 Научные и курсовые работы |
Главная
Исторические личности
Военная кафедра
Ботаника и сельское хозяйство
Бухгалтерский учет и аудит
Валютные отношения
Ветеринария
География
Геодезия
Геология
Геополитика
Государство и право
Гражданское право и процесс
Естествознанию
Журналистика
Зарубежная литература
Зоология
Инвестиции
Информатика
История техники
Кибернетика
Коммуникация и связь
Косметология
Кредитование
Криминалистика
Криминология
Кулинария
Культурология
Логика
Логистика
Маркетинг
Наука и техника Карта сайта
Курсовая работа: Разработка технологического процесса сборки измерителя H21э транзисторов
Курсовая работа: Разработка технологического процесса сборки измерителя H21э транзисторов
Министерство образования Украины
Запорожский национальный технический университет
Кафедра КПР
Пояснительная записка к курсовому проекту
"Разработка технологического процесса сборки измерителя H21э транзисторов"
По дисциплине:
"Технология и автоматизация производства РЭС"
Реферат
Цель курсового проекта - систематизировать и закрепить теоретические знания, полученные при изучении данного курса.
Основные задачи курсового проекта:
- приобретение навыков системного анализа базовой и справочной информации, необходимой для разработки рабочих технологических процессов сборки, монтажа и регулировки РЭА;
- практическое ознакомление с основными этапами разработки рабочих технологических процессов соответственно к единой системе технологической подготовки производства;
- получение практических навыков самостоятельного решения задач анализа типового и синтеза рабочего технологического процесса;
- приобретение и закрепление навыков оформления комплекта технологических документов соответственно требованиям стандартов ЕСТД;
- ознакомление с методами экономической оценки и оптимизации принятых технологических решений.
В данном курсовом проекте будут проанализированы тип и условия производства, годовая программа выпуска и организация производства. В общем, будет проведен анализ всей конструкции и разработана КСС, выполнена оценка технологичности, разработаны ТСС и ТП, и для данного ТП установлено расположение рабочих мест в соответствии с процессом. Так же будет проведено детальное рассмотрение по переходам двух операций. В целом будет проделана полная технологическая подготовка изделия к производству.
Конструкторская схема сборки, технологическая схема сборки, маршрут сборки, технологическое оборудование, технологический процесс
Содержание
Перечень условных сокращений
Введение
1. Анализ технического задания
1.1 Техническая характеристика объекта производства
1.2 Производственно - технологические требования, анализ и обеспечения
2. Анализ конструкции изделия
2.1 Описание конструкции
2.2 Технологический анализ элементной базы
2.3 Разработка КСС
3. Оценка технологичности
4. Разработка технологической схемы сборки
4.1 Технологический анализ методов соединения
4.2 Разработка ТСС
5. Разработка технологического маршрута сборки
5.1 Выбор и обоснование выбора основных технологий
5.2 Планирование и организация производственного процесса
5.3 Разработка маршрутного технологического процесса
6. Выбор технологического оборудования
7. Проектирование операций технологического процесса
8. Нормирование технологического процесса
9. Оптимизация ТП сборки и монтажа
Выводы
Перечень ссылок
Перечень условных сокращений
ПП - печатная плата
ЭрЭ - электрорадиоэлемент
ЭРИ - электрорадиоизделие
кд - конструкторская документация
КСС - конструкторская схема сборки
ТП - технологический процесс
тпП - технологическая подготовка производства
ТСС - технологическая схема сборки
Введение
При современном конструировании радиоэлектронных аппаратов необходимо в первую очередь учитывать конструктивно-технологические особенности РЭА, включают функционально-узловой принцип конструирования, технологичность, минимальные габаритно-массовые показатели, ремонтопригодность, защиту от внешних воздействий. Необходимо обеспечить оптимальную надежность функционирования, в которую входят: вероятность безотказной работы, среднее время наработки на отказ, среднее время восстановления работоспособности, долговечность и т.д.
Кроме того, производство РЭА должно быть экономически эффективно. При проектировании технологических процессов (ТП) следует предусматривать сокращение длительности и трудоемкости этапа подготовки производства, капитальных затрат, численности сложных и трудоемких операций, использование минимального числа стандартных, унифицированных и типовых сборочных единиц, функциональных узлов РЭА, а также предусматривать изготовление минимального числа сборочных единиц. В настоящее время основными направлениями развития РЭА, позволяющими решать задачи уменьшения габаритов и массы аппаратуры, повышение ее надежности и технологичности, являются микро миниатюризация аппаратуры, повышение степени интеграции и комплексный подход к разработке, конструированию и технологии производства РЭА. [1]
Цель работы – систематизировать и закрепить теоретические знания, полученные при изучении данного курса.
1. Анализ технического задания
1.1 Технические характеристики объекта производства
Назначение изделия, область применения
Цифровой измеритель h21э транзисторов предназначен для измерения коэффициента передачи тока малой, средней и большой мощности большого числа транзисторов, а также составных при напряжении коллектор-эмиттер около 4В. Данный прибор применим на заводах-изготовителях транзисторов, а также в лабораториях заводов-изготовителей и обслуживающих станциях РЭА.
Принцип работы устройства
Данный прибор позволяет, благодаря наличию трех диапазонов изменения h21э (5…200,50…2000, 500…20000) и возможности выбора одного из пяти фиксированных токов эмиттера (0.1, 1, 10, 100, 1000 мА), измерять коэффициент передачи тока большого числа транзисторов малой, средней и большой мощности, а также составных при напряжении коллектор-эмиттер около 4В. Выбор структуры транзисторов (p-n-p, n-p-n) соответствующим переключателем, причем, когда он находиться в положении n-p-n, в старшем разряде индикатора высвечивается знак "минус". С помощью элемента DD4.1 осуществляется индикация десятичной запятой во втором разряде индицируемого числа на младшем пределе измерения. Режим перегрузки, отображаемый индикатором (единица в старшем разряде, остальные разряды погашены), может означать не только необходимость перехода на другой диапазон измерения, но и неисправность самого транзистора, а также ошибочный выбор его проводимости.
Технические характеристики и параметры
Электрические характеристики и параметры
Напряжение питания Uп – 10 В
Ток питания Iп – 1.25 мА
Частота f – 50 Гц
Конструктивные характеристики и параметры
Размеры – 180´140´110
Прибор состоит из корпуса, крышки, 2 плат, разъема и ЭРЭ.
Эксплуатационные характеристики и параметры
Температура воздуха при эксплуатации,°C:
а) рабочее
¾ верхнее +25
¾ нижнее -10
¾ среднее +20
б) предельные рабочие
¾ верхнее +40
¾ нижнее +1
Относительная влажность при 20 °C 65%
Продолжительность, мес. 12
Верхнее значение при 25 °C 80%
Испытание на прочность при транспортировании:
¾ ускорение, м/с2 147(15)
¾ длительность ударного импульса, мс 11
¾ частота ударов, удар/мин 60-120
¾ число ударов 1000
1.2 Производственные технические требования, их анализ и обеспечение
Тип производства
Данный прибор будет выпускаться по мелкосерийному типу производства из-за того, что он узкоспециализированный по назначению. Он нужен узкому числу специалистов, а не для широкого потребления. Прибор будет изготавливаться периодически повторяющимися партиями и относительно не большим объемом выпуска. При мелкосерийном типе производства используется специализация рабочего места на исполнение нескольких операций, оборудование широкого использования и специализированное, ограниченный и многомерный контрольно-измерительный инструмент, нормальные и специализированные обрабатывающие инструменты, универсальные приспособления, производиться расположение оборудования за типами и за технологическим процессом, сборка комбинированная. При данном типе производства степень автоматизации и механизации и продолжительность цикла изготовления продукции – средняя.
Годовая программа выпуска
Годовая программа выпуска зависит от типа производства, трудоемкости и спроса на изделие. Так как данный прибор узкоспециализированный, то спрос на него достаточно низкий. Производство его выполняется по заказам заводов, а для широкого потребления не используется. Трудоемкость зависит от того, какие элементы используются в данном приборе. В нем применяется стандартная элементная база, а так же оригинальные детали и сборочные единицы. Из-за этого трудоемкость может приблизительно составлять 50 усл. н/час. А тип производства как было уже определено мелкосерийный, то можно назначить годовую программу выпуска – 180 шт. Уточнение годовой программы выпуска будет проводиться в процессе дальнейшего анализа прибора.
Условия производства
Данный прибор изготавливается на широкопрофильном радиоэлектронном предприятии. На нем создается аппаратура широкой номенклатуры, поэтому присутствует достаточный парк оборудования, а так же используются отработанные типовые ТП.
Степень унификации и стандартизации
К прибору предъявляются требования по унификации и стандартизации. Конструктивно степень унификации достаточно низкая.
В конструкции прибора применена стандартная элементная база, кроме разъема, который изготовлен оригинальной сборочной единицей, а также используются оригинальные детали и сборочные единицы такие, как корпус, крышка, амортизатор и стойки.
Формовка выводов и установка элементов стандартная по ОСТ 4ГО.010.030, кроме элементов указанных на чертеже – плата в сборе. Существует возможность автоматизированной установки большинства элементов, а также групповой пайки.
Плата функциональная и плата индикаций изготавливаются с помощью химического метода, по типовому технологическому процессу.
Сборка изделия осуществляется довольно просто и не требует дополнительных затрат на спец инструмент и спецоборудование, так как все крепежные места легко доступны. Но необходима определенная последовательность установки некоторых элементов.
Выбор организация производства
На основании анализа производственных технологических требований, конструкции предлагаем комбинированный метод сборки, который соединяет в себе стационарный и поточный. Поточный метод сборки будут использовать при изготовлении плат. Перемещение плат будет вынужденным в соответствии с ритмом процесса. А сборку корпуса, крышки и самого изделия будем производить стационарным методом.
2. Анализ конструкции
2.1 Описание конструкции
Цифровой измеритель h21э транзисторов представлен собой конструкцию, которая предназначена для измерения коэффициента передачи тока транзисторов разной мощности. Первичным источником питания прибора является электросеть. Корпус измерителя изготовлен из стали для защиты прибора от внешних электромагнитных воздействий. В середине основания и на передней панели корпуса, к которому приварены втулки, размещены печатные платы с ЭРЭ. Электрические соединения плат и других ЭРЭ, расположенных на передней панели и основании корпуса, производятся с помощью проводов, которые собраны в жгут. Для уменьшения вероятности обрывов паяных соединений предусмотрены резиновые втулки. Для защиты от внешних перепадов напряжения предусмотрена вставка плавкая. Трансформатор крепится на основании при помощи винтов, а конденсатор емкостью 2000 мкФ крепится при помощи прижима, конденсаторной бумаги и винта. Крышка корпуса из стали крепится к основанию корпуса винтами, для защиты от само отвинчивания применена стопорная краска.
2.2 Технологический анализ элементной базы
Конструкция измерителя имеет такую элементную базу: микросхемы, конденсаторы, резисторы постоянные и переменные, выпрямительный блок, галетные переключатели, трансформатор, вставка плавкая, кнопка, и жидкокристаллический индикатор. Все перечисленные элементы являются стандартными, что увеличивает технологичность изделия при мелкосерийном типе производства. Оригинальным элементом является разъем.
Технологический анализ элементной базы наведен в таблице 2.1.
В данном разделе были проанализированы все элементы, входящие в данный прибор, их установка и монтаж. При сборке возможно использование автоматизированного захвата для установки большого числа элементов, но и нужна ручная установка таких элементов как трансформатор, кнопки переключателя и вставка плавкая. Монтаж большинства элементов производиться пайкой, но некоторые устанавливаются резьбовым соединением.
Таблица 2.1 – Технологический анализ элементной базы
| Название, типоразмер | ||||||
|
|
К10-17 | радиал. | метал. | обычн. | автомат. | пайка |
| К50-16 | радиал. | метал. | обычн. | автомат. | пайка | |
|
|
К157УД1 | планар. | пластмас. | обычн. | автомат. | пайка |
| К561ЛП2 | планар. | пластмас. | обычн. | автомат. | пайка | |
| К561КТ3 | планар. | пластмас. | обычн. | автомат. | пайка | |
| КР142ЕН5В | гибкие | пластмас. | обычн. | автомат. | пайка | |
| КР572ПВ5 | планар. | пластмас. | обычн. | автомат. | пайка | |
| Вставка плавкая ВП 1 | радиал. | метал. | обычн. | ручн. | резьб., пайка | |
| Индикатор ИЖЦ5–4/8 | планар. | метал. | обычн. | автомат. | пайка | |
|
|
КИМ | осевые | метал. | обычн. | автомат. | пайка |
| С2-33–0,125 | осевые | метал. | обычн. | автомат. | пайка | |
| С2-33 –0,5 | осевые | метал. | обычн. | автомат. | пайка | |
| С2-33 – 1 | осевые | метал. | обычн. | автомат. | пайка | |
| С5-16М | осевые | метал. | обычн. | автомат. | пайка | |
| С5-17В | осевые | метал. | обычн. | автомат. | пайка | |
| СП3-38А | осевые | метал. | обычн. | автомат. | пайка | |
|
|
П2Г3 – 2П4Н | радиал. | метал. | обычн. | ручн. | резьб., пайка |
| П2Г3 2П4Н | радиал. | метал. | обычн. | ручн. | резьб., пайка | |
| П2Г3 – 5П6Н | радиал. | метал. | обычн. | ручн. | резьб., пайка | |
| Кнопка КМ2-1 | радиал. | метал. | обычн. | ручн. | резьб., пайка | |
| Трансформатор ТПП | радиал. | метал. | обычн. | ручн. | резьб., пайка | |
| Выпрямительный блок КЦ405Б | планар. | пластмас. | обычн. | автомат. | пайка | |
| Разъем | радиал. | метал. | обычн. | ручн. | резьб., пайка | |
2.3 Разработка КСС
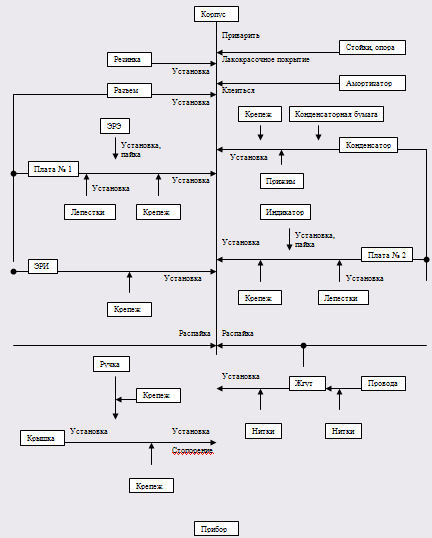
Конструкция данного изделия представляет собой корпус, в котором размещены 2 платы функциональная и индикации, переключатели, кнопка, клемма заземления и разъем. Платы – односторонние, выполненные из гетинакса, где установлены элементы. Платы, крышка с ручкой, корпус с втулками и разъем являются сборочными единицами. К оригинальным деталям относят детали корпуса (корпус, крышка), печатную плату, детали разъема (панельки). На печатной плате установлены ЭРЭ, которые присоединяются к плате при помощи пайки. Разъем собирают, соединяя штырьки между собой при помощи проводов, вставляя в панельки, и соединяя панельки между собой. Во время сборки используются такие конструкционные материалы: провода, изоляционные трубки и нитки. Технологические материалы – эмаль, клей, припой, флюс, лак и стопорная краска. Технологический анализ оригинальных деталей, которые входят в состав изделия, приведен в таблице 2.2. КСС данного изделия наведено на рис. 2.1.
На основании КСС видно, что в данной конструкции большое количество оригинальных изделий, которые усложняют и уменьшает технологичность. Данное изделие имеет три уровня составных единиц, которые можно собирать параллельно.
Таблица 2.2 - Технологический анализ оригинальных деталей
| Название детали | Материал | Метод изготовления |
| Корпус | Сталь Ст 08п | Штамповка, сгибание |
| Крышка | Сталь Ст 08п | Штамповка, сгибание |
| Панельки | Алюминиевый сплав АК-12 | Литье |
| Амортизатор | Резина VI-1а-21 1847 | Штамповка |
| Стойки | Сталь 45 | Механическая обработка |
| ПП | Стеклотекстолит СФ1-35-1,5 |
Механическая обработка, химический метод |
3. Оценка технологичности
Технологичность конструкции изделия есть приспособленность к ограниченному расходованию трудовых, материальных и энергетических ресурсов при подготовке производства и промышленном выпуске изделия. Технологичность решается на основе унификации и стандартизации. Унификация – это использование в новых изделиях разработанных ранее и освоенных в производстве деталей и сборочных единиц предшествующих РЭА. Деталь или сборочную единицу, примененную в нескольких изделиях, называемую унифицированной, в отличие от оригинальной, применяемой только в одном изделии. В данном изделии разработаны оригинальными изделиями: разъем, амортизаторы, стойки, печатная плата, корпус и крышка. С точки зрения технологичности должны быть унифицированы разъем, амортизатор и стойки, так как они используются во многих конструкциях на заданном широкопрофильном радиоэлектронном предприятии и не нуждаются в новой разработке. В данном приборе используются:
¾ ограниченная номенклатура составных частей конструкции изделия (платы с ЭРЭ, ЭРИ, корпус и крышка) и материалов, которые используются во время создания прибора;
¾ типовые технологические процессы (на плате – групповая пайка ЭРЭ, корпус и крышка изготавливаются гибкой и штамповкой), стандартные средства технологического оснащения (формовка выводов, пайка, гибка, штамповка и т.д.). В данном случае удалось достичь рационального уровня механизации и автоматизации труда, так как формовка выводов всех ЭРЭ выполняется на специальных устройствах, пайка ЭРЭ выполняется автоматически. Но изделие имеет достаточно большое количество ручных операций (установка трансформатора, конденсатора и других ЭРИ на корпус, а так же плату, электрическое соединение платы с ЭРИ и ЭРЭ на корпусе). Это не повлияет на технологичность изделия, так как выше изложенное предусмотрено в условиях мелкосерийного производства.
¾ стандартная элементная база ЭРЭ и ЭРИ, кроме разъема, который было предложен унифицированным.
¾ конструкторские решения, которые позволяют уменьшить затраты на доступность к составным частям, их установление и снимание, обеспечение взаимозаменяемости (минимальная необходимость в регулировочных и подгонных операциях во время замены частей конструкции). Доступ к конденсатору, разъему и к некоторым установленным на плате ЭРЭ несколько затруднен.
¾ обоснованные сортаменты материалов и их марок, которые позволяют уменьшить материалоемкость изделия. Например, для изготовления корпуса используют сталь 08кп, которую можно использовать для штамповки, гибки, развальцовки, сварки и т.д., плату изготавливают из гетинакса ГФ1-35-1,0.
Так как в основе функционирования прибора является большинство ЭРЭ, хотя и есть микросхемы, но данный прибор принадлежит к классу радиотехнических блоков. Исходные данные для расчета берутся из курсового проекта ОКРЕС: "Цифровой измеритель h21э транзисторов" и заносятся в таблицу 3.1.
Таблица 3.1
| № п/п | Название | Обозначение | Значение |
| 1 | Количество узлов (или ЭРЭ), которые входят в изделие, и требуют регулирование |
ЕСК |
1 |
| 2 | Общее количество узлов (или ЭРЭ). |
ЕТ |
55 |
| 3 | Количество ЭРЭ, подготовка которых к монтажу может выполняться механическим или автоматизированным способом, или не требует подготовки к монтажу совсем. |
НМПЭРЭ |
54 |
| 4 | Общее количество ЭРЭ |
НЭРЭ |
55 |
| 5 | Количество монтажных соединений, которые могут выполняться механизированным или автоматизированным способом |
НАМ |
174 |
| 6 | Общее количество монтажных соединений |
НМ |
213 |
| 7 | Количество типоразмеров ЭРЭ |
НТ |
35 |
| 8 | Количество операций формообразования деталей, выполненных прогрессивным методом; |
НПФ |
4 |
| 9 | Общее количество операций формообразования деталей. |
НФ |
6 |
Выберем частные показатели технологичности, которые наиболее характерны для измерителя, и занесем их и соответствующие им коэффициенты воздействия в таблицу 3.2.
Таблица 3.2
| № п/п (i) | Показатель технологичности | Обозначение |
φi |
| 1 | Коэффициент сложности соединения |
Ксл с |
1,000 |
| 2 | Коэффициент автоматизации и механизации монтажа |
Кам |
1,000 |
| 3 | Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу |
Кмп эрэ |
0,75 |
| 4 | Коэффициент повторения ЭРЭ |
Кпов эрэ |
0,310 |
| 5 | Коэффициент прогрессивности формообразования |
Кф |
0,110 |
Вычислим значения показателей технологичности по формулам:
Коэффициент повторения ЭРЭ:
![]()
где ![]() - количество типоразмеров
ЭРЭ;
- количество типоразмеров
ЭРЭ; ![]() - общее количество ЭРЭ,
шт.
- общее количество ЭРЭ,
шт.
Коэффициент сложности соединения:
![]()
где ![]() - количество узлов (или
ЭРЭ), которые входят в изделие, и требуют регулирование;
- количество узлов (или
ЭРЭ), которые входят в изделие, и требуют регулирование; ![]() - общее количество узлов
(или ЭРЭ).
- общее количество узлов
(или ЭРЭ).
Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу:
![]()
где ![]() - количество ЭРЭ (шт.),
подготовка которых к монтажу может выполняться механическим или
автоматизированным способом, или не требует подготовки к монтажу совсем.
- количество ЭРЭ (шт.),
подготовка которых к монтажу может выполняться механическим или
автоматизированным способом, или не требует подготовки к монтажу совсем.
Коэффициент автоматизации и механизации монтажа изделия:
![]()
где ![]() - количество монтажных
соединений, которые могут выполняться механизированным или автоматизированным
способом;
- количество монтажных
соединений, которые могут выполняться механизированным или автоматизированным
способом; ![]() - общее количество
монтажных соединений.
- общее количество
монтажных соединений.
Коэффициент прогрессивности формообразования:
![]()
где ![]() - количество операций
формообразования деталей, выполненных прогрессивным методом;
- количество операций
формообразования деталей, выполненных прогрессивным методом; ![]() - общее количество операций
формообразования деталей.
- общее количество операций
формообразования деталей.
Данные для расчета приведены в таблице 3.1, а результаты расчета в таблице 3.3.
Таблица 3.3
| № п/п (i) | Показатель технологичности | Обозначение | Значение |
| 1 | Коэффициент сложности соединения |
Ксл с |
0,98 |
| 2 | Коэффициент автоматизации и механизации монтажа |
Кам |
0,82 |
| 3 | Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу |
Кмп эрэ |
0,98 |
| 4 | Коэффициент повторения ЭРЭ |
Кпов эрэ |
0,36 |
| 5 | Коэффициент прогрессивности формообразования |
Кф |
0,66 |
Вычислим комплексный показатель технологичности по формуле:

![]()
К = (0,98*1 + 0,82*1 + 0,98*0,75 + 0,36*0,31 + 0,66*0,11)/(1 + 1 + 0,75 + 0,31 + 0,11) = 0,86
| Нормативный комплексный показатель технологичности | Характеристика степени пригодности сборочной единицы к автоматизированной сборке |
| До 0,5 включительно | Конструкция сборочной единицы негодная для автоматизированной сборки. Необходима коренная переработка конструкции. |
| От 0,5 до 0,85 | Необходимо сделать изменение некоторых элементов конструкции сборочной единицы. |
| От 0,85 до 1,00 | Автоматизация сборки может быть исполнена без изменения конструкции сборочной единицы |
Сравнив комплексный показатель технологичности с нормативным комплексным показателем технологичности, можно сделать вывод, что конструкция данного изделия с проведенными измерениями достаточно технологична.
4. Разработка технологической схемы сборки
4.1 Технологический анализ методов соединения
В конструкции измерителя, кроме электрических соединений используются так же и механические. В данном изделии используются соединения разъемные (резьбовые) и неразъемные (пайка, сварка, склеивание, расклепывание). Разъемные соединения допускают полную разборку изделия на детали без разрушения их целостности. Соединения считаются неразъемными, если его разборка сопровождается разрушением металлов или деталей, с помощью которых оно осуществлено.
Из всех разъемных соединений чаще всего используются резьбовые, хотя характеризуются относительно высокой стоимостью и трудоемкостью. Резьбовые соединения применяются в данной конструкции для соединения кнопки, переключателей, земляной клеммы и предохранителя, расположенных на передней панели, плат, трансформатора и конденсатора, а так же крышки с корпусом.
Расклепывание применяется для прочного соединения неметаллических и металлических деталей. В данном изделии применяется на платах при расклепывании лепестков.
Пайка применяется на платах как групповая, а так для монтажного соединения в корпусе между ЭРИ и платами как индивидуальная. Пайкой называется процесс соединение металлов в твердом состоянии путем введения в зазор расплавленного припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Паяные электрические соединения очень широко применяют при монтаже электронной аппаратуры из-за низкого и стабильного электрического сопротивления, универсальности, простоты автоматизации, контроля и ремонта.
Для образования качественного паяного соединения необходимо:
1. подготовить поверхности деталей;
2. активировать соединяемые металлы и припой;
3. обеспечить взаимодействие на границе "основной металл – жидкий припой";
4. создать условия для кристаллизации жидкой металлической прослойки.
Рассмотрим индивидуальную пайку припоем. Требуемый температурный режим при индивидуальной пайке обеспечивается теплофизическими характеристиками применяемого паяльника:
1. температура рабочего конца жала;
2. степень стабильности этой температуры, обусловленной динамикой теплового баланса между теплопоглощением припайке, тепло подводом и тепло запасом в паяльном жале;
3. мощностью нагревателя и термическим КПД паяльника, определяющими интенсивность теплового потока в паяных соединениях и необходимую температуру пайки.
Заканчивается процесс пайки очисткой соединения от остатков флюса и визуальным контролем качества.
Групповых методов пайки большое количество, но в данном случае применена пайка волной. Это обуславливается тем, что хотя прибор и выпускается мелкосерийно, но предприятие широкого радиоэлектронного профиля, то изготовление плат будет крупносерийным, что характерно для пайки волной.
Пайка волной припоя является самым распространенным методом групповой пайки. Она заключается в том, что плата прямолинейно перемещается через гребень волны припоя. Ее преимуществами являются: высокая производительность, возможность создания комплексно-автоматизированного оборудования, ограниченное время взаимодействия припоя с платой, что снижает термоудар, коробление диэлектрика, перегрев элементов. Главным условием высокой разрешающей способности пайки волной припоя, позволяющей без перемычек, мостиков и сосулек припоя паять платы с малыми зазорами между печатными проводниками, является создание тонкого и равномерного слоя припоя на проводниках.[1]
В данном приборе используется ступенчатый метод пайки: сначала изготовление плат пайкой волной при помощи припоя ПОС-40, а дальше соединение плат, кнопки, переключателей, земляной клеммы, предохранителя, разъема со жгутом индивидуальной пайкой при помощи припоя ПОС-61.
В данной конструкции применяют склеивание при присоединении амортизаторов к нижней части корпуса. Склеивание применяется для соединения материалов в самых различных сочетаниях. Соединения, полученные склеиванием, обладают высокой долговечностью, коррозионной стойкостью, звукопоглощающими, демпфирующими и теплоизолирующими свойствами и герметичностью. Технологичный анализ методов соединения приведен в таблице 4.1.
На основании данной таблицы можно сделать вывод, что механизация и автоматизация только возможна для соединения ПП с ЭРЭ, а в других случаях не возможна.
Таблица 4.1 - Технологический анализ методов соединения
| Конструктивные составные, которые соединяются | Метод соединения | Характеристика соединения | Дополнительные конструктивные элементы или материалы для соединения | Вид истраченной энергии | ||
| ПП-ЭРЭ | Електрич. | Паяное | Припой, флюс | + | - | Тепловая |
| Корпус - Трансформатор | Механич. | Резьбовое | Винты, шайбы, стопор. краска | - | - | Тепловая |
| Корпус - Конденсатор | Механич. | Механическое | Конденсаторная бумага, прижим, винты, шайбы, стопор. краска | - | - | Механическая |
| Корпус -– кнопка, переключатели, земляная клемма, предохранитель | Механич. | Резьбовое | Винты, стопор. краска | - | - | Теплова |
| ПП – Корпус | Механич. | Резьбовое | Винты, шайбы, стопор. краска | - | - | Механическая |
| ПП – кнопка, переключатели, земляная клемма, предохранитель, конденсатор, трансформатор | Электрич. | Паяное | Провода, изол. трубки, припой, флюс | - | - | Теплова |
| ПП-Шнур | Электрич. | Паяное | Припой, флюс | - | - | Теплова |
| Крышка - Корпус | Механич. | Резьбовое | Винты | - | - | Механическая |
4.2 Разработка ТСС
Разработка технологического маршрута сборки и монтажа РЭА начинается с расчленения изделия или его частей на составные элементы путём построения схем технологической сборки. Построение таких схем позволяет установить последовательность сборки, взаимосвязь между элементами и наглядно изобразить проект ТП.
Для производства прибора используется схема с базовой деталью, совмещенная с веерной, которая называется смешанной.
Для описания сборочного процесса данного прибора было использовано схему с базовой деталью. Такая схема показывает временную последовательность процесса сборки. Во время поточного изготовления изделия необходимый уровень дифференцирования операций зависит от их содержания, оборудования, которое используется, и экономической эффективности. В первую очередь выполняются неподвижные соединения, которые требуют значительных механических усилий. Каждая предыдущая операция не должна препятствовать выполнению следующей. Разработанная схема сборки позволяет проанализировать ТП с учетом технико-экономических показателей и выбрать оптимальный вариант, как с технического, так и с организационного взгляда.
ТСС данного изделия приведена на рисунке 4.1, и по ней видно, что процесс сборки прибора включает структуру операций сборки, устанавливается их рациональная последовательность, особенности выполнения сборки. Кроме того, видно, что данное изделие с точки зрения организации ТП сборки несложное, но вмещает в себя много ручных операций. Построение таких схем позволяет установить взаимосвязь между элементами конструкции и установить оптимальную последовательность сборки изделия и визуально представить основную часть процесса сборки.
5. Разработка технологического маршрута сборки
5.1 Выбор и обоснование выбора основных технологий
Сборка изделия проводится в три этапа:
1. механический монтаж, который часто проводиться в такой последовательности:
а) выполнение неразьемных соединений деталей с корпусом;
б) установка ЭРИ;
в) контроль монтажа.
2. выполнение электрического соединения, которое состоит из следующих видов работ:
а) подготовительные операции;
б) установка навесных ЭРЭ и микросхем на платы;
в) электрическое соединение ЭРЭ с платой;
г) электрическое соединение жгутом ЭРИ и плат;
д) контроль и регулировка прибора.
3. общая сборка до готового изделия.
Перед установлением ЭРЭ на печатной плате необходимо сделать формовку их выводов. Она выполняется на специальных устройствах. Механические соединения, которые необходимо выполнять во время сборки изделия, - это резьбовые соединения разных ЭРЭ при помощи винтов, а так же заклепочное армирование печатных плат, которое выполняется для образования контактных площадок для припаивания соединительных проводов и шнура.
Электрические соединения – присоединение ЭРЭ к проводникам печатной платы, которые выполняются групповым методом (волной припоя). Он заключается в том, что плата прямолинейно перемещается через гребень волны припоя. Ее преимуществами являются: высокая производительность, возможность создания комплексно-автоматизированного оборудования, ограниченное время взаимодействия припоя с платой, что снижает термоудар, коробление диэлектрика, перегрев элементов. Главным условием высокой разрешающей способности пайки волной припоя, позволяющей без перемычек, мостиков и сосулек припоя паять платы с малыми зазорами между печатными проводниками, является создание тонкого и равномерного слоя припоя на проводниках.
Печатная плата со стороны выполнения пайки покрывается лаком для защиты от коррозии паяных соединений и печатных проводников. Покрытие выполняется вручную кисточкой.
ТП сборки РЭА состоит из различных по характеру операций. Он требует применение разнообразного оборудования, специального технического оснащения и универсального инструмента. Кроме того, во время сборки данного изделия используются только типовые технологические процессы, которые используются на данном предприятии и уже отработаны.
Типовой технологический процесс (ГОСТ 3.1109-73) – это процесс, который характеризуется единством содержания и последовательностью технологических операций и переходов для группы изделий с общими конструктивными признаками. К типовым технологическим процессам относят армирование плат; установку ЭРЭ на платы; автоматическая групповая пайка волной припоя.
Типизация ТП уменьшает объем технологической документации без затраты информации, которая находится в ней, уменьшается объем работ по подготовке производства, создается возможность разработки групповых приспособлений и средств автоматизации, организации специальных участков, поточных линий, исключает возможность грубых ошибок в нормировании материальных и трудовых затрат.
5.2 Планирование и организация производственного процесса
По разработанной раньше ТСС определяют наиболее целесообразную последовательность заданного ТП сборки изделия. Содержание операций сборки устанавливают так, что на каждом рабочем месте выполнялась однородная по характеру и технологически законченная работа. Это содействует специализации работников и увеличивает производительность труда.
Так как данное изделие не выпускается для розничной торговли, а изготовляется под заказ, то срок изготовления годовой программы выпуска 180 шт. может составлять 1 месяц. Рассмотрим, за какое время может быть изготовлено 1 изделие при изготовлении всей годовой программы за 1 месяц.
Так как в месяце 22 рабочих дня и рабочий день длиться 8 часов, то 1 изделие будет изготавливаться за 0,98 часа или 59 мин. Данный срок выпуска прибора достаточно велик. Возможно, изготовление прибора будет длиться только пол смены каждый день на протяжении месяца, тогда 1 изделие будет изготавливаться за 0,49 часа или 29 мин. Так же возможно, что срок выпуска партии может быть сокращен до 2 недель, тогда 1 изделие будет изготавливаться за 0,44 часа или 26 мин. Данный срок, в общем, достаточен для изготовления прибора.
При построении маршрута операций сборки решают вопросы по организации производственного процесса. Так как данное изделие выпускается мелкосерийно, то основная сборка будет производиться вручную, но только установка и пайка ЭРЭ на плату №1 будет производиться при помощи конвейерной линии.
Так как при мелкосерийном типе используются высококвалифицированные рабочие и более специализированное оборудование, то необходимо сформировать операции таким образом, чтобы они соответствовали квалификации рабочих. При данном типе производства зададимся количеством рабочих мест - 24.
В данном случае места в цехе будут размещаться таким образом, что не нужно ни каких сложных и массивных транспортных средств. В некоторых местах будут даже передаваться от одной операции до другой, без какого либо транспорта, потому что эти места достаточно близко будут располагаться. В этом случае будет экономиться время на транспортировку.
5.3 Разработка маршрутного технологического процесса
В данном производстве необходимый уровень дифференциации операций в основном определяется ритмом сборки. Оптимальная последовательность технологических операций зависит от содержания, оборудования, которое используется, и экономической эффективности. В первую очередь выполняются неразъемные соединения, которые требуют достаточных механических усилий. Каждая предыдущая операция не должна препятствовать выполнению последующих. Перед окончательной сборкой производят операцию регулировки прибора. В конце собираются корпус и крышку в готовую деталь, а потом отправляют на склад.
Блок – схема ТП сборки данного изделия представлена на рис.5.1. По ней видно, что для сборки необходимо иметь один цех № 44, в котором нужно в определенной последовательности расположить разные участки. А операция армирования ПП выполняется в данном цехе, но в отдаленной части его. Так как тип производства мелкосерийный и годовой выпуск продукции составляет 180 шт., то на каждую операцию будет приходиться 1 рабочее место.
Тогда для каждой операции значение количества рабочих мест указано в таблице 5.1 (номера операций соответствуют блок-схеме маршрутного ТП сборки). Некоторые операции за видами работ можно объединить в участки, которые будут расположены в цехе по ТП сборки изделия. Таким образом, цех состоит:
1- механический участок (где будут проводиться операции выполнения разъемных соединений);
2- подготовительный участок (где выполняются операции подготовки сборочных единиц и элементов, которые входят в изделие до сборки);
3- участок установки ЭРЭ на ПП №1;
4- участок групповой пайки (находится устройство для выполнения пайки волной и промывки после нее);
5 - участок контроля та деффектация (проводятся операции контроля электрических параметров, контроля качества пайки и деффектации ПП №1);
6 - участок ручной пайки (выполняются электрические соединения шнура с ПП №1, сборка ПП №2, соединение ПП №1 с ПП №2, ЭРИ, конденсатором, трансформатором);
7 – участок регулировки;
8 - участок контроля ОТК;
9 - склад готовых изделий (где будет выполняться упаковка готовых изделий в индивидуальную тару).
Общий план цеха приведен на рис. 5.2. По данной таблице можно сделать вывод, что некоторые операции нужно объединять на одном рабочем месте. Это такие операции, как комплектация, распаковка ЭРЭ. Но существует и операция, которую необходимо разбить на 2 рабочих места, на каждом из которых будут выполнять всю операцию, но через 1 единицу изделия. По результатам разработки маршрута сборки изделия была сформирована маршрутная карта, которая расположена в дополнении А.
Контроль в процессе сборки проводиться 4 раза:
1 – перед пайкой после установки ЭРЭ;
2 – после пайки платы;
3 – функциональный контроль по работе изделия в целом;
4 – в конце всей сборки.
Таблица 5.1 - Определение количества рабочих мест при сборке
Операция |
Норма часу на выполнения, мин | Количество рабочих мест |
| Комплектация ЭРЭ | 0,5 | 1 |
| Распаковка ЭРЭ | 0,5 | |
| Формовка выводов ЭРЭ | 1 | 1 |
| Лужение выводов ЭРЭ | 0,5 | 1 |
| Приклеивание амортизатора, установка резинки, втулки | 1 | 1 |
| Установка разъема, трансформатора, конденсатора | 1,5 | 1 |
| Армирование ПП | 1 | 1 |
| Установка и распайка индикатора | 1 | 1 |
| Установка микросхем | 1 | 1 |
| Установка резисторов | 1 | 1 |
| Установка конденсаторов | 1 | 1 |
| Контроль установки | 0,5 | 1 |
| Групповая пайка волной | 1,5 | 1 |
| Промывка | 1 | 1 |
| Контроль качества пайки | 1 | 1 |
| Дефектация ПП | 1 | 1 |
| Установка плат | 1 | 1 |
| Установка переключателей, кнопки, земляной клеммы, держателя предохранителя | 2 | 1 |
| Вязка, распайка и установка жгута, шнура | 3 | 2 |
| Регулировка | 1 | 1 |
| Установка крышки | 1 | 1 |
| Функциональный контроль | 1 | 1 |
| Контроль ОТК | 1 | 1 |
| Упаковка | 1 | 1 |
| Всего: | 26 | 24 |
6. Выбор технологического оборудования
Основными критериями выбора оборудования являются:
¾ производительность оборудования;
¾ стоимость оборудования;
¾ универсальность оборудования;
¾ энергоемкость;
¾ габариты;
¾ применение оборудования, соответствующего типу производства.
На основании перечисленных критериев и условий производства выбираем оборудование для следующих технологий:
¾ установка лепестков на печатную плату;
¾ установка ЭРЭ и микросхем на печатную плату;
¾ сборка корпуса;
¾ сборка всего устройства и объемный монтаж.
Перечень выбранного оборудования, технологической оснастки и инструмента:
Приспособление для развальцовки лепестков на печатных платах. Техническая характеристика:
Прилагаемое усилие на рукоятке, Н 120
Усилие на штоке, Н 540
Ход штока, мм 40
Масса, кг 15,2
Пинцет прямой, ГГ7879-4215;
Стол монтажный цеховой.
Для монтажа ЭРЭ и микросхем на печатную плату применяют:
Автомат формовки и обрезки выводов микросхем модель АФ-1 (ГГ-2417), который предназначен для формовки, обрезки выводов микросхем в корпусах 201.14-1 и 201.14-2 и укладки их в кассету ГГ7079-4228. Техническая характеристика:
Производительность, шт. 1800
Емкость магазина накопителя, кассет 18
Емкость кассеты, микросхем 50
Количество кассет в магазине, шт. 18
Источник питания – сеть переменного тока:
Напряжение, В 220
Частота, Гц 50
Привод электромеханический
Габаритные размеры, мм 1200*700*1200
Автомат для П-образной формовки выводов радиоэлементов (ГГ-1611), который предназначен для формовки осевых проволочных выводов радиоэлементов с цилиндрической формой корпуса широкого диапазона. Технические характеристики:
Производительность, шт. /ч 3600
Привод электромеханический
Источник питания – сеть переменного тока:
Напряжение, В 220
Частота, Гц 50
Габаритные размеры, мм 1200*700*1200
Масса, кг 29,5
Применение автоматизированной формовки и обрезки выводов ЭРЭ при мелкосерийном типе производства целесообразно при наличии параллельного технологического процесса, когда происходит формовка и обрезка выводов однотипных элементов, которые используются для производства нескольких типов устройств.
Формовка выводов микросхемы DA1 (КР142ЕН5В) и выпрямительного блока КЦ405Б осуществляется вручную.
Для установки ЭРЭ и микросхем на печатную плату:
Полуавтомат укладки ЭРЭ и микросхем на печатные платы, модель УР-10 (ГГ-2487), который предназначен для укладки микросхем в корпусах 201.14-1 и ЭРЭ с цилиндрической формой корпуса и осевыми выводами на печатную плату. Технические характеристики:
Цикл работы полуавтомата, с: 1,5
При установке микросхем 0,75
При установке ЭРЭ 1,0
Максимальные габаритные размеры печатных плат, мм 250*160*3
Перемещение координатного стола вручную по шаблону
Потребляемая мощность, Вт 180
Габаритные размеры полуавтомата, мм 1100*730*1370
Масса, кг 170
Установка ГГМ1.149.002 и механизированная линия ЛПМ-150 широко применяется при выполнении групповой пайки. Линия пайки волной припоя отличается разнообразием конструкций и возможностей. Эта линия является малогабаритной и обслуживается одним человеком. Особенностью ее является то, что зеркало припоя предохраняется от окисления путем покрытия его слоем защитной жидкости. Технические характеристики:
ГГМ1.149.002 ЛПМ-150
Производительность, эл/ч 6000 30
Вид устанавливаемых компонентов с аксиальными навесные выводами ЭРЭ
Система подачи на ленте транспортер
Максимальное число видов компонентов 40 -
Занимаемая площадь, мм2 1520*1010 2090*800
Покрытие ПП лаком выполняется вручную на монтажном столе при помощи кисточки.
Для выполнения ручной пайки была выбрана двухканальная паяльная станция МВТ201АЕ. К базовому комплекту ее входят универсальный паяльник SP-2A и паяльник с отсосом SX-70. Параметры станции:
- температура насадок, °С (232 - 482)±1,1
- мощность потребления, Вт 207
- габаритные размеры, мм 135´165´203
- масса, кг 3,7
Острогубцы боковые с тонкими губками предназначены для резки монтажных проводов сечением до 0,75 мм2.
Плоскогубцы ПТПГ 125, ОСТ4.ГО.060.010
Отвертка ОСКС 200*1,0 ОСТ4 ГО.060.017 ГТ 7810-0052
Пинцет с гладкими губками с металлическим корпусом длиной 120 мм
Пинцет ПГГМ 120. ОСТ4.ГО.060.013 АТТ6.890.021
Универсальный монтажный нож длиной 130 мм
НОЖ НУМ 130. ОСТ4.ГО.060.015
7. Проектирование операций технологического процесса
Технологическая операция является основной единицей производственного проектирования и учета. На основе операций оценивается трудоемкостью изготовления изделия, устанавливаются нормы времени и расценки; означается необходимое количество работников, оборудования, приспособлений и инструментов, себестоимость изготовления (сборки); ведется календарное планирование производства и осуществляется контроль качества и сроков выполнения работ.
Проектирование технологических операций являет собой разработку операционных карт на определенные операции (установка разъема, трансформатора и конденсатора на корпус и установка переключателей, кнопки, земляной клеммы и предохранителя на корпус).
Операционные карты – документы, которые предназначены для описания технологических операций с указанием последовательного выполнения переходов, данных о средствах технического оснащения, режимах и затратах труда.
Разработанные в данном разделе операционные карты на выполнения операций установка разъема, трансформатора и конденсатора на корпус, установка переключателей, кнопки, земляной клеммы, предохранителя на корпус входят в состав маршрутной карты, разработанной в разделе 5.3, которая размещена в дополнении А.
Операционный эскиз включает изображение изделия в том виде, который он будет иметь после выполнения данной операции. Кроме того, на эскизе изделие должно быть размещено так, как он будет расположено во время выполнения данной операции.
Эскиз выполняется с требованиями ЕСКД, но в произвольном масштабе. На операционном эскизе все, что было сделано до выполнения данной операции, - основными линиями. Кроме того, проставляются исполнительные размеры с заданными допусками справочными размерами.
Разработанные эскизы на заданные операции номер 030 (установка разъема, трансформатора и конденсатора на корпус) и 095 (установка переключателей, кнопки, земляной клеммы и держателя предохранителя на корпус) размещенные в дополнении Б и В.
8. Нормирование технологического процесса
Нормирование сборочных работ выполняют, основываясь на основании технологических документов и нормативов времени.
Нормирование ТП заключается в определении величины штучного времени ТШТ (при массовом производстве) и штучно-калькуляционного времени ТШК (при серийном производстве):
Определение штучного времени проводиться по формуле:
ТШТ=tОСН + tВСП + tОБС + tОТД,
де tОСН - основное технологическое время;
tВСП - вспомогательное время;
tВСП = (0,1¸0,25)×tОСН
tОБС - время обслуживания рабочего места;
tОТД - время перерыва на отдых и личные потребности рабочего.
tОБС = tОТД = 0,04×(tОСН+tВСП)
Сумму основного технологического та вспомогательного времени называют оперативным временем tОП:
tОП= tОСН + tВСП.
Если обозначить (tОБС + tОТД)×100/ tОП через К, тогда:
ТШТ= tОП×(1+К/100),
де К - в процентах от оперативного времени.
Для монтажного стола К = 9,6% от оперативного времени выполнения операции.
Таким образом, нормы времени на выполнение переходов для расчета штучного времени для операций 030 (установка разъема, трансформатора и конденсатора на корпус) и 095 (установка переключателей, кнопки, земляной клеммы и держателя предохранителя на корпус) приведено в таблицах 8.1 та 8.2.
Таблица 8.1 - Операция 030: установка разъема, конденсатора и трансформатора на корпус
| № пер. |
Содержание перехода |
Оперативное время, мин. |
| 1 | Взять та установить корпус на монтажный стол | 0,08 |
| 2 | Вынуть разъем из тары и развинтить | 0,04 |
| 3 | Установить разъем в соответствующее место на передней панели по операционному эскизу и закрутить | 0,32 |
| 4 | Взять конденсатор из тары | 0,04 |
| 5 | Взять конденсаторную бумагу, прижим из тары | 0,12 |
| 6 | Обвернуть конденсатор конденсаторной бумагой и установить прижим в соответствующее место в основании корпуса, взять винт из тары и наживить его | 0,25 |
| 7 | Взять винт из тары и наживить его | 0,04 |
| 8 | Взять электромеханическую отвертку | 0,02 |
| 9 | Закрутить винт до упора и отложить отвертку | 0,05 |
| 10 | Взять кисточку, смазанную стопорной краской | 0,02 |
| 11 | Выполнить стопорение резьбовых соединений | 0,02 |
| 12 | Возвратить кисточку в емкость с растворителем | 0,02 |
| 13 | Взять трансформатор из тары | 0,04 |
| 14 | Установить трансформатор в соответствующее место в основании корпуса | 0,08 |
| 15 | Взять 4 винта из тары и наживить их | 0,12 |
| 16 | Взять электромеханическую отвертку | 0,02 |
| 17 | Закрутить винты до упора и отложить отвертку | 0,08 |
| 18 | Взять кисточку, смазанную стопорной краской | 0,02 |
| 19 | Выполнить стопорение резьбовых соединений | 0,06 |
| 20 | Возвратить кисточку в емкость с растворителем | 0,02 |
| 21 | Уложить корпус в тару | 0,02 |
| 22 | Отметить выполнение операции | 0,02 |
| Всего | 1,5 |
Вспомогательное время и время обслуживания рабочего места и перерыва на отдых и личные потребности рабочего.
tВСП = 0,15*1,5 = 0,225 мин
tОБС = tОТД = 0,04×(1,5 + 0,225) = 0,069 мин
Сумму основного технологического та вспомогательного времени называют оперативным временем tОП:
tОП= 1,5 + 0,225 = 1,725 мин
Штучное время выполнения этой операции является
ТШТ = 1,5 + 0,225 + 0,069 + 0,069 = 1,863 мин
ТШТ.К = 1.863 + (180/60)/180 = 1,88 мин
Таблица 8.2 – Операция 095: Установка переключателей, кнопки, земляной клеммы и держателя предохранителя на корпус
| № пер. |
Содержание перехода |
Оперативное время, мин. |
| 1 | Взять корпус и установить его на монтажный стол | 0,08 |
| 2 | Вытянуть земляную клемму из тары и раскрутить | 0,06 |
| 3 | Установить клемму в соответствующее место на передней панели по операционному эскизу и закрутить до упора крепеж | 0,18 |
| 4 | Вытянуть переключатель с тары | 0,06 |
| 5 | Отсоединить ручку от переключателя | 0,05 |
| 6 | Установить переключатель в соответствующее место на передней панели по операционному эскизу | 0,13 |
| 7 | Взять два винта с тары и наживить их | 0,08 |
| 8 | Взять электромеханическую отвертку | 0,02 |
| 9 | Закрутить винты отверткой до упора и отложить отвертку | 0,04 |
| 10 | Вытянуть переключатель с тары | 0,06 |
| 11 | Отсоединить ручку от переключателя | 0,05 |
| 12 | Установить переключатель в соответствующее место на передней панели по операционному эскизу | 0,13 |
| 13 | Взять два винта с тары и наживить их | 0,08 |
| 14 | Взять электромеханическую отвертку | 0,02 |
| 15 | Закрутить винты отверткой до упора и отложить отвертку | 0,04 |
| 16 | Вытянуть переключатель с тары | 0,06 |
| 17 | Отсоединить ручку от переключателя | 0,05 |
| 18 | Установить переключатель в соответствующее место на передней панели по операционному эскизу | 0,13 |
| 19 | Взять два винта с тары и наживить их | 0,08 |
| 20 | Взять электромеханическую отвертку | 0,02 |
| 21 | Закрутить винты отверткой до упора и отложить отвертку | 0,04 |
| 22 | Вынуть из тары кнопку и развинтить крепеж на кнопке | 0,08 |
| 23 | Установить кнопку в соответствующее место на передней панели по операционному эскизу и завинтить | 0,14 |
| 24 | Перевернуть корпус на 180° на монтажном столе | 0,06 |
| 25 | Вынуть из тары держатель предохранителя и развинтить крепежное соединение | 0,08 |
| 26 | Установить держатель предохранителя в соответствующее место на задней панели по операционному эскизу и завинтить | 0,14 |
| 27 | Уложить корпус в тару | 0,02 |
| 28 | Отметить выполнение операции | 0,02 |
| Всего | 2 |
Вспомогательное время и время обслуживания рабочего места и перерыва на отдых и личные потребности рабочего.
tВСП = 0,15*2 = 0,3 мин
tОБС = tОТД = 0,04×(1,5 + 0,225) = 0,092 мин
Сумму основного технологического та вспомогательного времени называют оперативным временем tОП:
tОП= 2 + 0,3 = 2,3 мин
Штучное время выполнения этой операции является
ТШТ = 1,5 + 0,225 + 0,069 + 0,069 = 2,484 мин
ТШТ.К = 2.484 + (180/60) /180= 2,5 мин
9. Оптимизация ТП сборки и монтажа
Технологический процесс изготовления измерителя в большинстве определяется конструкцией и в особенности примененной элементной базой. Он также зависит от объемов производства, но в меньшей степени, чем необходимым минимумом всех технологических операций и переходов, а объем производства влияет на степень автоматизации, механизации и организации производства.
Разработанный ТП сборки изделия содержит много ручных операций, которые повышают время изготовления изделия, а соответственно снижают производительность производства и требует много рабочих мест. Но это обусловлено конструкцией изделия.
Кроме того, некоторые операции необходимо выполнять на одном рабочем месте. Это такие операции, как ручная пайка шнура и электромонтаж изделия (то есть присоединение при помощи проводов ПП, разъема, конденсатора, трансформатора и ЭРИ корпуса). Выполнение их вместе обусловлено тем, что шнур необходимо заправить к отверстию в основании корпуса, а так же вязать жгут на месте и вручную производить паяные соединения. Этот недостаток, также обусловленный конструкцией изделия.
Возможность реализации конструкции измерителя, которая не содержала этих недостатков, и к тому же являлась довольно дешевой при изготовлении и не содержала лишних усложняющих элементов, может повлечь ухудшение показателей при снимании результата и увеличение масса габаритов, что не допустимо. Поэтому можно сделать вывод, что на заданной элементной базе было разработано изделие, которое имеет минимально возможные габаритные размеры и разумную себестоимость. В данном случае нет технологической и экономической целесообразности изменять конструкцию изделия и технологию изготовления.
Выводы
Во время выполнения данного курсового проекта была разработана технология сборки изделия специальной измерительной техники - измерителя коэффициента передачи тока транзисторов. Конструкция данного изделия была отработанна на технологичность, то есть было проанализировано приспособленность (удобство) изделия к использованию: подготовку его к работе, техническому обслуживанию, ремонту, восстановлению, обеспечению требований техники безопасности и его транспортабельность. По построенном КСС для данного изделия видно, что он имеет много оригинальных деталей, но при отработке на технологичность были проведены некоторые изменения, которые удовлетворяют данному мелкосерийному типу производства. А за рассчитанным комплексным показателем технологичности, что равняется 0,86, можно сделать вывод, что изделие является технологичным. Кроме того, в данном курсовом проекте было построено ТП сборки изделия и на его основе - план сборочного цеха. До технологического процесса сборки измерителя было собрано маршрутную карту, где указано все оборудование, оснащение и приспособление, необходимое во время работы. В той самой маршрутной карте было подробно описано выполнение операций 030 установки разъема, трансформатора и конденсатора на корпус и 095 установки переключателей, кнопки, земляной клеммы и предохранителя на корпус, для которых разработано и операционные эскизы, которые принадлежат графической части данного курсового проекта.
Перечень ссылок
1. Технология и автоматизация производства РЭА: Учебник для вузов /И.П.Бушминский, О.Ш.Даутов, А.П.Достанко и др.; Под ред. А.П.Достанко, Ш.М.Чабдарова. - М.: Радио и связь, 1989.
2. Гумбина А.Б. Электрические машины и источники питания радиоэлектронных устройств.: [Учебник для среднеспециальных учебных заведений радиотехнических специальностей] - М.: Энергоатом-издат, 1990.
3. ГелльП.П., Иванов-ЕсиповичН.К. Конструирование и микроминиатюризация радиоэлектронной аппаратуры: Учебник для вузов. - Л.: Энергоатомиздат, 1984.
4. ПавловскийВ.В., ВасильевВ.И., ГутманТ.Н. Проектирование технологических процессов изготовления РЭА. Пособие по курсовому проектированию: Учеб. Пособие для вузов.-М.: Радио и связь, 1982.
5. ВейцманЭ.В., ВенбринВ.Д. Технологическая подготовка производства радиоэлектронной аппаратуры.- М.: Радио и связь, 1989.
6. Автоматизация и механизация сборки и монтажа узлов на печатных платах /А.В.Егунов, Б.Л.Жоржолиани, В.Г.Журавский, В.В.Жуков; Под ред. В.Г.Журавского.-М.:Радио и связь, 1988.