 Научные и курсовые работы |
Главная
Исторические личности
Военная кафедра
Ботаника и сельское хозяйство
Бухгалтерский учет и аудит
Валютные отношения
Ветеринария
География
Геодезия
Геология
Геополитика
Государство и право
Гражданское право и процесс
Естествознанию
Журналистика
Зарубежная литература
Зоология
Инвестиции
Информатика
История техники
Кибернетика
Коммуникация и связь
Косметология
Кредитование
Криминалистика
Криминология
Кулинария
Культурология
Логика
Логистика
Маркетинг
Наука и техника Карта сайта
Реферат: Автоматизированная система управления взрывоопасным технологическим процессом
Реферат: Автоматизированная система управления взрывоопасным технологическим процессом
Министерство образования Российской Федерации
Московский государственный открытый университет
Контрольная работа 1
по дисциплине:
«Аппаратные средства РСУ»
Выполнила:
студентка 5 курса ФИРЭ
Токарева О.П.
Преподаватель: Егоров В.С.
Москва 2008
Содержание:
1. Модель распределённой системы управления MTU-RTU и её компоненты
2. Интеллектуальные датчики: типы, структура и функции
3. Физический уровень реализации сетей, интерфейс RS 485
4. Протокол PROFIBUS и сеть на его основе
5. Автоматизированная система управления взрывоопасным технологическим процессом
Список литературы
1. Модель распределённой системы управления MTU-RTU и её компоненты
В контрольной 4 вопроса и задание. Вопросы 1 и 3 и тип производства для задания выбираются по последней цифре шифра вопросы 2 и 4 – по предпоследней. Тип производства может быть изменён по согласованию с преподавателем.
Все современные SCADA – системы включают три основных структурных компонента (см. рис.1):
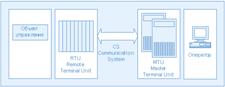
(Рис.1. основные структурные компоненты SCADA – системы)
Remote Terminal Unit (RTU) удалённый терминал, осуществляющий обработку задачи (управление) в режиме реального времени. Спектр его воплощений широк от примитивных датчиков, осуществляющих съём информации с объекта, до специализированных многопроцессорных отказоустойчивых вычислительных комплексов, осуществляющих обработку информации и управление в режиме жёсткого реального времени. Конкретная его реализация определяется конкретным применением. Использование устройств низкоуровневой обработки информации позволяет снизить требования к пропускной способности каналов связи с центральным диспетчерским пунктом.
Master Terminal Unit (MTU), Master Station (MS) диспетчерский пункт управления (главный терминал); осуществляет обработку данных и управление высокого уровня, как правило, в режиме мягкого (квази- ) реального времени; одна из основных функций обеспечение интерфейса между человеком – оператором и системой. В зависимости от конкретной системы MTU может быть реализован в самом разнообразном виде от одиночного компьютера с дополнительными устройствами подключения к каналам связи до больших вычислительных систем (мэйнфреймов) и/или объединённых в локальную сеть рабочих станций и серверов. Как правило, и при построении MTU используются различные методы повышения надёжности и безопасности работы системы.
Communication System (CS) коммуникационная система (каналы связи), необходима для передачи данных с удалённых точек (объектов, терминалов) на центральный интерфейс оператора-диспетчера и передачи сигналов управления на RTU (или удалённый объект в зависимости от конкретного исполнения системы).
2. Интеллектуальные датчики: типы, структура и функции
Применяемые в дискретном производстве интеллектуальные датчики достигли, наконец, своего «совершеннолетия». Непрерывное снижение стоимости контроллерных микросхем и стремительный рост их функциональных возможностей позволяют встраивать эти чипы во все меньшие по размерам изделия. Тем временем, развитие программного обеспечения для систем машинного зрения привело к снижению их сложности, и теперь для их установки уже не требуется иметь докторскую степень.
Автоматизация сбора и обработки технологической информации требует применения датчиков, способных на что-то ещё помимо выдачи сообщений о включении-выключении. Система штрих-кодов, например, позволяет записывать информацию о произведённом изделии непосредственно на нём самом. Для считывания этой информации с последующей передачей её контроллеру или серверу данных необходим датчик, обладающий рядом специальных возможностей, а также, возможно, способный работать в неблагоприятных условиях.
Во многих реальных приложениях недостаточно лишь обнаружить тот или иной объект. Наличие в бесконтактных переключателях и фотоэлектрических датчиках аналоговых выходов могло бы позволить, например, определять расстояния до объекта. Стоимость и характеристики современных систем технического зрения таковы, что обеспечение полного машинного контроля становится вполне реальной задачей. Достижения в области соответствующих технологий позволяют использовать трёхмерное зрение в критических пространственных приложениях. Благодаря различению цветов, высокому быстродействию и возможности подключения к каналам Ethernet недорогие видеодатчики становятся всё более привлекательными, расширяя область их применения.
Следует помнить, что датчики могут подвергаться воздействию производственной среды. Когда бесконтактные сенсоры эксплуатируются в неблагоприятных условиях (например, в составе систем управления транспортировочными линиями и плиточными конвейерами), производитель датчиков здесь практически бессилен и мало что может сделать для решения возникающих проблем. Однако меры по устранению влияния пыли и масляного тумана на оптические датчики уже разрабатываются.
Карл Клингер (Karl Klinger), руководитель направления из компании ifm efector (Экстон, Пенсильвания), говорит, что интеллектуальный датчик способен самостоятельно подстраиваться под условия эксплуатации и непрерывно регулировать свою чувствительность в целях достижения максимальной эффективности. «Своим интеллектом датчики обязаны микропроцессорным технологиям. Микропроцессор – это мозг датчика, позволяющий устройству «изучать» условия, в которых оно работает. Являясь самообучающейся микропроцессорной системой, такой датчик способен обрабатывать большие объёмы информации с высокой скоростью. Именно благодаря микропроцессорам сегодня у пользователя есть весьма удобные в установке, настройке и применении датчики».
Интеллектуальные датчики в многоканальных испытательных системах:
В последнее время в области разработки эффективных, недорогих и безошибочных многоканальных динамических испытательных систем были достигнуты значительные успехи. Благодаря появлению современных контрольно – измерительных приборов, передающих в базу данных точные сведения о своих характеристиках, чувствительности, местоположении и т.д., внесение оператором ошибок в документацию было практически устранено. В значительной мере эти успехи обязаны применению так называемых «смешанных» интеллектуальных датчиков – обычных аналоговых устройств со встроенными микросхемами, содержащими специфическую для данного датчика информацию. В обычном режиме работы выходной сигнал такого датчика является аналоговым. При поступлении от пользователя специальной команды датчик начинает передавать цифровую информацию, содержащую его идентификационный номер. Передача цифровых данных осуществляется по той же паре проводников, при помощи которой подаётся напряжение питания и которая используется для передачи выходного высокочастотного аналогового сигнала. По окончании цифровой передачи линия связи вновь подключается к аналоговым выходным цепям датчика.
Назначение предлагаемого стандарта единого интерфейса – формулирование рекомендаций по разработке протоколов и интерфейсов «смешанных» интеллектуальных датчиков, а также согласование с форматом данных TEDS (Transducer Electronic data Seet – Электронная спецификация данных преобразователя). Реализация этого стандарта позволит отказаться от традиционной практики учёта использования датчиков, а также существенно снизить приходящиеся на один канал удельные затраты, связанные со сбором данных, их проверкой и анализом в многоканальных испытательных системах, применяющихся в промышленных и лабораторных условиях.
3. Физический уровень реализации сетей, интерфейс RS 485
Физический уровень (Physical layer) имеет дело с передачей битов по физическим каналам связи, таким, как коаксиальный кабель, витая пара, оптоволоконный кабель или цифровой территориальный канал. К этому уровню имеют пропускания, помехозащищённость, волновое сопротивление и другие. На этом же уровне определяются характеристики электрических сигналов, передающих дискретную информацию, такую как крутизна фронтов импульсов, уровни напряжения или тока передаваемого сигнала, тип кодирования, скорость передачи сигналов. Кроме того, здесь стандартизируются типы разъёмов и назначение каждого контакта.
Физический уровень:
· Передача битов по физическим каналам;
· Формирование электрических сигналов;
· Кодирование информации;
· Синхронизация;
· Модуляция.
Реализуется аппаратно.
Функции физического уровня реализуется во всех устройствах, подключённых к сети. Со стороны компьютера функции физического уровня выполняются сетевым адаптером или последовательным портом.
Примером протокола физического уровня может служить спецификация RS-485 – это номер стандарта, впервые принятого Ассоциацией электронной промышленности (EIA). Сейчас этот стандарт называется TIA/EIA-485 Electrical Characteristics of Generators and Receivers for Use in Balanced Digital Multipoint Systems
В народе RS-485 – это название популярного интерфейса, используемого в промышленных АСУТП для соединения контроллеров и другого оборудования. Главное отличие RS-485 от также широкого распространённого RS-232 – возможность объединения нескольких устройств.
Интерфейс RS-485 обеспечивает обмен данными между несколькими устройствами по одной двухпроводной линии связи в полудуплексном режиме. Широко используется в промышленности при создании АСУ ТП.
Скорость и дальность
RS-485 обеспечивает передачу данных со скоростью до 10 Мбит/с. Максимальная дальность зависит от скорости: при скорости 10 Мбит/с максимальная длина линии – 120м, при скорости 100 кбит/с – 1200 м.
Количество соединяемых устройств
Количество устройств, подключаемых к одной линии интерфейса, зависит от типа применённых в устройстве приёмопередатчиков. Один передатчик рассчитан на управление 32 стандартными приёмниками. Выпускаются приёмники со входным сопротивлением 1/2, 1/4, 1/8 от стандартного. При использовании таких приёмников общее число устройств может быть увеличено соответственно: 64, 128 или 256.
Протоколы и разъёмы
Стандарт не нормирует формат информационных кадров и протокол обмена. Наиболее часто для передачи байтов данных используются те же фреймы, что и в интерфейсе RS-232: стартовый бит, биты данных, бит паритета (если нужно), стоповый бит.
Протоколы обмена в большинстве систем работают по принципу «ведущий» - «ведомый».
Одно устройство на магистрали является ведущим (master) и инициирует обмен посылкой запросов подчинённым устройствам (slave), которые различаются логическими адресами. Одним из популярных протоколов является протокол Modbus RTU.
Тип соединителей и распайка также не оговариваются стандартом. Встречаются соединители DB9, клеммные соединители и т.д.
При подключении следует правильно присоединить сигнальные цепи, обычно называемые А и В.
Переполюсовка не страшна, но устройство работать не будет.
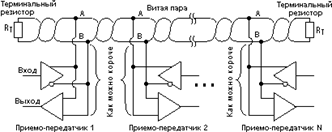
На рисунке изображена локальная сеть на основе интерфейса RS-485, объединяющая несколько приёмо – передатчиков.
Общие рекомендации
Лучшей средой передачи сигнала является кабель на основе витой пары. Концы кабеля должны быть заглушены терминальными резисторами (обычно 120 Ом). Сеть должна быть проложена по топологии шины, без ответвлений. Устройства следует подключать к кабелю проводами минимальной длины.
Витая пара является оптимальным решением для прокладки сети, поскольку обладает наименьшим паразитным излучением сигнала и хорошо защищена от наводок. В условиях повышенных внешних помех применяют кабели с экранированной витой парой, при этом экран кабеля соединяют с защитой «землёй» устройства.
Согласование
Терминальные резисторы обеспечивают согласование «открытого» конца кабеля с остальной линией, устраняя отражение сигнала.
Номинальное сопротивление резисторов соответствует волновому сопротивлению кабеля, и для кабелей на основе витой пары обычно составляет 100 – 120 Ом. Например, широко распространённый кабель UTP-5, используемый для прокладки Ethernet, имеет импеданс 100 Ом. Специальные кабели для RS-485 марки Belden 9841 … 9844 – 120 Ом. Для другого типа кабеля может потребоваться другой номинал.
Резисторы могут быть запаяны на контакты кабельных разъёмов у конечных устройств. Иногда резисторы бывают смонтированы в самом устройстве и для подключения резистора нужно установить перемычку. В этом случае при отсоединении устройства линия рассогласовывается, и для нормальной работы остальной системы требует подключение согласующей заглушки.
Уровни сигналов
Интерфейс RS-485 использует балансную (дифференциальную) схему передачи сигнала. Это означает, что уровни напряжений на сигнальных цепях А и В меняются в противофазе, как показано на приведённом ниже рисунке:
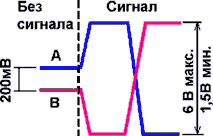
Передатчик должен обеспечивать уровень сигнала 1,5 В при максимальной нагрузке (32 стандартных входа и 2 терминальных резистора) и не более 6 В на холостом ходу. Уровни напряжений измеряют дифференциально, один сигнальный провод относительно другого. На стороне приёмника RS-485 минимальный уровень принимаемого сигнала должен быть не менее 200 мВ.
4. Протокол PROFIBUS и сеть на его основе
PROFIBUS ((PROcess Field BUS)) (читается – Профи бас) – открытая полевая шина (сеть), разработанная компанией Siemens AG для своих промышленных контроллеров SIMATIC. Очень широко распространена в Европе, особенно в машиностроении и управлении промышленным оборудованием. Сеть PROFIBUS это комплексное, она основывается на нескольких стандартах и протоколах. Сеть отвечает требованиям международных стандартов IEC 61158 и EN 50170. Поддержкой, стандартизацией и развитием сетей стандарта PROFIBUS занимается PROFIBUS NETWORK RGANISATION (PNO).
Задачи в области промышленной связи часто требуют разных решений. В одном случае необходим обмен сложным, длинными сообщениями со средней скоростью. В другом – требуется быстрый обмен короткими сообщениями с использованием упрощённого протокола обмена, например, с датчиками или исполнительными механизмами. В третьем случае необходима работа во взрыво- и пожароопасных условиях производства. PROFIBUS имеет эффективное решение для любого из этих случаев. PROFIBUS – семейство промышленных сетей, обеспечивающее комплексное решение коммуникационных проблем предприятия. Под этим общим названием понимается совокупность трёх различных, но совместимых протоколов: PROFIBUS-FMS, PROFIBUS-DP и PROFIBUS-PA.
Протокол PROFIBUS-FMS появился первым и был предназначен для работы на так называемом цеховом уровне. Основное его назначение – передача больших объёмов данных.
Протокол PROFIBUS-DP применяется для высокоскоростного обмена данными между программируемым логическим контроллером и распределёнными устройствами связи с объектом. Физическая среда передачи – экранированная витая пара стандарта RS-485. Скорость обмена прямо зависит от длины сети и варьируется от 100 кбит/с на расстоянии 1200 м до 12 Мбит/с на дистанции до 100 м. Взаимодействие узлов в сети определяется моделью «Master-Slave»(ведущий-ведомый). Master последовательно опрашивает подключённые узлы и выдаёт управляющие команды в соответствии с заложенной в него технологической программой. Протокол обмена данными гарантирует определённое время цикла опроса в зависимости от скорости обмена и числа узлов сети, что позволяет применять PROFIBUS в системах реального времени.
PROFIBUS-PA – это сетевой интерфейс, физическая среда передачи данных которого соответствует стандарту IEC 61158-2, может применяться для построения сети, соединяющей исполнительные устройства, датчики и контроллеры, расположенные непосредственно во взрывоопасной зоне. Все протоколы используют одинаковые технологии передачи данных и общий метод доступа к шине, поэтому они могут функционировать на одной шине. Дополнительно к перечисленным протоколам, поддерживаются следующие возможности обмена данными:
Службы FDL (Field Data Link – Канал полевых данных), SEND/RECEIVE – Отправить/Получить, позволяют легко и быстро установить соединение с любым устройством, поддерживающим FDL. Функции S7 позволяют оптимизировать соединение с устройствами семейства SIMATIC S7.
Сеть PROFIBUS построена в соответствии с многоуровневой моделью ISO 7498 – OSI. PROFIBUS определяет следующие уровни:
1 – физический уровень – отвечает за характеристики физической передачи
2 – канальный уровень – определяет протокол доступа к шине
7 – уровень приложений – отвечает за прикладные функции
Задание
Для данного типа производства найти вариант реализации распределённой системы управления и кратко его описать, отразив следующие характеристики:
1. Структурная схема системы управления
2. Интерфейсы и сигналы нижнего уровня: количество и характеристики
3. Котроллеры и модули: основные характеристики
4. Сетевая структура
5. аппаратура верхнего уровня системы: функции и характеристики
6. ПО верхнего уровня и его основные задачи
7. Пример мнемосхемы
5. Автоматизированная система управления взрывоопасным технологическим процессом
Введение
Наше предприятие налаживает производство статоров для газовых центрифуг. Одним из звеньев технологического цикла изготовления статора является изоляция его обмоток. Был проведён ряд исследований, в результате которых выяснилось, что обеспечению изоляции обмоток от агрессивной рабочей среды обладают статоры, заполненные эпоксидным компаундом, при работах с которым требуется использовать растворители, обладающие взрывоопасными характеристиками. В связи с этим возникла необходимость создания АСУ ТП заполнения компаундной смесью и окрашивания статоров, удовлетворяющей всем требованиям по взрывозащите для помещения класса I, категории 1 и осуществляющей контроль и исполнение технологического процесса в заданных рамках. Вновь создаваемая АСУ ТП получила название «Пульс».
Автоматизируемый технологический процесс заключается в поддержании заданной температуры в технологических шкафах в течение определённого времени. Значение температуры зависит от типа выбранного технологического режима. Равномерный нагрев осуществляется за счёт подачи пара на калориферы через регуляторы и последующего распределения тепла вентилятором шкафа.
При выполнении технологического процесса статор проходит два этапа: заполнение и окрашивание.
Рассмотрим, какие операции включает в себя каждый из этапов. На этапе заполнения статоров компаундной смесью выполняются следующие операции:
· Сушка статоров
· Приготовление компаунда
· Заполнение статором компаундом
· Вакуумирование
· Полимеризация компаунда
· Охлаждение статоров
При этом следует заметить, что установка для заполнения статоров включает в себя:
· четыре сушильных шкафа
· Шкаф для приготовления компаунда
· Две установки вакуумирования
· Систему вентиляции
На этапе окрашивания статоров производятся следующие операции:
· Окрашивание статоров методом пневматического распыления
· Сушка статоров после окрашивания. Установка для окрашивания статоров состоит из окрасочной камеры
· Шкафа для приготовления эмали
· Двух сушильных шкафов
· Системы вентиляции
Операции приготовления компаунда, заполнения, вакуумирования и окраски выполняются персоналом участка вручную, остальные операции производятся автоматически после загрузки в шкафы и включения оператором требуемого режима.
После заполнения статоров и полимеризации компаунда производится окрашивание статоров, направленное на улучшение их внешнего вида. На данном этапе используются растворители, являющиеся взрывопожароопасными.
Исходя из особенностей технологического процесса, следует, что объект автоматизации характеризуется дискретно-непрерывным функционированием и взрывопожароопасностью. В ходе разработки технологической цепочки были сформулированы цели создания АСУ ТП, заключающиеся в:
· Автоматизации контроля и управления технологическим процессом заполнения компаундной смесью и окрашивания статоров
· Своевременном обнаружении и устранении отклонений параметров технологического процесса от нормы
· Создании безопасных и комфортных условий работы эксплуатационного персонала
· Оповещении пользователя о неисправностях, предупредительных и аварийных сигналах
· Автоматизации архивирования информации
Помимо основных целей, программный комплекс системы выполняет также ряд вспомогательных функций, направленных на анализ хода и результатов технологического процесса: построение графиков и трендов, регистрация событий и т.п. для контроля и управления технологическим процессом возникла необходимость организации двух автоматизированных рабочих мест, учитывая требования взрывозащиты.
Обеспечение взрывозащиты
На обеспечение взрывобезопасности направлен ряд мер. Рассмотрим их подробнее.
Задача взрывозащиты вычислительного оборудования АСУ ТП «Пульс» была решена путём использования «интеллектуальных» пультов PurgeWork-station WS 2104X-XP фирмы ProTech, обеспечивающих взрывозащиту методом изоляции (поддержания избыточного давления) и допускающих применение в помещениях класса I, категории 1.
Пульты представляют собой металлические шкафы, к которым подведена магистраль сжатого воздуха. Клавиатура и мышь являются элементами пульта управления. Внутренняя логическая схема пультов контролирует разность давления воздуха внутри и снаружи шкафа. При снижении контролируемого значения ниже предельного автоматически отключается питающее напряжение с вычислительного комплекса, расположенного внутри пульта. Повторное включение возможно только после увеличения давления воздуха до требуемого значения и проведения операции «быстрый обмен» для полной замены газовой среды внутри пультов на чистый воздух, подаваемый извне. Внутри пультов расположены промышленные компьютеры с мониторами и платами ввода-вывода, принтеры, сетевой коммутатор и источники бесперебойного питания. Применение данных пультов исключает такой фактор взрыва, как энергия воспламенения .
Для исключения взрывоопасной составляющей, способной выполнить роль «топлива», были установлены сигнализаторы довзрывоопасной концентрации паров растворителей, применяемых в технологическом процессе, которые обрабатывают ряд технологических блокировок, направленных на подавление ситуации, ведущей к возможности взрыва (блокировки выполняются в автоматическом режиме с компьютера). И наконец, для обеспечения всех требований взрывозащиты применено низовое технологическое оборудование, имеющее взрывозащищённое исполнение.
Описание технологического процесса
Технологический участок включает в себя две установки. Первая предназначена для заполнения статоров компаундом, вторая – для их окрашивания. На участке установлены два пульта управления, информационно объединённых в одну систему. Оба компьютера системы позволяют вести контроль и управление любой из установок. Технологическая схема шкафа приведена на рис.1.
Нагрев осуществляется за счёт прохождения пара через калорифер по одной из двух магистралей, при этом положение электромагнитных клапанов КП1 и КП2 устанавливается оператором в зависимости от выбранного технологического режима. Все режимы регламентированы по времени (за исключением режима охлаждения, завершаемого при достижении заданной температуры), отсчёт которого производится в компьютере. По завершении отсчёта времени (или по достижении установки) автоматически производится переход на новый технологический режим, а оператор оповещается об окончании выполнения заданного режима работы шкафа.
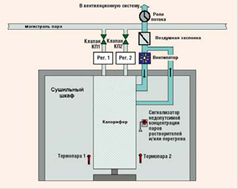
Для регулирования температуры используются регуляторы РТ-ДО 50. при открытом клапане КП1 в работе находится регулятор 1 (Рег.1), выполняющий поддержание температуры около уставки 95±5˚С. При открытии клапана КП2 (одновременное открытие обоих клапанов при выполнении режима невозможно) в работу вступает регулятор 2 (Рег. 2) для поддержания температуры 80±5˚С.
Аппаратная логика системы делает невозможным осуществление технологического процесса при отключённых компьютерах. В этом случае автоматически закрываются клапаны и останавливаются вентиляторы, что соответственно приводит к исключению неконтролируемого роста температуры и повышения концентрации растворителей.
Сигнализаторы довзрывоопасной концентрации обеспечивают гаранторованное оповещение персонала о превышении допустимой концентрации паров растворителей (формируются сигналы, идущие на компьютер и чирену, компьютер вырабатывает и направляет сигналы на звуковые колонки, расположенные внутри пультов, и на мнемосхемсы технологического участка).
При возникновении опасных технологических ситуаций (перегрев, останов вентиляторов, высокая концентрация паров растворителей и др.) компьютер формирует команды автоматического управления (блокировки), направленные на стабилизацию или останов технологического процесса.
Структура и аппаратные средства системы
При выборе аппаратных средств системы предпочтение отдавалось изделиям фирмы Advantech. На предприятии имеется положительный опыт долговременного использования оборудования данного производителя, которое зарекомендовало себя надёжным в работе и простым в эксплуатации. Большим плюсом при подборе оборудования явилась широкая номенклатура компонентов автоматизации Advantech, позволившая выбрать именно то, что необходимо. В частности, для сбора данных и формирования команд управления применены:
● для аналогового ввода - универсальные платы PCL_812PG;
● для дискретного ввода - PCL730 и PCL_733;
● для дискретного вывода - PCL_730 в комплекте с платами релейной коммутации PCLD_885.
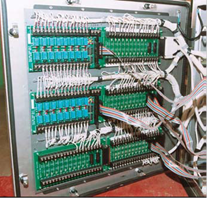
Подключение всех входных сигналов произведено через клеммные платы PCLD_880, выходных — через PCLD_885, смонтированные на задней двери пульта управления PurgeWorkstation (рис. 2).
Данные об объёме сигналов контроля и управления приведены в табл. 1.
|
ТИП |
КОЛИЧЕСТВО |
| Аналоговый | 16 |
| Дискретный ввод | 84 |
| Дискретный вывод | 38 |
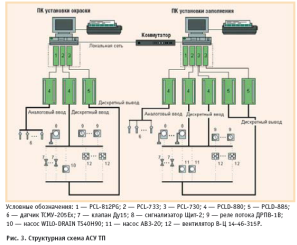
АСУ ТП «Пульс» построена подвухуровневой схеме (рис. 3), где первый уровень представлен низовым оборудованием, второй — вычислительным комплексом.
Промышленный компьютер (ПК) выполнен на базе шасси IPC_615 фирмы Advantech, укомплектованного процессорной платой PCA_6178V.
Общий вид рабочего места оператора и размещение средств вычислительной техники показаны на рис. 4 и 5 соответственно.

Компьютеры объединены в локальную сеть участка через четырехпортовый коммутатор Corman CT_FE304. Кроме того, сеть участка подключена к локальной сети цеха для обеспечения передачи накопленных по участку данных на цеховой сервер с возможностью последующей обработки и анализа этих данных. Источники бесперебойного питания (ИБП) Power Ware 9120 защищают вычислительное оборудование от скачков питающего напряжения.
К каждому ПК подключены звуковые колонки для обеспечения звуковой предупредительной и аварийной сигнализаций и матричный принтер для печати регистрационных сообщений.
Тип датчиков и исполнительных устройств указан на рис. 3, при этом следует заметить, что низовое оборудование имеет взрывобезопасное исполнение, соответствующее категории участка.
Описание программного обеспечения
Программное обеспечение (ПО) АСУ ТП написано на языке С и работает под управлением ОС РВ QNX 4.х. Для разработки и функционирования графического интерфейса пользователя использованы графическая оболочка Photon и инструментальное средство Photon Application Builder. Выбор данной ОС обусловлен ее надёжностью и накопленным опытом разработки ПО для автоматизированных систем под управлением ОС данного типа.
Разработанное ПО выполняет следующие функции:
● отображение состояния оборудования и значений технологических параметров;
● управление технологическим оборудованием в ручном и автоматическом режимах;
● технологические блокировки (список действующих блокировок определяет пользователь);
● накопление технологических параметров за два последних месяца с возможностью построения графиков по имеющимся данным;
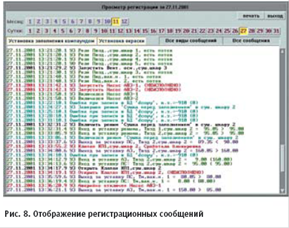
● регистрация событий, сигналов и действий пользователя и хранение
архива за последние 12 месяцев с возможностью просмотра, сортировки и печати;
● корректировка параметров технологических режимов (температура, время);
● ведение журнала (базы данных) статоров, прошедших обработку на участке.
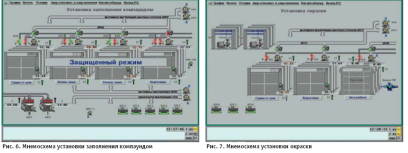
Внешний вид основных окон ПО АСУ ТП приведён на рис. 6, 7, 8.
Затрагивая тему информационной безопасности, можно отметить, что для разграничения прав доступа в системе реализована идентификация пользователей по паролю. Имеется четыре категории пользователей: обслуживающий персонал, операторы, технологи и администратор системы.
Обслуживающий персонал обладает правами на просмотр состояния технологического оборудования и технологических параметров, операторы могут выполнять контроль и управление. Технологи имеют права, аналогичные тем, которыми обладают операторы, дополнительно они могут изменять параметры технологического процесса. Администратор имеет право создавать, удалять, изменять учетные записи пользователей, а также обладает всеми возможностями других категорий пользователей. По завершении работы с системой для предотвращения несанкционированного управления эксплуатирующий персонал завершает свой сеанс управления, оставляя систему в защищённом режиме (возможен только просмотр). Для входа в сеанс управления пользователь должен подтвердить свои права вводом пароля.
Также одной из полезных функций ПО системы является динамическое подключение сигналов к платам ввода-вывода, когда без корректировки ПО технолог может указать, к какому выводу платы подключён тот или иной сигнал. Данная функция обеспечивает гибкость системы при монтаже и наладке аппаратной части АСУ ТП. На компьютерах АСУ ТП «Пульс» выполняется одинаковое ПО, одной из функций которого является синхронизация текущих и накопленных данных.
Разработка системы также потребовала написания:
● драйверов для плат ввода-вывода PCL_730 и PCL_733;
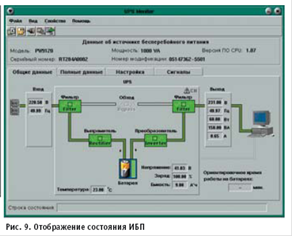
● программы контроля состояния источника бесперебойного питания Power Ware 9120 (рис. 9);
● программы копирования архивов с компьютеров АСУ ТП, работающих под управлением ОС QNX, на цеховой сервер, работающий под управлением ОС Windows 2000.
Управление АСУ ТП
ПО системы создавалось с учётом требований реализации интуитивно понятного интерфейса пользователя. Исходя из этого, на мнемосхемах изображается технологическое оборудование в приближенном к реальному виде. Состояние объектов определяется цветом, анимацией и текстом с дополнительной информацией, появляющимся при наведении курсора мыши на интересующий объект. Технологическое оборудование имеет местное и дистанционное управление. Для дистанционного управления (с компьютера) необходимо произвести выбор объекта при помощи мыши, а затем в появившемся окне выбрать необходимую команду (открыть/закрыть, включить/выключить и т.д.). Для запуска технологического режима оператору необходимо загрузить статоры в шкаф и указать режим работы этого шкафа, после чего система произведёт действия, направленные на корректную работу технологического оборудования и поддержание требуемых технологических параметров. Поскольку технологический процесс возможен только при строго определенном состоянии низового оборудования, ПО выполняет еще и информационно советующие функции по включению режимов и оборудования в виде текстовых сообщений (подсказок) пользователю.
Хранение технологической информации
Хранение данных в системе осуществляется при помощи системы управления базами данных (БД) Raima Manager. ПО системы использует четыре БД для:
● хранения описания оборудования системы;
● регистрационных сообщений;
● хранения накопленных значений технологических параметров;
● хранения номеров статоров, обработанных на участке.
На каждом компьютере ведутся БД, синхронизируемые между собой при помощи ПО. Один раз в месяц автоматически формируются текстовые файлы по каждому датчику, содержащие накопленные за месяц данные. По запросу оператора эти файлы копируются на сервер цеха, работающий управлением ОС Windows 2000.
Заключение
АСУ ТП участка по заполнению компаундной смесью и окрашиванию статоров функционирует с июня 2002 года.
В связи со сжатыми сроками внедрения система была налажена в течение одного месяца и сразу введена в промышленную эксплуатацию.
Создание участка по заполнению компаундной смесью и окрашиванию статоров позволило нашему предприятию сэкономить около 350 рублей на каждое выпускаемое изделие, в том числе и за счет внедрения АСУ ТП «Пульс».
Анализ результатов промышленной эксплуатации показал, что разработанная система позволила:
● автоматизировать контроль и управление технологическим процессом по заполнению компаундной смесью и окрашиванию статоров газовых центрифуг;
● повысить качество выпускаемой продукции за счёт оперативного выявления отклонений параметров технологического процесса от нормы. Фактически исключён брак продукции при изготовлении;
● оперативно выявлять предаварийные ситуации, блокировать их развитие и предупреждать об этом оператора;
● создать безопасные и комфортные условия работы обслуживающего персонала. Графический интерфейс системы представляет информацию о процессе в удобном виде и обеспечивает быстрое освоение системы технологическим персоналом;
● информировать пользователя об ошибочных действиях и не допускать таких действий;
● автоматически формировать архивы накопленных данных для дальнейшего анализа качества выпускаемой продукции;
● вести базу данных номеров статоров, обработанных на участке, с указанием даты выпуска и фамилии производителя.
За все время эксплуатации системы не было выявлено отказов оборудования и ПО.
АСУ ТП «Пульс» выполняет все задачи и функции, установленные в техническом задании, и не вызвала никаких замечаний со стороны заказчика.
Список литературы:
1. http://www.asutp.ru- средства и системы компьютерной автоматизации.
2. www.scada.ru - сайт, посвященный системам SCADA.
3. www.cta.ru/cms/f/341683.pdf - сайт журнала Современные технологии автоматизации.
4. http://www.novosoft.by/Ency/rs-485.htm