
к3д - коэффициент запаса, учитывает затенение окон противостоящими зданиями, кзд = 1;
к3 - коэффициент запаса при естественном освещении, к3 = 1,4;
η - значение световой характеристики окон при боковом освещении, η = 11,5;
Sn - площадь пола помещения, Sn - 648 м2;
τо - значение общего коэффициента светопропускания окон, т0 = 0,52;
r1 - коэффициент, учитывающий влияние отраженного света, r1 = 5,7;
So - площадь световых проемов; Размеры окна L = 2.5 м, Н = 3 м.
 2
2
Принимаем So = 48 м
Тогда количество окон в помещении составляет 6.
Расчет искусственного освещения
Задачей расчета является определение количества светильников для создания в производственном помещении заданной освещенности в темное время суток.
При проектировании осветительной установки необходимо решить следующие основные вопросы:
выбрать тип источника света - выбираем газоразрядные лампы;
определить систему освещения - общая равномерная;
выбрать тип светильников с учетом характеристик светораспределения, условий среды (конструктивного исполнения) - светильники типа ОДОР в которых установлено по две люминесцентные лампы типа ЛБ; распределить светильники - светильники будут располагаться рядами; определить норму освещенности на рабочем месте, Е = 200 лк.|
Для расчета искусственного освещения используют в основном три метода.
Для расчета общего равномерного освещения при горизонтальной рабочей поверхности основным является метод коэффициента использования светового потока, учитывающий световой поток, отраженный от потолка и стен. Световой поток лампы Ф, лм, при лампах накаливания или световой поток группы ламп светильника при люминесцентных лампах рассчитывают по формуле:
![]() (4.2)
(4.2)
где Ен - нормированная минимальная освещенность, лк., Е = 200 лк в соответствии с СниП 23-05-95 для IV разряда зрительной работы;
S- площадь освещаемого помещения, м2; S= 648 м2;
z - коэффициент неравномерности освещения, z = 1,2;
к3 - коэффициент запаса, учитывающий снижение освещенности из-за загрязнения и старения лампы, к3 = 1,5;
N - количество светильников;
n - число ламп в светильнике, n = 2;
и - коэффициент использования светового потока.
Для определения коэффициента использования светового потока и находим индекс помещения / и предположительно оцениваются коэффициенты отражения поверхности помещения: потолка рп = 50%, стен рс = 20%, расчетной поверхности или пола - рр = 10%. Индекс находится по формуле:
I = A+B/HP (A+B)![]() (4.3)
(4.3)
![]() где А и В - длина и ширина
помещения, м;
где А и В - длина и ширина
помещения, м;
Нр - высота светильников над рабочей поверхностью, м; Нр = 6 м;
Отсюда u = 48 %. Величина светового потока ламп Ф = 3560 лм, (при 80 Вт, ЛДЦ)
N = Emin k z S/n u Ф (4.4)
N = 200 1,5 1,2 648/2 0,48 3560 = 68,25
Принимаем количество светильников равных 69.
Расчет звукоизоляции в помещении
Наибольшее распространение в инженерной практике представляет расчет звукоизоляции помещения от источника шума, расположенном в смежном помещении.
Расчет требуемой звукоизоляции выполняется по формул
 (4.5)
(4.5)
где - RTi - требуемая звукоизоляция в данной октавной полосе, дБ;
Lp - суммарный уровень звуковой мощности всех n источников шума на данной частоте (1000 Гц), дБ, который определяется по формуле
Li = 10 lg ( ) (4.6)
) (4.6)
где – Li – октавный уровень звукового давления от i источника шума, дБ;
Lg - допустимый октавный уровень звукового давления, дБ, (по ГОСТ 12.1.003 – 83 Lg = 80 дБ);
Вш – постоянная шумного помещения (Вш = 0,2 м²);
Ви - постоянная изолируемого помещения (Ви = 90 м²);
В0 - 1 м²;
Si – общая площадь однотипных i – х ограждающих конструкций изолируемого
S0 = 1 м²;
m – число разнотипных ограждающих конструкций, через которые шум проникает в изолируемое помещение (m = 1).
Тогда
![]() дБ,
дБ,
Получаем
![]() дБ.
дБ.
Для звукоизоляции оборудования по звукоизолирующей способности применяем кожух из фанеры толщиной 1 мм.
Расчет времени эвакуации
По категории помещение относится к группе Д и I степени огнестойкости.
Критическая продолжительность пожара по температуре рассчитывается по формуле
 (4.7)
(4.7)
где Wпом – объем воздуха в рассматриваемом здании или помещении, м2 (112м2)
С – удельная изобарная теплоемкость газа, кДж/кг∙град (1009 кДж/кг∙град)
tкр – критическая для человека температура, равная 70° С;
tн – начальная температура воздуха, 0С (200Со)
![]() – коэффициент, характеризующий
потери тепла на нагрев конструкций и окружающих предметов принимается в среднем
равным 0,5;
– коэффициент, характеризующий
потери тепла на нагрев конструкций и окружающих предметов принимается в среднем
равным 0,5;
Q – теплота сгорания веществ, кДж/кг, (13800 кДж/кг)
n – весовая скорость горения, кг/м2∙мин (14 кг/м2∙мин)
![]() – линейная скорость
распространения огня по поверхности горючих веществ, м/мин (0.36 м/мин)
– линейная скорость
распространения огня по поверхности горючих веществ, м/мин (0.36 м/мин)
 мин
мин
Критическая продолжительность пожара по концентрации кислорода рассчитывается по формуле
 (4.8)
(4.8)
где WO2 – расход кислорода на сгорание 1 кг горючих веществ, м2/кг, согласно теоретическому расчету составляет 4,76хO2 мин
Линейная скорость распространения огня при пожарах, по данным ВНИИПО, составляет от 0,33 до 6,0 м/мин.
 мин
мин
Минимальная продолжительность пожара по температуре составляет 5,23 мин. Допустимая продолжительность эвакуации для данного помещения = 5,05 мин
Время задержки начала эвакуации принимается 4 мин.
Для определения времени движения людей по первому участку, с учетом габаритных размеров кабинета 3х2 м, определяется плотность движения людского потока на первом участке по формуле
 (4.9)
(4.9)
где : N1 - число людей на первом участке, чел. (2 чел)
f -средняя площадь горизонтальной проекции человека м2/чел (0.1 м2/чел)
11 и b1– длина и ширина первого участка пути, м. (3 и 2 м)
![]() м2/м2
м2/м2
время движения по первому участку
 (4.10)
(4.10)
![]() мин
мин
Длина дверного проема принимается равной нулю. Наибольшая возможная интенсивность движения в проеме в нормальных условиях qmax=19,6 м/мин, интенсивность движения в проеме рассчитывается по формуле :
![]() = 10 м/мин,
= 10 м/мин,
где b – ширина проема.
qd < qmax поэтому движение через проем проходит беспрепятственно.
Время движения в проеме определяется по формуле
 (4.11)
(4.11)
![]() мин
мин
Так как рядом с лабораторией находятся учебные аудитории, то плотность людского потока в коридоре составит
![]() м2/м2
м2/м2
Скорость движения составляет 60 м/мин, интенсивность движения 8 м/мин, т.о. время движения по второму участку (из коридора к выходу)
![]() мин
мин
Время движения через дверной проем, ведущий на улицу, составит
![]() м/мин
м/мин
Расчетное время эвакуации рассчитывается по формуле
tP =tН .Э. + t1 + td1 + t2 + td 2
tp = 2 + 0,03 + 0,02 + 0,48 + 0,2 = 2,73 мин.
Таким образом, расчетное время эвакуации меньше допустимого.
4.3 Возможные чрезвычайные ситуации на объекте
Степень пожароопасности технологического процесса производства хлебобулочных изделий, прежде всего, определяется огнеопасными свойствами применяемых в производстве веществ.
Пожаро- и взрывоопасность пыли определяются температурой самовоспламенения и концентрационными пределами распространения пламени.
Воспламенение и взрыв органической пыли, взвешенной в воздухе, зависит от ее массовой концентрации, размера частиц, зольности, влажности, температуры воспламенения, характера и продолжительности действия источника нагревания. Особенно велика химическая активность аэрозолей в мукомольноэлеваторном, сахарном, крахмалопаточном производствах, также в производстве декстрина.
При возникновении очага пожара необходимо принять все меры по немедленному пресечению распространения огня: сбить пламя подручными средствами, воспользоваться огнетушителем, песком, предварительно обесточив рабочее оборудование.
Однако из-за наличия в помещении предметов, поддерживающих горение (деревянные шкафы, бумага, плакаты и др.) существует возможность не справиться с огнем своими силами, в связи с чем, при дальнейшем распространении огня необходимо вызвать дежурный наряд пожарной охраны либо по телефону 01 (ближайший телефон находится в соседнем помещении), либо через вахту. При таком развитии событий необходимо произвести эвакуацию людей, для чего существуют планы эвакуации, а сама эвакуация может осуществляться через запасной выход, находящийся в 5 метрах от дверей помещения.
5 Экономическая часть
5.1 Маркетинговое исследование научно-технической продукции
В данном дипломном проекте разрабатывается линия по производству хлебобулочных изделий для предприятия малого бизнеса.
К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона рабочими местами; отсутствие затрат на транспортировку сырья (муки) из дальних регионов, и как следствие, более высокое качество сырья. Так же значительно сокращены затраты на приобретение оборудования.
Данная линия минипроизводства хлебобулочных изделий предназначена для частных предпринимателей.
5.2 Организация производства и труда
Расчет производственного потока
Таблица 5.1 - Характеристика оборудования, входящего в поточную линию.
| № | Оборудование | Кол-во ед. оборудования, шт. | Технико-экономич. производ. оборудования, т/ч | Коэф-т перевода | Потери, % | Привед. произвоность т/сутки |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Щиток приемный | 1 | 1 | 0,99695 | 0,005 | 0,99695 |
| 2 | Бункер | 4 | 0,5 | 0,99675 | 0,02 | 0,49838 |
| 3 | Питатель шнековый | 2 | 4 | 0,9967 | 0,005 | 3,9868 |
| 4 | Машина тестоделительная | 1 | 4 | 0,99665 | 0,005 | 3,9866 |
| 5 | Бункерный агрегат | 1 | 1,5 | 0,99645 | 0,02 | 1,49468 |
| 6 | Просеиватель-бурат | 1 | 2 | 0,9962 | 0,025 | 1,9924 |
| 7 | Машина тестоокруглительня | 1 | 2 | 0,99595 | 0,025 | 1,9919 |
| 8 | Цеховой бункер | 1 | 1 | 0,9959 | 0,005 | 0,9959 |
| 9 | Растойный агрегат | 1 | 1 | 0,9957 | 0,02 | 0,9957 |
| 10 | Весы автоматические | 1 | 0,5 | 0,9956 | 0,01 | 0,4978 |
| 11 | Печь тоннельная | 1 | 0,27 | 0,9949 | 0,07 | 0,26862 |
| 12 | Ленточный укладчик | 1 | 0,28 | 0,9947 | 0,02 | 0,27852 |
| 13 | Магнитный сепаратор | 1 | 0,3 | 0,99455 | 0,015 | 0,29837 |
| 14 | Маятниковый укладчик | 1 | 1,1 | 0,9943 | 0,025 | 1,09373 |
| 15 | Бункерный стабилизатор-накопитель | 3 | 1 | 0,9941 | 0,02 | 0,9941 |
Расчет коэффициентов перевода:
![]() 0,005+0,02+0,005+0,005+0,02+0,025+0,025+0,005+0,02+0,01+0,07+0,02+
+0,015+0,025+0,02+0,01=0,3
0,005+0,02+0,005+0,005+0,02+0,025+0,025+0,005+0,02+0,01+0,07+0,02+
+0,015+0,025+0,02+0,01=0,3
![]() 1=100-0,3-0,005/100=0,99695
1=100-0,3-0,005/100=0,99695
![]() 2=100-0,3-0,005-0,02/100=0,99675
2=100-0,3-0,005-0,02/100=0,99675
![]() 3=100-0,3-0,005-0,02-0,005/100=0,9967
3=100-0,3-0,005-0,02-0,005/100=0,9967
![]() 4=100-0,3-0,005-0,02-0,005-0,005/100=0,99665
4=100-0,3-0,005-0,02-0,005-0,005/100=0,99665
![]() 5=100-0,3-0,005-0,02-0,005-0,005-0,02/100=0,99645
5=100-0,3-0,005-0,02-0,005-0,005-0,02/100=0,99645
![]() 6=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025/100=0,9962
6=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025/100=0,9962
![]() 7=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025/100=0,99595
7=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025/100=0,99595
![]() 8=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005/100=0,9959
8=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005/100=0,9959
![]() 9=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02/100=0,9957
9=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02/100=0,9957
![]() 10=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001/100=0,9956
10=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001/100=0,9956
![]() 11=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07/100=
=0,9949
11=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07/100=
=0,9949
![]() 12=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02/
100=0,9947
12=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02/
100=0,9947
![]() 13=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015/100=0,99455
13=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015/100=0,99455
![]() 14=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025/100=0,9943
14=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025/100=0,9943
![]() 15=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02/100=0,9941
15=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02/100=0,9941
![]() 16=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02-0,01/100=0,994
16=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02-0,01/100=0,994
Расчет приведенной производительности:
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч.
т/ч.
Определение производственного задания и ритма поточной линии:
Наименьшая приведенная производительность N=0,268623 т/ч,
![]() 0,268623 -
производственное задание.
0,268623 -
производственное задание.
Ритм поточной линии
![]() мин
мин
Определение продолжительности обработки на оборудовании:
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин.
мин.
Определение загрузки оборудования и оценка уровня организации потока:
Коэффициент загрузки оборудования:
![]() (5.1)
(5.1)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Коэффициент непрерывности процесса:
![]() (5.2)
(5.2)
где ![]() - количество операций;
- количество операций;
![]() ((223-60,18)+(223-120,39)+(223-15,05)+(223-15,05)+(223-40,14)+(223-30,11)+
+(223-30,12)+(223-60,25)+(223-60,26)+(223-120,53)+(223-223)+(223-215,43)+(223-201,1)+(223-54,86)+(223-60,36)+(223-67,07))/223∙16=0,45
((223-60,18)+(223-120,39)+(223-15,05)+(223-15,05)+(223-40,14)+(223-30,11)+
+(223-30,12)+(223-60,25)+(223-60,26)+(223-120,53)+(223-223)+(223-215,43)+(223-201,1)+(223-54,86)+(223-60,36)+(223-67,07))/223∙16=0,45
Отклонение продолжительности обработки от ритма поточной линии составляет 45%.
Коэффициент согласованности:
![]() , (5.3)
, (5.3)
где ![]() - показывает насколько
согласована приведенная производительность каждой машины с ведущей.
- показывает насколько
согласована приведенная производительность каждой машины с ведущей.
![]() ((0,99695/0,268623) +
(0,498375/0,268623) + (3,9868/0,268623) + (3,9866/0,268623) +
(1,494675/0,268623) + (1,9924/0,268623) + (1,9919/0,268623) + (0,9959/0,268623)
+ (0,9957/0,268623) + (0,4978/0,268623) + (0,268623/0,268623) +
(0,27851/0,268623) + (0,298365/0,268623) + (1,09373/0,268623) +
(0,9941/0,268623) + (0,8946/0,268623))/16=1,9
((0,99695/0,268623) +
(0,498375/0,268623) + (3,9868/0,268623) + (3,9866/0,268623) +
(1,494675/0,268623) + (1,9924/0,268623) + (1,9919/0,268623) + (0,9959/0,268623)
+ (0,9957/0,268623) + (0,4978/0,268623) + (0,268623/0,268623) +
(0,27851/0,268623) + (0,298365/0,268623) + (1,09373/0,268623) +
(0,9941/0,268623) + (0,8946/0,268623))/16=1,9
1,9-1,0=0,9
Вывод: Поскольку коэффициенты согласованности с ведущем оборудованием имеют значения меньше единицы – значит в потоке отсутствуют узкие места.
Организация планово предупредительного ремонта.
Система планово предупредительного ремонта предполагает чередование различных видов ремонтов через определенный промежуток времени, в рамках ремонтного цикла.
Ремонтный цикл проектируемой линий – 2 года.
Структура ремонтного цикла: К – О – О – Т – О – О – Т – О О – К
Выглядит таким образом:
n0 = 6 – количество осмотров;
nТ = 2 – количество текущих ремонтов;
nК = 1 – количество капитальных ремонтов.
Рассчитаем трудоемкость выполнения всех видов ремонтов за один ремонтный цикл.
![]() , (5.4)
, (5.4)
где R = 4 – показатель ремонтосложности каждого оборудования;
С = 20 – количество машин;
![]() = 0,6 – трудоемкость осмотра,
чел.∙час;
= 0,6 – трудоемкость осмотра,
чел.∙час;
![]() = 13,5 – трудоемкость текущего
ремонта, чел.∙час;
= 13,5 – трудоемкость текущего
ремонта, чел.∙час;
![]() = 45 – трудоемкость капитального
ремонта, чел.∙час;
= 45 – трудоемкость капитального
ремонта, чел.∙час;
![]() чел.∙час.
чел.∙час.
Численность ремонтных рабочих:
![]() ,
,
где НВ – планированное выполнение норм;
ФВ – годовой фонд времени,
ФВ=279∙3∙8=6696 ч. – годовой фонд рабочего времени.
![]() чел., т.е 1 человек.
чел., т.е 1 человек.
Научная организация труда
Карта НОТ на рабочем месте приведена в таблице 5.2.
Таблица 5.2 - Научная организация труда на рабочем месте.
| Наименование показателей | Проект НОТ |
| 1 | 2 |
|
1.Условия труда: нормальные; тяжелые и вредные; особо тяжелые и особо вредные. |
нормальные |
|
2. Основные данные о условиях труда: освещенность (в люксах); - шум (в децибелах); - температура (в 0С); - влажность воздуха (в%) |
- 200 - 90 - 22-23 - 40-60 |
|
3.Загрязненность воздуха: Мучная пыль (в мг/м3) |
- 4 |
| 4.Вибрация (Гц) | 200 |
| 5.Загроможденность проходов | Проходы должны быть загромождены минимально, для обеспечения свободного перемещения персонала, а также для обеспечения оперативной эвакуации персонала при возникновении чрезвычайных ситуаций. |
| 6.Спецодежда. | Работник должен быть обеспечен чистым комплектом спец.одежды (брюки, рубашка, шапочка) |
| 7.Окраска оборудования. | Оборудование должно быть окрашено в спокойные цвета, для создания благоприятных условий труда рабочему персоналу. Допускается не окрашивать оборудование из нержавеющей стали. |
| 8.Окраска помещения. | Помещение должно быть окрашено в мягкие, спокойные цвета, для создания благоприятных условий труда рабочему персоналу |
| 9.Окраска приборов. | Приборы должны быть окрашены в цвета, отличные от цвета оборудования, чтобы их можно было легко найти. |
| 10.Средства связи. | Должен быть телефон для связи с руководством завода и экстренной службой. |
| 11.Контрольно-регулирующие приборы. | Контрольно-регулирующие приборы необходимо обслуживать в соответствии с паспортом. |
5.3 Расчет себестоимости проектируемой машины
В экономической части дипломного проекта представлено технико-экономическое обоснование внедрения проектируемой машины тестомесильной машины для замеса опары и теста из пшеничной и ржаной муки.
Анализ литературных источников и информация передовых предприятий, эксплуатирующих, подобное оборудование показали, что машины для замеса опары и теста из пшеничной и ржаной муки не всегда отличаются удобством обслуживания, тестовые заготовки, выходя из округлителя, образуются тестовые заготовки шарообразной формы, которые с помощью маятникового укладчика раскладывают в ячейки люлек расстойного шкафа.
С увеличением производства хлебобулочных изделий и повышением требований к вкусовым и качественным показателям возникает необходимость в создании высоко производительных и эффективных обрабатывающих машин, способных в короткий срок и без потерь обеспечивать выпуск продукции.
В поисках путей повышения производительности труда и качества процесса формования тестовых заготовок возрастает интерес к тестомесильным машинам нового поколения, простым, удобным в обслуживании, компактным.
Для достижения технической цели и была разработана тестомесильная машина для замеса опары и теста из пшеничной и ржаной муки и дальнейшей ее раскладки в форму подового хлеба.
Представленная разработка тестомесильной машины обеспечивает получение тестовых заготовок хорошего качества, за счет мягкого транспортирования кусков по наклонному лотку в зону формования.
В экономическом разделе произведен расчет экономической эффективности и определен предполагаемый срок окупаемости машины.
Таблица 5.3 – Техническая характеристика тестомесильной машины
| Показатели | Значения показателей |
| Установленная мощность, кВт | 1,5 |
| Производительность, кг/сек | 828 кг/ч |
| Площадь, занимаемая оборудованием, м | 1,02 |
В таблице 5.4 представлены затраты на материал.
Таблица 5.4 – Затраты на материал
| Материал | Единица измерения | Количество единиц | Цена за 1 единицу, руб. | Сумма, руб. |
| Лист толстый | т | 0,100 | 6100 | 610 |
| Лист тонкий | т | 0,120 | 6000 | 720 |
| Чугун СЧ 15 | м | 0,050 | 6000 | 300 |
| Краска | т | 0,010 | 16000 | 160 |
| Профиль стальной | т | 0,150 | 7000 | 1050 |
| Всего | 2840 |
Расходы на транспортировку составляют 5 % от затрат на материалы /51/: 2840 * 0,05 = 142 руб.;
Затраты на материал, Змат , руб.:
Змат = 2840 + 142 = 2982 руб.;
Затраты на покупные изделия представлены в виде таблице 5.5
Таблица 5.5 – Затраты на покупные изделия
| Изделия | Количество | Стоимость единиц; руб. | Сумма, руб. |
| Подшипники, шт | 4 | 120 | 480 |
| Крепежные изделия, шт. | 100 | 84 | 8400 |
| Электродвигатель | 1 | 28000 | 2800 |
| Кабель силовой, м | 5 | 110 | 550 |
| Всего | 12230 |
Транспортные расходы составляют 5 %
12230 * 0,05 = 611,5 руб.;
Затраты на покупные изделия ( Зп.и ), руб.:
Зп.и = 12230 + 611,5 = 12841,5 руб.
Энергозатраты на изготовление оборудования сведены в таблицу 5.6
Таблица 5.6 – Энергозатраты на изготовление оборудования
| Вид оборудования | Стоимость 1кВт/ч, руб. | Количество рабочих часов | Мощность оборудования, кВт | Сумма, руб. |
| Токарный станок | 2 | 42 | 7,5 | 630 |
| Шлифовальный станок | 2 | 8 | 3 | 48 |
| Сварочный аппарат | 2 | 11 | 5 | 110 |
| Всего | 788 |
Расчет фонда заработной платы представлен в виде таблицы 5.7
Таблица 5.7 – Фонд заработной платы
| Профессия | Разряд | Количество часов | Тарифная ставка, руб. | Прямой фонд заработной платы, руб. |
| Токарь | 5 | 42 | 25 | 1050 |
| Сварщик | 5 | 53 | 25 | 1325 |
| Слесарь | 5 | 10 | 25 | 250 |
| Шлифовальщик | 6 | 10 | 26 | 260 |
| Всего | 2885 |
Учитывая специфику производства и необходимость работы в выходные, и праздничные дни, то есть отклонение от нормальных условий труда вводиться доплата к заработной плате, которая составляет 15 % от прямого фонда заработной платы (ФЗП):
ФЗП = 2885 * 0,15 = 432,75 руб.;
Стабильно работающее предприятие вводит премию, которая составляет 20 % от прямого фонда заработной платы:
ФЗП = 2885 * 0,20 = 577 руб.;
Уральский коэффициент составляет 15 % от прямого фонда заработной платы с учетом доплаты к заработной плате и премии:
(2885 + 432,75 + 577) * 0,15 = 584,21 руб.;
Тогда, полный фонд заработной платы равен сумме прямого фонда заработной платы, премии, доплаты к заработной плате и уральского коэффициента:
ФЗП = 2885 + 432,75 + 577 + 584,21 = 4478,96 руб.;
Отчисления на социальные нужды составляют 38,5 % от фонда заработной платы, в том числе от начисленного фонда заработной платы:
- пенсионный фонд – 28 % ;
- фонд социального страхования – 5,4 %;
- фонд медицинского страхования – 3,6 %;
- фонд занятости – 1,5 %.
Отчисления на социальные нужды составят:
Ос.от = 4478,96 * 0,385 = 1724,39 руб.;
Расходы на содержание и эксплуатацию оборудования составляют 80 % от фонда заработной платы:
Рс.об = 4478,96 * 0,8 = 3583,16 руб.;
Цеховые расходы составляют 85 % от фонда заработной платы:
Рц = 4478,96 * 0,85 = 3807,11 руб.;
Общезаводские расходы составляют 100 % от фонда заработной платы:
Робщ = 4478,96 * 1 = 4478,96 руб;
Прочие расходы составляют 10 % от фонда заработной платы:
Р = 4478,96 * 0,1 = 447,89 руб.;
Суммируя все расходы, выявим производственную себестоимость (Сп), руб.:
Сп = Змат + Зп.и + Зэ + ФЗП + Ос.от + Рс.об + Рц + Робщ + Р (5.5)
где Змат – затраты на материалы, руб.;
Зп.и – затраты на покупные изделия, руб.;
Зэ – затраты на электроэнергию, руб.;
ФЗП – полный фонд заработной платы, руб.;
Ос.от – отчисление на социальные нужды, руб.;
Рс.об – расходы на содержание оборудования, руб.;
Рц – цеховые расходы, руб.;
Робщ – общезаводские расходы, руб.;
Р – прочие расходы, руб.;
Тогда, производственная себестоимость определяется:
Сп = 2982 + 12841,5 + 788 + 4478,96 + 1724,39 + 3583,16 + 3807,11 + 4478,96 + 447,89 = 35131,97 руб.;
При работе появляются внепроизводственные расходы, которые составляют 2 % от производственной себестоимости (Сп)
35131,97 * 0,02 = 702,63 руб.;
Полная себестоимость равна сумме внепроизводственных расходов и производственной себестоимости (Сп):
35131,97 + 702,63 = 35834,6 руб.;
Прибыль составляет 20 % от полной себестоимости:
35834,6 * 0,20 = 7166,92 руб.;
Оптовая цена состоит из полной себестоимости и прибыли:
35834,6 + 7166,92 = 43001,5 руб.;
НДС составляет 10 % от цеховых , заводских и прочих расходов:
(3583,16 + 4474,96 + 447,89) * 0,1 = 851,001 руб.;
Договорная цена состоит из оптовой цены и НДС:
43001,5 + 851,001 = 43852,501 руб.
5.4 Расчет капитальных вложений
В затраты на капитальные вложения входит цена изделия, затраты на тару и упаковку, транспортные расходы, затраты на комплектацию, монтаж оборудования и заготовительно-складские расходы.
Затраты на тару и упаковку составляют 0,5 % от договорной цены /51/:
Зт.у = 43852,501 * 0,005 = 214,26 руб.;
Транспортные расходы составляют 10 % от договорной цены:
Зт.р = 43852,501 * 0,1 = 4385,2501 руб.;
Заготовительно – складские расходы принимаем 1,2 % от суммы договорной цены, затрат на тару и упаковку, и транспортных расходов:
Зз.к = (43852,501 + 214,26 + 4385,25014) * 0,012 = 581,42 руб.;
Расходы на комплектацию составляют до 1,5 % от договорной цены:
Зк = 43852,501 * 0,015 = 657,78 руб.;
Затраты на монтаж оборудования составляют 10 % от договорной цены:
Зм = 43852,501 * 0,1 = 4385,2501 руб.;
Капитальные вложения, Скап, руб. определяется по формуле:
Скап = Сдог + Зт.у + Зт.р + Зз.к + Зк + Зм (5.6)
где Сдог – договорная цена, руб.;
Зт.у – затраты на тару и упаковку, руб.;
Зт.р – транспортные расходы, руб.;
Зз.к – заготовительно – складские расходы, руб.;
Зк – расходы на комплектацию, руб.;
Зм – затраты на монтаж оборудования, руб.;
Скап = 43852,501 + 214,26 + 4385,2501 + 581,42 + 657,78 + 4385,2501 = 54076,46 руб.
5.5 Расчет себестоимости продукции
Расчет затрат на электроэнергию, Сэ, руб., сводится к следующей формуле:
Сэ = Ν * Ц * Фд.об (5.7)
где Ν – мощность электродвигателя, кВт;
Ц – стоимость 1кВт, руб.;
Фд.об – действительный фонд времени оборудования, ч.
Действительный фонд времени работы оборудования (рабочий период) исчисляют исходя из того, что цех будет останавливаться на капитальный ремонт один раз в год на декадный ремонт. В праздничные дни работа организована по скользящему графику, следовательно:
Фд.об = (365 – Г – Д) Ксм 8 (5.8)
где – Г – годовая остановка на капитальный ремонт – 24 дня;
Д – декадные остановки на ремонт 2 дня, каждые 12 рабочих дней – 48 дней;
Ксм – количество смен в сутки, с учетом времени на пересмену – 1 час.
Фд.об = (365 – 24 – 48) (3 8 – 1) = 6739 часов
А затраты на электроэнергию по формуле (6.3) определяется:
Сэ = 1,5 2 6739 = 20217 руб.;
Затраты на оплату труда, Сз, руб.;
Сз = Р Счтс Фд.раб (5.9)
где Р – количество рабочих – 2 человека;
Счтс – часовая тарифная ставка, руб – 25 руб;
Фд.раб – действительный фонд рабочего времени, ч/год
При расчете действительного фонда рабочего времени учитываются такие дни, как праздничные – 9, выходные – 106, отпуск и дни по больничному листу.
Таким образом
Фд.раб = (365 – 9 – 106 – 24 – 10) (2 8) = 3456 ч/год
Сз = 2 25 3456 = 172800 руб.;
Премия составляет 15 % от затрат на оплату труда
172800 0,15 = 25920 руб.;
Доплата за условия труда 20 % на оплату труда
172800 0,2 = 34560 руб.;
Уральский коэффициент составляет 15 % от суммы затрат на оплату труда, премии и доплаты:
(172800 + 25920 + 34560) 0,15 = 34992 руб.;
Полный фонд заработной платы складывается из затрат на оплату труда, премии и уральского коэффициента, тогда ФЗП:
ФЗП = 172800 + 25920 + 34992 + 34560 = 268272 руб.;
Отчисления на социальные нужды составляют 40 % от фонда заработной платы.
Осн = 268272 0,4 = 107308,8 руб.;
Затраты на все виды ремонта оборудования, Ср, руб.:
Ср = Нр Коб / 100, (5.10)
где Нр – норма отчислений на все виды ремонта, (Нр = 7 %);
Коб – капитальные вложения;
Ср = 7 54076,46 / 100 = 3785,35 руб.;
Затраты на амортизацию, Са, руб.:
Са = На Коб / 100, (5.11)
где На – норма годовых амортизационных отчислений, (На = 10 %)
Коб – капитальные вложения;
Са = 0,1 54076,46 / 100 = 5407,64 руб.;
Затраты на содержание производственного здания, Сзд, руб.:
Сзд = Sоб Sпл, (5.12)
где Sоб – площадь, занимаемая оборудованием, м²;
Sпл – затраты на содержание 1м² здания, руб.;
Сзд = 1,02 1200 = 1224 руб.
5.6 Технологическая себестоимость
Технологическая себестоимость, С, руб. рассчитывается по формуле
С = Сэ + Сз + Са + Ср + Сзд + Осн, (5.13)
где – Сэ – затраты на электроэнергию, руб.;
Сз – затраты на оплату труда, руб.;
Са – затраты на амортизацию, руб.;
Ср – затраты на все виды ремонта, руб.;
Сзд – затраты на содержание здания, руб.;
Осн – отчисления на социальные нужды, руб.
С = 20217 + 172800 + 5407,64 + 3785,35 + 1224 + 107308,8 = 310742,79 руб.
5.7 Показатели эффективности
При расчете показателей эффективности необходимо определить прибыль и срок окупаемости затрат.
Годовой рост прибыли составляет 20 % от технологической себестоимости и, следовательно, определится:
П = 310742,79 0,2 = 62148,5 руб.
Срок окупаемости, Тс, год, можно рассчитать по следующей формуле:
Тс = Коб / П, (5.14)
где Коб – капитальные вложения, руб.;
П – прибыль, руб.
Тс = 54076,46 / 62148,5 = 0,87 ≈ 1 год
Фактический коэффициент экономической эффективности капитальных вложений, Еф, составит:
Еф = П / Коб, (5.15)
Еф = 62148,5 / 54076,48 = 11,5 %.
Что говорит об эффективности внедрения разрабатываемого объекта. Все технико-экономические показатели сведены в таблицу 5.8
Таблица 5.8 – Технико-экономические показатели
| Показатели | Единица измерения | Значения |
| Годовой выпуск продукции | т / год | 6900 |
| Количество оборудования | единица | 1 |
| Капитальные вложения | руб. | 54076,46 |
| Технологическая себестоимость | ||
| - годовая | руб. / год | 310742,79 |
| Количество рабочих | человек | 2 |
| Срок окупаемости | год | 1 |
| Фактический коэффициент экономической эффективности капитальных вложений | % | 11,5 |
Выводы
Разработанная тестомесильная машина предназначена для линии по производству хлебобулочных изделий и по своим конструктивно-технологическим возможностям обеспечивает качественный замес теста, что достигается установкой в месильной камере четырех месильных дисков и трех дисков в виде крыльчаток, обеспечивающих предварительный интенсивный замес и пластификацию теста.
В результате проведенного анализа опасных и вредных производственных факторов разработаны общие мероприятия по охране труда.
Произведенные расчеты технико-экономических показателей проекта выявили, что проект линии по производству хлебобулочных изделий экономически эффективен, срок окупаемости линии составил 1 год.
Список использованных источников
1. Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т. - Т.I. - Изд. 5-е, перераб. и доп. - М.: Машиностроение, 1980. – 728 с.
2. Восстановление автомобильных деталей: Технология и оборудование: Учеб. для вузов /Канарчук В.Е., Чигринец А.Д., Голяк О.Л., Шоцкий П.М.- транспорт, 1995.- 303 с.
3. Гатилин Н.Ф. Проектирование хлебозаводов – М.: Пищевая промышленность, 1975.- 374 с.
4. Гришин А.С., Полторак М.И. Комплексная механизация и автоматизация производственных процессов на хлебозаводах. – М.: Пищевая промышленность, 1976.-280 с.
5. Давиташвили Н.С., Цотадзе М.Л., Надарейшвили Г.И./А 21 С 1/06 (21) 3779332/28-13 (22) 10.08.84 Грузинский ордена Ленина и ордена Трудового Красного Знамени политехнический институт /Тестомесильная машина.
6. Дунаев П.Ф., Леликов О.П. Детали машин. Курсовое проектирование: Учеб. пособие для машиностроит. спец техникумов. – 2 –е. Изд., перер. и доп. – Высш. шк. , 1990 .- 399 с.
7. Зайцев Н.В. Технологическое оборудование хлебозаводов. 3-е. изд., перераб. и доп. – М.: Легкая и пищевая промышленность, 1982.-208 с
8. Кузьминский Р.В., Немировский В.Е., Никольский А.Б., Рябов О.А., Мачихин С.А., Гурин Е.Д./А 21 С 1/06 (21) 3737935/28-13 (22) 14.05.84 Всесоюзный научно-исследовательский институт хлебопекарной промышленности /Конструкция месильного органа для интенсивного замеса теста.
9. Курсовое проектирование деталей машин: Учеб. пособие для учащихся машиностроительных специальностей техникумов/ Чернявский С.А., Боков К.Н., Чернин И.М.. и др. – 2 е изд., перераб. доп. – М.: Машиностроение,1988.- 416 с.
10. Краткий справочник металлиста /Под общ. ред. Орлова Н.П., Скороходова Е.А. – 3-е изд., перераб. доп. – М.: Машиностроение,1987.- 960 с.
11. Лисицкий И.И. Передачи клиноременные. Методические указания по расчету передач клиновыми и поликлиновыми ремнями в курсовых и дипломных проектах. Оренбург, 1993, 26 с.
12. Машины, оборудование, приборы и средства автоматизации для перерабатывающих отраслей АПК, том IV, Ч I. Хлебопекарная и макаронная промышленность/ Составитель Павлова С.И. – М.:Агропрмиздат,1991.- 132 с.
13. Миронюк Н.М., Сиренко А.А., Вербен А.А., Точковой В.А./А21 С1/02 с (21) 3804263/30-13 (22) 23.10.84 Яготинский хлебопищекомбинат Киевского облпотребсоюза/Тестомесильная машина.
14. Методические указания к выполнению курсового проекта по технологии машиностроения и технологической части дипломных проектов. Осачий Ю.С., Елагин В.В. – Оренбург, 1985.
15. Молодых Н.В., Зенкин А.С. Восстановление деталей машин. Справочник. М.: Машиностроение,1989.- 480 с.
16. Никитин С.В., Бурашников Ю.М. Охрана труда на предприятиях пищевой промышленности – М.:Агропрмиздат,1991.- 350 с.
17. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ. Часть 1: нормативы времени. – М.: Экономика, 1990.
18. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ. Часть 2: нормативы времени. – М.: Экономика, 1990.
19. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительное для технического нормирования станочных работ. Серийное производство. – М.: Машиностроение, 1974.
20. Общемашиностроительные нормативы времени и режимов резания для нормирования работ на металлорежущих станках. – М.: Машиностроение, 1974.-137 с.
21. Островский Э.В., Эйдельман Е.В., Краткий справочник конструктора продовольственных машин. – М.: Агропромиздат, 1986, 621 с.
22. Панов А.А., Аникин В.В., Бойм Н.Г. и др. Обработка металлов резанием: справочник технолога. - М.: Машиностроение. 1988. – 736 с., ил.
23. Пелеев А.И. Технологическое оборудование предприятий мясной промышленности. - М.: Пищепромиздат, 1963.-500 с.
24. Расчет и конструирование торгово-технологического оборудования /Под ред. Шувалова В.Н., Харламова С.В. М: ,1985. – 500 с.
25. Сачко Н.С., Бабук И.М. Организация и планирование машиностроительного производства (курсовое проектирование): [Учеб. пособие для машиностроит. спец. вузов]. – Мн.: Выш. Шк., 1985. – 72 с.
26. Соколов А.Я. Технологическое оборудование предприятий по хранению и переработке зерна. – М.: Колос, 1984 г., 445 с.
27. Соколов А.Я. Основы расчета и конструирования машин и аппаратов пищевых производств. - М.: Машиностроение, 1972.- 200 с.
28. Сорокин В.Г., Волосникова С.А., Вяткин С.А. Марочник сталей и сплавов /Под ред. Сорокина В.Г.; М.: Машиностроение, 1989.- 640 с.
29. Смесительные машины в хлебопекарной и кондитерской промышленности/ Лисовенко А.Т., Литовченко И.Н., Зирнис И.В., и др. /Под ред. Лисовенко А.Т.; К.: Урожай, 1990.-192 с.
30. Справочник технолога – машиностроителя. В 2-х т. Под ред. Косиловой А.Г. и Мещерякова Р.К. – М.: Машиностроение, 1985. 656 с., ил.
31. Станочные приспособления: Справочник. В 2-х т. Под ред. Вардашкина Б.Н. М.: Машиностроение, 1984. 592 с., ил.
32. Технологическое оборудование хлебопекарных и макаронных предприятий/ Азаров Б.М., Лисовенко А.Т., Мачихин С.А., и др. /Под ред. проф. Мачихина С.А; М.: Агропромиздат, 1986.-263 с.
33. Феодосьев В.И. Сопротивление материалов. М.: Первая образцовая типография, 1986. – 512 с.