 Научные и курсовые работы |
Главная
Исторические личности
Военная кафедра
Ботаника и сельское хозяйство
Бухгалтерский учет и аудит
Валютные отношения
Ветеринария
География
Геодезия
Геология
Геополитика
Государство и право
Гражданское право и процесс
Естествознанию
Журналистика
Зарубежная литература
Зоология
Инвестиции
Информатика
История техники
Кибернетика
Коммуникация и связь
Косметология
Кредитование
Криминалистика
Криминология
Кулинария
Культурология
Логика
Логистика
Маркетинг
Наука и техника Карта сайта
Курсовая работа: Лесозаготовительная и лесоперерабатывающая промышленность
Курсовая работа: Лесозаготовительная и лесоперерабатывающая промышленность
Министерство образования и наук Российской Федерации
Федеральное агентство по образованию
ИРКУТСКИЙ ГОСУДАРСТВЕНЫЙ УНИВЕРСИТЕТ
Кафедра ПЭ и БЖД
КУРСОВАЯ РАБОТА
по «Надежности технических систем и техногенного риска»
на тему:
“Лесозаготовительная и лесоперерабатывающая промышленность”
Иркутск
Введение
Надежность - один из наиболее важных показателей, определяющий безопасность, экономичность, ресурс работы технических устройств и систем, их конкурентоспособность.
В настоящее время, когда Россия готовится к вступлению во Всемирную торговую организацию, существенное внимание уделяется качеству, а, соответственно, надежности техники. Системы обеспечения надежности охватывают весь жизненный цикл изделия от его разработки до эксплуатации. При этом методы достижения необходимого уровня надежности специфичны для каждого этапа жизненного цикла. Так, на этапе проектирования закладывается надежность выбором материалов, запасом прочности, резервировании и т.д.
Первостепенное значение надежности в технике связано с тем, что уровень надежности в значительной степени определяет развитие техники по основным направлениям: автоматизации производства, интенсификации рабочих процессов и транспорта, экономии материалов и энергии.
Недостаточная надежность оборудования приводит к огромным затратам на ремонт простого оборудования, прекращению снабжения населения электроэнергией, водой, газом, транспортными средствами, невыполнению ответственных задач, иногда, авариям, связанным с большими экономическими потерями, разрушениями крупных объектов и человеческими жертвами.
В теории надежности рассматриваются следующие обобщенные объекты.
Изделие - единица продукции, выпускаемая данным предприятием, цехом и т.д.
Элемент - простейшая составная часть изделия, в задачах надежности может состоять из многих деталей.
Система - совокупность совместно действующих элементов, предназначенная для самостоятельного выполнения заданных функций.
Надежность - свойство объекта сохранять во времени и установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, хранения и транспортирования.
Безопасность - свойство объекта непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки.
Долговечность - свойство объекта сохранять работоспособное состояние в течение некоторого времени или наработки.
Ремонтопригодность - свойство объекта, заключающееся в приспособленности к поддержанию и восстановлению работоспособного состояния путем технического обслуживания и ремонта.
Сохраняемость - свойство объекта сохранять в заданных пределах значения параметров, характеризующих способности объекта выполнять требуемые функции в течение и после хранения и/или транспортирования.
Исправность (исправное состояние) - состояние объекта, при котором он соответствует всем требованиям нормативно технической и/или конструкторской (проектной) документации.
1. Лесопромышленный комплекс Иркутской области
1.1 Леса и лесное хозяйство Иркутской области
Иркутская область по запасам лесных ресурсом занимает третье место среди других областей России. Общая площадь лесов составляет 71,4 млн га, в том числе покрытая лесом 60,6 млн га. Лесосырьевые ресурсы оцениваются в 9,3 млрд м3, причем большая часть из них -5,3 млрд м3 приходится на спелые и перестойных насаждения, из них 4,7 млрд м3 хвойных пород.
По ведомственному принципу леса области разделены следующим образом:
- леса Минприроды России 96.3 %
- леса сельхозформирований 2,9 %
- леса администраций городов 0.02 %
- леса госзапаса и военных ведомств 0,66 %
Распределение лесного фонда по группам лесов выглядит следующим образом:
-леса первой группы 22,3 %
-леса второй группы 5,8 %
- леса третьей группы 71,9 % территории лесного фонда.
1.2 Использование лесною фонда
Освоение расчетной лесосеки за весь период наблюдения с 1970-1998 гг. не превышало 57%, в том числе по хвойному хозяйству - 73%. Наиболее интенсивно эксплуатируются сосновые древостой. Лесосырьевой потенциал остальных хвойных пород используется незначительно, а лиственных - неудовлетворительно, что ведет к накоплению в эксплуатационном фонде малоценных лиственных пород и увеличение их доли в размере действующей расчетной лесосеке.
В настоящее время расчетная лесосека области составляет 54,8 млн м3, в том числе по хвойному хозяйству 36,8 млн м3. Использование расчетной лесосеки 1998 -1999 гг. 15%.
1.3 Пользование лесным фондом области
Пользование лесным фондом на территории области осуществляется на основе: договоров аренды, безвозмездного пользования, концессии, а также лесорубочного или лесного билета.
Широкое распространение в лесопользовании получили арендные отношения. Заключено 187 договоров на аренду 12,0 млн га лесного фонда с ежегодным расчетным объемом заготовки 22,8 млн м3 . Арендаторами заготавливается свыше 80% древесины (10-11 млн м3) от общего объема заготовки. Передача участков лесного фонда в аренду осуществляется в соответствии с Лесным Кодексом на основании решений администрации области.
В краткосрочное пользование (один год) участки лесного фонда передаются на местное потребление по решению администрации области или на основании торгов, которые проводят лесхозы совместно с администрациями районов (городов).
Лесопромышленный комплекс Иркутской области в настоящее время представляет более 2600 лесопромышленных и 60 лесохозяйственных предприятий.
По объемам производства лесопромышленные предприятия делятся на 200 крупных и средних предприятий и 2400 зарегистрированных малых предприятий и физических лиц. Практически вес предприятия отрасли являются акционерными обществами с различной долей государственной собственности. В государственной собственности области находится только 4 предприятия, в государственной федеральной собственности 15 предприятий, 43 совместных предприятия с участием стран СНГ и стран дальнего зарубежья.
Лесохозяйственные организации представлены 58 лесхозами, одним районным Братским управлением лесами и Иркутским управлением лесами, объединяющим деятельность всей службы лесного хозяйства области.
Из числа крупных и средних предприятий лесозаготовками занимаются 155 предприятий, деревопереработкой 35 предприятий и три предприятия целлюлозно-бумажной промышленности: ОАО"Братсккомплексхолдинг", ОАО "Усть-Илимский ЛПК", АО "Байкальский ЦБК". В состав ОАО "Братсккомплексхолдинг", ОАО "Усть-Илимский ЛПК" входят как лесозаготовительные, так и лесоперерабатывающие предприятия.
В настоящее время предприятиями лесного комплекса Иркутской области производится около 10% товарной продукции лесной отрасли России, 13.7 % деловой древесины, 12.7 % пиломатериалов, 30% шпал и 50-55 % товарной целлюлозы.
Доля товарной продукции лесного комплекса в товарной продукции промышленности области составляет 15-20%.
Большая часть заготавливаемой древесины 80% перерабатывается в области на лесоперерабатывающих предприятиях, около 10% древесины вывозится в круглом виде и около 10% используется в качестве дровяной. Производство основных видов продукции приведено в таблице 1.1.
Таблица 1.1
| Наименование продукции | 2000 | 2001 | 2002 | 2003 | 2004 |
|
Вывозка древесины млн м3 |
95 | 96 | 97 | 105 | 103 |
|
Производство деловой древесины млн м3 |
8,2 | 7,7 | 6,8 | 7,6 | 8,7 |
|
Пиломатериал млн м3 |
15,2 | 15,5 | 18,6 | 20,2 | 19,8 |
|
ДСП тыс м3 |
65,4 | 15,2 | 52,5 | 80,8 | 112 |
|
ДВП млн усл м3 |
22,3 | 15,8 | 15,7 | 15,1 | 22,9 |
|
Фанера клееная тыс м3 |
92,1 | 67,3 | 72,6 | 84,1 | 121,6 |
|
Шпалы деревянные млн шт |
3,2 | 2,9 | 1,6 | 0,9 | 1,5 |
|
Целлюлоза товарная тыс т |
735 | 527 | 689,4 | 929,6 | 1035 |
|
Бумага тыс т |
5,8 | 6,3 | 5,0 | 4,3 | 4,2 |
Основные поставки лесопродукции осуществляются в регионы России и дальнее зарубежье. На экспорт поставляется около 50% пиломатериалов, 77% фанеры, 82% товарной целлюлозы. Доля лесопродукции в поставках промышленной продукции области на экспорт составляет 20% .
В отрасли работает около 75 тысяч рабочих и служащих или 25% от численности работников промышленности области.
Большинство предприятий лесопромышленного комплекса являются градообразующими предприятиями и финансово-экономическое положение многих территорий целиком и полностью зависит от работы этих предприятий. В большинстве лесоизбыточных районов поступления в местный бюджет от лесопромышленных предприятий составляют 50-85%.
2. Лесозаготовительное производство
2.1 Лесозаготовительное предприятие
Лесозаготовками в нашей стране занимаются тысячи специализированных промышленных предприятий - леспромхозов, лесхозов, частных предпринимателей и промышленных организаций других отраслей.
Современные леспромхозы - это крупные высокомеханизированные предприятия с рядом служб и наличием численности работающих.
Наиболее распространенная производственная схема леспромхоз показана на рис. 1.
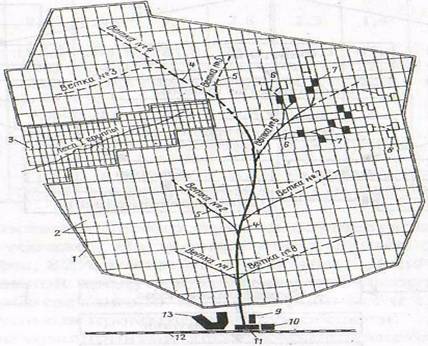
Рис. 1 - Производственная схема лесозаготовительного предприятия: 1- границы сырьевой базы; 2 - квартальная сеть; 3 - леса I группы; 4 - магистраль лесовозной дороги; 5 - ветки лесовозной дороги; 6 - лесовозные усы; 7 - лесосеки текущего года; 8 - лесосеки следующего года; 9 - обслуживающие производства (РММ, гараж, подстанция, котельная, материальный склад и др.); 10 - деревообрабатывающие цехи (лесопильный, тарный, технологической щепы и др.); 11- нижний склад; 12- железная дорога МПС; 13 – поселок
От нижнего склада, расположенного у железной дороги широкой колеи или у сплавной реки, или водоема в лесонасаждения прокладывается магистральная автомобильная лесовозная дорога, от которой в разные части лесного массива отходят ветки, а от них усы. Дорога соединяет нижний склад с лесосеками. Вблизи нижнего склада обычно размешается жилой поселок, вспомогательные службы и обрабатывающие цехи.
Леспромхозы различаются по ряду производственных, территориальных, административно-хозяйственных и других признаков. Основными из них являются: объем производства, срок действия, тип транспорт, вид примыкания, номенклатура выпускаемой продукции, количество дорог; и нижних складов.
Объем производства, т.е. количество древесины в кубических метрах, которое заготавливается и вывозится в леспромхозе за год. Леспромхозы чаше всего имеют объем производства в пределах 10-450 тыс м3 в год. В современных условиях наиболее целесообразно иметь предприятия с большими объемами производства. В крупных предприятиях с большей эффективностью можно механизировать и автоматизировать трудоемкие процессы, повышать культуру производства.
Срок действия предприятия составляет в среднем 30-50 лет. Очень важно, чтобы срок действия предприятия был значительным и в идеале лесозаготовительное предприятие должно быть постоянно действующим. Преимущества постоянно действующих предприятий очевидны: в них можно строить поселки городского типа, хорошие дороги круглогодичного действия, постоянные производственные сооружения и т.д.
Тип транспорта, т.е. тип лесовозной дороги, на базе которой работает леспромхоз, определяет многие стороны деятельности предприятия. Существуют два главных типа лесовозного транспорта - автомобильный узкоколейный. Наиболее распространенный и более совершенный – автомобильный транспорт и все новые леспромхозы строятся на базе автомобильного транспорта.
Лесовозные дороги примыкают к железной дороге нормальной колеи или к сплавной реке или водохранилищу для водной транспортировки древесины.
Основной продукцией леспромхоза являются лесоматериалы, главным образом в круглом виде.
В настоящее время в леспромхозах широко развивается также обработка лесоматериалов и выпуск других видов продукции: пиломатериалов, технологической щепы, шпал, тарной дощечки и т.д.
2.2 Лесосырьевая база предприятия
За леспромхозами закрепляется лесосырьевая база, т.е. определенная площадь с запасами леса, достаточными для нормальной работы предприятия в течение установленного времени. Размер и границы сырьевой базы определяются для вновь строящихся предприятий в проекте предприятия, а для действующего предприятия по существующему законодательству путем заключения договора аренды на определенный период.
Когда предприятие проектируется в новом, неосвоенном лесном массиве, имеющем значительные размеры, границы сырьевых баз определяются по оптимальному соотношению капитальных и эксплуатационных затрат, расстояния вывозки, пропускной способности дороги и нижнего склада, возможному размещению жилого поселка, сроков действия и др.
В пересеченной местности границы лесосырьевой базы могут делиться рельефом. При этом границы сырьевой базы определяются как правило, по водораздельным линиям, в этом случае лесотранспортные пути имеют преимущественные спуски в грузовом направлении.
На закрепленной за предприятием лесосырьевой базе ежегодно отводятся в рубку определенные участки леса с запасом древесины, необходимым для выполнения годового объема производства. Общая площадь участков и запасы древесины на них составляют годичный лесосечный фонд.
Годичный лесосечный фонд состоит не из сплошной площади, а нескольких разобщенных частей - лесосек. Размер лесосеки зависит от группы леса, его состояния, способа рубки и т.д.
По народнохозяйственному значению леса нашей страны делятся на три группы.
К 1 группе относятся водоохранные, почвозащитные, заповедные, курортные леса зеленых зон вокруг городов и рабочих поселков. В рубку отводятся деревья и площади только в целях ухода за лесом и его восстановления.
Ко II группе лесов относятся леса малолесной зоны, рубки в которых ограничиваются размером среднего прироста. Отпуск леса производи порядке рубок главного пользования и рубок ухода за лесом. В зависимости от типов лесов и условий лесовозобновления в этой зоне применяются сплошные, постепенные, группово-выборочные и добровольно-выборочные рубки. Площадь лесосеки при постепенных и выборочно рубках определяется величиной таксационного выдела.
К III группе относятся леса, расположенные в многолесных районах страны. В лесах этой группы применяется в основном сплошной способ рубки. Рубки должны производится с учетом лесовозобновления главными породами, с сохранением подроста, оставлением семенников или созданием лесных культур в течение 2-3 лет после разработки лесосеки.
2.3 Лесосечные работы
Лесосечные работы, это первая фаза лесозаготовительного производства. Под лесосечными работами понимаются все работы, которые производятся на лесосеках и погрузочных пунктах. В состав лесосечных работ в зависимости от принятого в леспромхозе технологического процесса входит от трех до семи операций. Обязательным элементом лесосечных работ являются подготовительные работы - подготовка лесосек и погрузочных пунктов. Кроме того, сюда входят и вспомогательные работы - техническое обслуживание машин, занятых в лесу, доставка горюче-смазочных и других материалов, перевозка рабочих и др. Лесосека является местом работы мастерского участка. На ней размещаются бригады, машины, средства технического обслуживания машин и бытового обслуживания рабочих. Основными собирающими артериями лесосеки являются лесовозные усы. Общая площадь лесосеки может достигать 200 га.
Лесосеки обычно развиваются на делянки. Делянка, это часть лесосеки, закрепляемая за одной бригадой или одной машиной, производящей валку. На делянках выполняется весь комплекс основных лесосечных операций - от валки деревьев до погрузки леса на лесовозные автомобили или подвижной состав узкоколейной дороги.
Делянка чаще всего имеет площадь 5-8 га.
На делянках в свою очередь выделяются пасеки, т.е. полосы шириной 25-45 м, вдоль трелевочного волока. На пасеках выполняются первичные лесозаготовительные операции - валка деревьев и обрезка сучьев. При машинной валке роль пасек выполняют ленты, т.е. узкие полосы параллельные волоку, которые разрабатываются при однократном проходе валочно-пакетирующей, валочной или валочно-трелевочной машины. При валке деревьев бензопилами ленты также имеют технологическое значение. На ленты в этом случае делится пасека для удобства валки и трелевки леса. Лента разрубается за один проход вальщика, с нее производите сбор деревьев при формировании пачек для трелевки.
Пасечный волок используется для трелевки леса только с одной пасеки, по средине которой он проходит. К магистральным волокам предъявляются несколько более высокие требования. Они должны быть несколько шире и хорошо подготовлены, так как на них трактор работает более продолжительное время, собирая лес с нескольких пасек.
За каждой бригадой или каждой валочной машиной закрепляется одна или несколько погрузочных площадок или один верхний склад. Как погрузочные площадки верхние склады также называются погрузочными пунктами.
Площадь лесосек в лесах промышленного значения может быть разной от 5 до 200 га. В соответствии с действующими правилами размеры лесосек при проведении сплошных рубок устанавливаются в зависимости от категорий лесов, лесорастительных условий и преобладающих пород. Для таежной зоны и зоны смешанных лесов правилами установлены четыре градации ширины лесосек: 1000, 500, 250, и 100л;.
Лесосеки шириной 1000 м предприятиям отводятся в хвойных мягко-лиственных насаждениях в таежной зоне лесов III группы, а также в мягко-лиственных насаждениях зоны смешанных лесов III группы.
Лесосеки шириной 500 м отводят в хвойных насаждениях в сырьевых базах механизированных лесозаготовительных предприятий смешанных лесов III группы при условии выполнения ряда мероприятий по возобновлению леса, такая же ширина лесосек устанавливается и в лесах II группы.
Подготовительные работы
Подготовительные работы на лесосеке - это операции по создании необходимых условий для выполнения основных лесосечных работ. В состав подготовительных работ входит подготовка лесосек и погрузочный пунктов, обустройство мастерского участка, выбор трасс лесовозных усов, монтаж и демонтаж оборудования. К разряду подготовительных работ можно отнести и лесосырьевую подготовку.
Подготовка лесосек. В порядке подготовительных работ на лесосеке должны быть убраны опасные деревья и размечены волоки. К опасным деревьям относятся: гнилые, сухостойные, зависшие, ветровальные, буреломные и сломанные деревья, которые могут упасть от ветра, толчка или удара.
Зависшие деревья удаляют с соблюдением определенных правил, и частности не разрешается спиливать то дерево, на которое зависло другое, обрубать сучья, на которые опирается зависшее дерево, сбивать зависшее дерево валкой на него других деревьев, подрубать корни или ствол зависшего дерева. Зависшие деревья, а также другие опасные деревья снимают, стягивая за комель, но лучше использовать для этого лебедку трактора, которой можно снять зависшие деревья любого размера и при любом характере зависания.
При машинной валке опасные деревья спиливают или приземляют машиной при разработке лесосеки.
Подготовка трелевочных волоков заключается в разметке и разрубке их со спиливанием деревьев на всей ширине волока, а также разделке и трелевке товарных валежных стволов. На сырых и заболоченных лесосеках требуется, кроме того, выстилка волоков сучьями или на очень слабых участках или переходах через ручьи иногда устраивают сплошные настилы - гати, а на зимних лесосеках - проминка снега. Разметку волоков наиболее удобно проводить непосредственно перед разработкой лесосеки. Магистральные волоки размечает мастер, которому поручена разработка данной лесосеки, совместно с бригадирами. Основное направление волоков задастся технологической картой. Разметка волоков относится к разряду подготовительных работ, что касается разрубки, то это по существу основная работа по заготовке леса. В процессе разрубки волоков получаются тс же лесоматериалы, что и при обычной заготовке. По этим причинам целесообразно, чтобы волоки разрубали основные бригады. Необходимо, что бы на лесосеке был резерв волоков.
Подготовка погрузочных пунктов. В зависимости от технологии лесозаготовок, вида погрузочных средств и типа транспорта устраиваются погрузочные пункты нескольких типов. Простейшие погрузочные пункты (погрузочные площадки) делают комплексные бригады, начиная с этого разработку лесосеки.
Одновременно с разрубкой трассы уса мастер леса намечет в натуре места для погрузочных пунктов в соответствии с технологической картой.
Подклинка погрузочных пунктов заключается в выполнении дующих работ: разрубке площадки для установки оборудования, расчистки площадки от валежника, кустарника, валунов, спиливание пней заподлицо с землей, укладке подштабельных оснований, разрубке зоны безопасности. Расчистку площадок под погрузочные пункты наиболее эффективно производить бульдозером.
Зону безопасности разрубают комплексные бригады в первую очередь после начала основных работ на лесосеке с тем, чтобы заготовленная древесина на территории зоны могла быть отгружена или уложена в штабель вдоль уса. Это необходимо обязательно учитывать, так как при рубке зоны безопасности заготавливается 150-200 м3 леса. Если погрузочный пункт примыкает к стенке леса, не подлежащего рубке, то зону безопасности здесь не разрубают, но на расстоянии 50 м убирают все опасные деревья. При укладке хлыстов в запас зона вырубается полосой вдоль по всей лесосеке.
Выбор трасс лесовозных усов. Своевременно до прихода комплексной бригады на лесосеку должен быть подведен лесовозный ус. Направление, протяженность и очередность строительства сети усов на год намечаются после отвода лесосек. При отводе лесосек и трассировании усов учитывают возможность использования существующей сети усов.
Основными требованиями при разработке схемы размещения усов являются требования наименьших затрат труда и средств на их содержание и на последующую эксплуатацию с учетом расходов на трелевку. Трассирование уса должно быть всесторонне согласовано с технологией разработки лесосеки, что выражается в равномерном размещении погрузочных пунктов, сокращения расстояния трелевки, выборе удобного места пункта технического обслуживания, столовой т.д.
Предварительно трассу уса намечают по абрису, затем ее уточняют на местности и закрепляют в натуре вешками, затесками на деревьях.
Для прокладки уса разрубают дорожную полосу шириной 8 м. Лес который при этом заготавливается, используется для строительства уса. Оставшиеся хлысты укладывают для отгрузки на нижний склад. Все опасные деревья вдоль лесовозного уса на расстоянии 25 м в обе стороны должны быть убраны до начала строительства.
2.4 Валка леса
Валка леса бензопилами. В лесозаготовительной промышленности наряду с машинной валкой значительное распространение имеет валка леса бензомоторными цепными пилами .
Лесозаготовительные предприятия оснащаются главным образом бензомоторными пилами отечественного производства МП-5 "Урал-2", а _• пилами "Дружба-4" и "Тайга-214" . Во многих лесозаготовительных предприятиях используется также бензомоторные пилы нмпортного производства фирм "Штиль", «Хускварпа>> и др.
Техника валки деревьев бензомоторными пилами. Обязательным условием правильной разработки лесосек является валка деревьев в заданном направлении. Это направление устанавливается в технологической карте в зависимости от способа разработки лесосеки.
Для трелевки за вершину деревья валят в сторону, совпадающую с травлением грузового движения трактора, а для трелевки деревьев за комли - в сторону, обратную грузовому ходу трактора. Такой порядок валки деревьев облегчает чокеровку и сбор пачек, а при правильно выбраной ширине ленты предупреждает завалы. Правильная валка деревьев имеет большое значение и для обеспечения безопасности занятых на лесосеке рабочих, а также сохранения подроста.
Валка деревьев диаметром до 36 см, имеющих наклон ствола, обратной направлению валки, менее 5°, осуществляется в заданном направлении без затруднений. Деревья диаметром более 36 см при наклоне до 5°, не совпадающем с направлением валки, валят с применением валки рычага или же гидроклина. Деревья диаметром более 60 см, если угол их наклона превышает 5°, валят в сторону наклона, применяя гидроклин.
Затруднения при валке создаст и встречный ветер, когда сила его превышает 5 баллов (скорость ветра 3,4-5,2 м/с), а также боковой ветер. В ветреные дни опытные вальщики для устранения этой помехи переходят обычно в пасеки, направление валки в которых совпадает с направлением ветра.
2.5 Трелевка леса
Трелевкой называется перемещение деревьев, хлыстов или сортиментов от места валки до лесопогрузочного пункта. Необходимость этой операции очевидна, так как лесовозными автомобилями или узкоколейным транспортом нельзя взять древесину непосредственно на лесосеке, ее предварительно необходимо собрать.
Трелевка является транспортной операцией, но она резко отличается от других видов транспортных операций. В связи с тем, что трелевочные средства перемещаются по обширной территории и работают на одной лесосеке в течение короткого времени, капитальные затраты на устройство пути не делаются. Трелевка производится в исключительно трудных условиях при полном бездорожье, на любых грунтах летом или по заснеженной целине зимой, с преодолением многочисленных препятствий в виде пней, валежника, валунов и т.д. Трелевочные машины работают на малых скоростях передвижения (1-1,5 м/с), но развивают значительные тяговые усилия. Трелевка ведется на сравнительно небольшие расстояния - обычно до 300 м, иногда 500-700 м и лишь в редких случаях до 1 км.
Благодаря трелевке достигается концентрация древесины в определенных местах у лесовозных дорог, что позволяет применить в лесу современные технические средства: автомобили и узкоколейный железнодорожный транспорт на вывозке, челюстные погрузчики на погрузке, сучкорезные машины на обрезке сучьев.
Существуют различные средства и способы трелевки. Их можно классифицировать следующим образом:
- по виду перемещаемой древесины - трелевка деревьев, хлыстов, сортиментов;
- по способу трелевки - за комли, за вершины;
- по техническим средствам - гусеничные тракторы, колесные тракторы, канатные установки, технически возможно трелевка вертолетами, в редких случаях трелевка производится лошадями;
- по способу формирования пачки - чокерная, бесчокерная;
- по характеру перемещения груза - волоком, в полупогруженном, полуподвешенном, погруженном и подвешенном положении.
Различие в видах трелевочных средств вызвано большим разнообразием производственных условий, в которых производятся лесозаготовки.
Основным трелевочным механизмом является трактор. В нашей стране применяются гусеничные тракторы, за рубежом - колесные. В соответствии с правилами техники безопасности трелевочные тракторы можно применять на склонах крутизной до 25°, а зимой и в сырую погоду до 15°.
В горных условиях на крутых склонах или там, где применение тракторов ограничивается лесохозяйственными требованиями, применяются канатные установки различных систем.
Наиболее распространенным способом трелевки является трелевка хлыстов за вершины. При машинной валке леса трелевку деревьев производят за комли.
В большинстве случаев лес трелюют в полупогруженном положении (полуволоком), т.е. один конец трелюемой пачки погружен на трелевочный механизм, а другой конец волочится по земле или по снегу. Этот способ применяют при работе специальных трелевочных тракторов. Тракторы, не имеющие специального оборудования, трелюют лес волоком.
В канатных системах, работающих с мачтой, лес трелюют в полуподвесном положении: передний конец трелюемой пачки несколько приподнимается за счет вертикальной составляющей от натяжения каната, что облегчает перемещение пачки. В полном подвешенном положении трелюемая древесина перемещается при работе подвесных канатных трелевочных установок. Перемещение древесины в полностью погруженном положении возможно при использовании на трелевке транспортных средств (например, колесных тракторов) с прицепами.
Наиболее трудоемким приемом на трелевке является чокеровка. Чо-керовка хлыстов или деревьев и отцепка пачки при использовании обычных трелевочных тракторов выполняется вручную, и трелевка леса в этом случае не является полностью механизированной операцией. Полное исключение ручных приемов достигается при бесчокерпой трелевке, основанной на применении тракторов с механизированными захватными устройствами.
Приемы трелевки
Технологический цикл трелевки независимо от типа трактора, конструкции технологического оборудования и способа трелевки в общем виде складывается из одних и тех же операций. Это порожний ход трактора, маневрирование и выбор позиции, погрузка или формирование пачки, грузовой ход, разгрузка.
2.6 Обрезка сучьев
Характеристика сучьев. Для выполнения операций обрезки или обрубки сучьев необходимо знать характеристику сучьев различных пород деревьев. Наибольшее количество сучьев имеет ель (по 4-6 сучьев в мутовке).
Значительно меньше сучьев у сосны. Расположение сучьев также мутовчатое. Количество их мало зависит от возраста, так как сосна светолюбивая порода и при росте сбрасывает нижние сучья. В среднем у сосны растущей в насаждениях, бывает 10-18 сучьев, без учета сучьев удаляемых при обрезке части вершины. Такое же количество сучьев имеют и лиственные породы береза и осина, растущих в насаждениях.
Толщина сучьев для ели 2-3 см, сосны 5-6 см, иногда до 15 см. Осина 6-8 см, иногда до 20 см, березы 5-6 см, иногда до 20 см.
Очистка деревьев от сучьев, т.е. обрезка, обрубка или обламывание может выполняться на нижнем складе, погрузочном пункте, волоке и на лесосеке.
На нижнем складе можно организовать механизированную обрезку сучьев стационарными сучкорезными машинами. Здесь создаются наиболее благоприятные условия для механизации и автоматизации этой операции, а также разделки и сортировки лесоматериалов. Однако такой способ обрезки сучьев сдерживается тем, что не найдены экономически выгодные способы использование лесосечных отходов. Наиболее часто сучья очищаются на лесосеке или на погрузочном пункте. При использовании техники работают по методу узких пасек и обрезают или обрубают сучья на месте валки деревьев - вершины на волоках, а часть кроны - на пасеках. Трелевка осуществляется в хлыстах. Если трелюют деревья, а вывозят хлысты, то деревья очищают от сучьев на погрузочном пункте. Нередко сучья обрубают на волоках, чтобы повысить их несущую способность.
Механизация обрезки сучьев в условиях лесосеки осуществляется самоходными сучкорезными машинами, бензомоторными сучкорезками и бензопилами. Современное оборудование по заготовке древесины позволяет совмещать несколько операций на валочно-еучкорезно-пакетирующих, валочно-сучкорезно-раскряжовочных машинах.
2.7 Вывозка леса
Основное назначение лесопогрузочных пунктов - перегрузка древесины с первичного (трелевочного) транспорта на лесовозный. Вместе с тем на погрузочных пунктах часто выполняются не только погрузочные операции, но и другие. Количество и виды операций определяются способом трелевки и вывозки древесины.
На лесосеках могут устраиваться погрузочные пункты следующих типов: площадки для погрузки леса челюстными погрузчиками; площадки для создания запасов хлыстов с последующей их погрузкой челюстными погрузчиками; площадки для погрузки леса автомобилями, оборудованными погрузочными манипуляторами; площадки для крупнопакетной погрузки леса; погрузочные пункты с сучкорезными машинами.
При выборе места под погрузочный пункт необходимо, чтобы расстояние трелевки было наименьшим. Площадь погрузочного пункта должна быть достаточной для размещения на ней необходимого запаса древесины.
Лесовозный транспорт в технологическом процессе лесозаготовительного предприятия играет основную роль. Он является связующим звеном между лесосекой и нижним складом. Ритмичность работы транспорта обеспечивает стабильность всех работ на нижнем складе. Вся древесина, заготавливаемая в лесосеках, должна быть вывезена на нижний склад. В зависимости от условий древесина на нижний склад может доставляться сухопутным транспортом или водными путями.
На лесозаготовках широко применяются сухопутный транспорт леса по лесовозным дорогам, которые могут быть железными узкоколейными и ширококолейными, автомобильными, снежно-ледяными. Наибольшее применение находят автомобильные и узкоколейные железные дороги, а также снежно-ледяные.
Одна из особенностей сухопутного транспорта леса - собирательный характер груза, определяемый рассредоточенностъю запасов древесины на большей площади. Это вызывает необходимость строительства целой сети транспортных путей, состоящих из основного пути и ответвлений. По мере освоения лесного массива часть ответвлений (усов) переносится с одного участка на другой.
Участок пути, строящийся на весь период работы предприятия, по которому проходит весь грузовой поток, называется магистралью. Ответвления, обслуживающие некоторую часть сырьевой базы (протяженность которых обычно превышает 3 км) и эксплуатируемые не менее 3-5 лет, называются ветками. Для освоения отдельных лесосек устраиваются временные пути - усы, протяженность которых не превышает 3 км и срок эксплуатации до 1 года.
Автомобильные дороги в зависимости от годового объема вывозки древесины делятся на три категории: первая категория - дороги с годовым грузооборотом более 500 тыс м3; вторая - дороги с годовым грузооборотом от 151 до 500 тыс м3; и третья - дороги с годовым грузооборотом до 150 тыс м3.
Дороги первой категории имеют гравийное покрытие с шириной полотна по верху 7-8 л/. По обе стороны дороги устанавливаются кюветы. Дороги этой категории рассчитаны на напряженное движение автомобилей круглый год.
Дороги второй категории с шириной полотна 4-4,5 м. Для движения открываются зимой после промерзания. С наступлением весны движение прекращается и производится планировка дороги. После образования па дороге колеи, ее засыпают песком или гравием. Это делается 3-4 раза за лето до тех пор, пока не будет достигнут требуемый механический состав грунта, не уплотнится и осядет полотно дороги. К концу лета дорога профилируется и укатывается катками. На период весенней и осенней распутицы дорога закрывается.
Дороги третьей категории - дороги спрофилированные и шириной проезжей части 4-4,5 м.
В качестве тягового состава на лесовозных автомобильных дорогах применяются специальные лесовозные автомобили большой мощности МАЗ, КАМАЗ, КРАЗ, Урал, ЗИЛ и др. В качестве прицепного состава -колесные полуприцепы, роспуски, санные роспуски, прицепы, полуприцепы.
Лесовозные полуприцепы имеют металлическую конструкцию, состоящую из рамы с седельно-сцепным устройством и опорными приспособлениями, поворотного коника с откидными стойками и ходовой частью. При вывозке леса в хлыстах или с кроной полуприцепы используются в сцепе с роспуском.
2.8 Практическое задание
Описание работы станка
Предназначена для обработки крупномерных деревьев (хлыстов) со средним объемом свыше 0,5 м3 и диаметром пропила до 110 см и применяется в лесозаготовительных предприятиях с крупномерными лесонасаждениями при годовом объеме производства до 200 тыс. мЛ.
Составные части: шаговый конвейер, две пилы, пильные механизмы, манипулятор, сучкорезная головка, выносной транспортер, транспортер отходов, гидросистема, электрооборудование, опора, кран
Шаговый конвейер предназначен для перемещения деревьев под пилу и обмера выпиливаемого ассортимента. Состоит из сварной рамы, на которой смонтированы механизм перемещения и устройство обмера длин.
Пила предназначена для раскряжевки хлыста на сортименты. Состоит из сварной балки с правым и левым маятниками, несущими параллельно расположенные пильные диски одинакового диаметра (1500...1600 мм). Балка с рабочими органами перемещается гидроцилиндрами одностороннего действия по двум направляющим.
Манипулятор служит для разборки пачки деревьев и поштучной их подачи на раскряжевку.
Сучкорезная головка состоит из корпуса с рычагами, на свободных концах которых установлены сучкорезные ножи силового резания.
На установке выполняют загрузку деревьев манипулятором с площадки или из питателя, обрезку сучьев навесной сучкорезной головкой в процессе подачи ствола на раскряжевку, раскряжевку ствола на сортименты заданной длины.
Установка позволяет осуществлять раскряжевку на сортименты 12 различных длин, в автоматическом режиме по заданной программе можно выпиливать 6 размеров сортиментов одновременно (рис. 2).
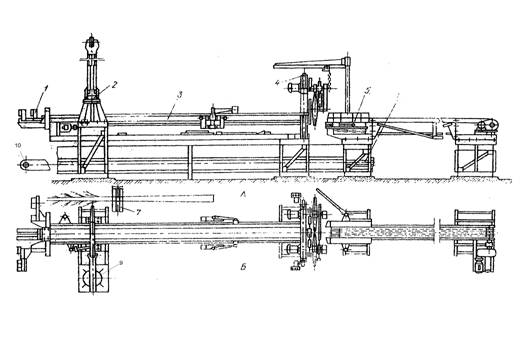
Рис. 2 - Сучкорезно-раскряжевочная установка ЛО-30: 1 – Сучкорезная головка; 2 – Манипулятор; 3 – Шаговый конвейер; 4 – Пильный механизм; 5 – Выносной транспортер; 6 – Транспортер отходов; 7 – Разгрузочно-растаскивающее устройство; 8 - Цилиндры гидравлические; 9 – Электродвигатель манипулятора; 10 – Электродвигатель пильных механизмов
Расчет сучкорезно-раскряжевочной установки ЛО-30 на надежность
![]() 0,99
0,99
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Вывод: расчет узлов станка показал что вероятность отказа одной из деталей станка очень велика, расчетное время не является приемлемым для данных деталей.
I-катастрофический
II-Существенный
III-Промежуточный
IV-Несущественный
Матрица отказов
| Ожидаемая частота отказа | Тяжесть (значимость) отказа, категория | |||
| I | II | III | IV | |
| Частый | - | А | С | С |
| Вероятный | - | С | В | В |
| Редкий | - | В | А | С |
| Очень редкий | - | С | В | А |
| Невозможный | - | - | С | С |
3. Лесоперерабатывающее производство
3.1 Фансырьё
Характеристика сырья для производства фанеры
Сырьем для изготовления клееной фанеры являются отрезки кряжей определенного размера и качества. Предъявляемые к ним требования зависят от требований рынка на готовую продукцию, а также от принятой технологии производства. Для изготовления клееной фанеры применяется: береза, бук, ольха, осина, тополь, липа, сосна, лиственница, кедр и др.
По длине размеры сырья должны соответствовать принятым размерам продукции или быть кратными им с необходимыми припусками. Чураки бывают длиной от 0,8 до 3,2 м. Минимально допустимый размер сечения обуславливается экономической целесообразностью разработки сырья, а максимально допустимый - размерами оборудования, имеющеюся па данном предприятии. Для производства фанеры принято использовать сырье диаметром от 18 см и выше, а для строганной фанеры от 22-26 см и выше.
Требования к качеству сырья сводятся к ограничению пороков древесины и дефектов формы. Основные пороки древесины следующие:
· сучки бывают наружные и заросшие, сучки снижают прочность фанеры и ухудшают ее вид.
· кривизна чураков - дефект роста, она снижает выход наиболее высококачественного шпона, а также приводит к увеличению процента перерезанных волокон, снижая в будущем прочность фанеры.
· внутренняя гниль бывает ситовой и трухлявой. Этот порок допускается в центральной части сырья размером не выше 10 см, вне зоны лущения, которая должна быть не менее 4 см.
· большинство наиболее распространенных грибов синевы древесины не влияет на механические свойства древесины, но портит ее внешний вид. Допускается отдельные пятна синевы па торцах размером до 1/10 диаметра сырья.
· наружная трухлявая гниль и мрамор в сырье не допускаются.
· главными пороками, определяющими сортность сырья, являются сучки, ненормальные окраски и гнили, червоточина, трещины, кривизна, косослой, свилеватость, сухобокость, двойная сердцевина и др. Особенно большое внимание уделяется ограничению сучков, ненормальных окрасок и гнили, ухудшающих вид строганной фанеры, которая используется главным образом для декоративных целей.
На заводы, изготавливающие клееную фанеру, сырье может поступать в кряжах и в виде коротких отрезков - чураков. Раскрой кряжа на чураки включает в себя предварительную разметку и собственно распиловку. Разметка производится для получения из кряжа чураков, обладающих наибольшей массой и наивысшим качеством. Распиловка кряжей выполняется с помощью круглопильных балансировочных станков, поперечно-пильных станков или цепных пил.
Общие потери древесины при разделке кряжей на чураки составляют от 1 .5 до 4%, в зависимости от объема кряжа. Тонкий слой древесины, срезаемый при лущении с цилиндрического отрезка чурака. должен быть достаточно плотным, не иметь трещин и разрывов. Но вследствие того, что во время срезания он подвергается выпрямлению, в нем возникают растягивающие напряжения поперек волокон древесины.
Изготовление шпона
Полуфабрикатом для изготовления большинства видов клееной фанеры являются листы сухого шпона определенных размеров. Технологический процесс их получения состоит из следующих операций: лущение шпона, разрезки лепты шпона на листы заданного формата, сушки, сортировки и починки шпона.
Лущение представляет собой поперечное резание древесины. Обрабатываемый материал совершает вращательное движение, а режущий инструмент - поступательное движение в направлении оси вращения материалов. В результате этого цилиндрический отрезок древесины превращается в топкий слой определенных размеров. При этом скорость резания оказывается величиной переменной, т.к. число оборотов шпинделей станка постоянно, а диаметр чурака в процессе лущения уменьшается. Данная операция выполняется с помощью лущильного станка.
Режимы лущения. Лущение чураков преследует цель получения достаточно плотной и гладкой стружки. Образование трещин и разрывов на ней недопустимо, т.к. отрицательно сказывается на качестве фанеры.
Если инструмент совершает свободное резание древесины, во время внедрения в неё перед режущей кромкой образуется трещина, направление распространения ее произвольное, благодаря этому поверхность срезаемого слоя древесины и поверхность остающейся цилиндрической части имеют довольно большие неровности. Кроме того, на левой (т.е. обращенной к чураку) стороне срезаемого шпона из-за незначительной прочности последнего в поперечном направлении образуются дополнительные разрывы, вызываемые перегибом листа и месте внедрения инструмента в древесину.
Как уже отмечалось, при свободном резании древесины на левой стороне шпона появляются трещины и неровности. Для их ликвидации применяют обжим шпона, выполняемый с помощью прижимной линейки. Она должна быть расположена так, чтобы создаваемое ею давление на древесину проходило через режущую кромку инструмента и зазор между ножом и линейкой был меньше расчетной толщины шпона. Для обеспечения хорошего качества поверхности шпона и требуемой прочности степень обжима должна быть выдержана в пределах 10-30%, в зависимости от породы древесины, толщины шпона и температуры нагрева чурака.
Раскрой ленты шпона на листы.
Шпон, получаемый на лущильном станке, представляет собой ленту, ширина которой равна длине чурака. Длина ленты зависит от диаметра чурака и толщины шпона и может доходить до нескольких десятков метров. Для дальнейшего использования эта лента должна быть разрезана на отдельные листы, размеры которых соответствовали бы размерам изготовляемой из шпона продукции. Лента шпона раскраивается ножницами, имеющими механический или пневматический привод. На некоторых предприятиях имеются автоматические и полуавтоматические ножницы, у которых включение рабочего движения ножа осуществляется с помощью концевых электрических датчиков, фото элементов или датчиков с радиоактивными изотопами.
Подача лепты к ножу и уборка отрезанных листов шпона выполняется с помощью системы транспортеров, с автоматизированной системой укладки листов в стопу.
Сушка шпона.
Шпон для изготовления клееной слоистой фанеры подвергается предварительной сушке для уменьшения количества содержащейся в нем влаги до необходимых пределов. Эта операция выполняется сразу же после изготовления шпона на лущильных станках. Для правильного ведения сушки необходимо знать начальную и конечную влажность шпона
Начальная влажность сырья зависит в основном от способа доставки его на завод. При доставке по железной дороге она составляет 50-90%, при доставке сплавом 90-130% Шпон с различной влажностью следует сушить при разных режимах. Конечная влажность шпона определяется требуемой влажностью готового продукта, родом применяемого клеевого материала и особенностями процесса склеивания. Практически она лежит в пределах 6-12%.
Существует три способа сушки шпона: контактный, контактно-конвективный и конвективный.
При контактном способе тепло передается листу шпона в результате его соприкосновения с нагретым телом. Этот способ передачи тепла осуществлен в дыхательных прессах и контактных сушилках непрерывного действия. При контактно-конвективном способе тепло передается шпону нагретым воздухом или газом, циркулирующим вокруг него и в результате соприкосновения с нагретым телом. При конвективном способе передача тепла шпону осуществляется только за счет обмывания его нагретым воздухом или газом.
Сушилка представляет собой камеру длиной 30 м, изготовленную из кирпича, железобетона, металла и др. По обеим сторонам ее расположены коридоры, внутри которых находятся осевые вентиляторы и паровые калориферы. Для достижения необходимой равномерности сушки камера по длине разделена па две части, в каждой из которых воздух движется в противоположных направлениях. Для прохождения шпона через сушилку внутри нее размещены 4-5 горизонтальных рядов ленты, специального плетения, которым сообщается движение от привода, обеспечивающего возможность регулирования времени прохождения шпона через сушилку.
Режим сушки шпона сушилках следующий: температура циркулирующего воздуха 60-120°С, относительная влажность воздуха 15-25%, скорость движения воздуха 0,9-1,1 м/с. Продолжительность сушки шпона в лих сушилках от 20 до 90мин.
Сортировка шпона
Шпон после охлаждения подвергается сортировке, т.е. разделению на однородные группы с учетом качества древесины, обработки, размеров, породы древесины, направления волокон и т.д. Главная трудность сортировки заключается в правильном установлении качественной характеристики шпона. Весь шпон по качеству делится условно на пять сортов: А, АВ, В, ВВ и С. Для каждого сорта четко оговариваемся допустимость того или иного порока древесины или дефекта обработки. Основными сортообразующими пороками для шпона являются: сучки (по этому признаку сортность устанавливается для 75-90% листов шпона); ложное ядро (0,02-15%) обесцвечивание и пятнистость (4-8%).
Сортировка шпона на предприятиях может быть организована по-разному. Ее можно проводить непосредственно у сушильных устройств, на специально отведенных площадках или на транспортерах перемещающих шпон от сушильных площадок к подстойным местам. В первом случае у сушильных агрегатов необходимо иметь достаточное количество подстойных мест, что увеличивает общую площадь, занятую данным участком. Положительной стороной такой организации работы является устранение излишних переносок шпона, отрицательно сказывающихся на его качестве. Во втором случае листы шпона у сушильных агрегатов укладываются в стопы, перевозят на участок сортировки и там сортируют по соответствующим местам. Наиболее совершенной является организация сортировки на транспортере, идущем непосредственно от сушилки и имеющем ряд карманов, открывающихся по заказу сортировщика. Находясь около переднего конца транспортера, сортировщик, оценивая качество подошедшего к нему листа шпона, нажатием кнопки дает команду исполнительному механизму открыть соответствующий карман.
При сортировке шпон укладывается на специальные столы, имеющие деревянный настил. Это позволяет перевозить целые стопы шпона с помощью погрузчиков и сохранить качество листов шпона. Высота стопы не должна превышать 1,5 м.
Починка шпона
Починка шпона преследует цель повышения сортности шпона. Она заключается в удалении из листов сучков, багорных пробоин, трещин и т.д. и помещение на их место заплаток (вставок) из здоровой древесины. Заплатки допускаются в листах всех сортов шпона, за исключением сорта А. Из общего количества шпона починке может подвергаться от 10 до 30% сухого шпона. Для данной операции предъявляются следующие требования: полное удаление дефекта, плотная вставка на его место заплатки здоровой древесины, совпадение направления волокон и заплатке и листе и совпадение цвета и толщины лист шпона и заплати. Плотность вхождения заплатки в отверстие достигается согласованием размеров просечек, применяемых для высечки дефектного места изготовления заплатки из полосы шпона. При этом в образующемся соединении должен быть обеспечен натяг, за счет которого заплатка будет держаться в отверстии листа без клея.
Починка шпона может выполняться вручную на специальных станках полуавтоматах.
Обработка кусков шпона.
Сухие куски шпона, получающиеся из чурака, содержат высококачественную древесину. Поэтому их можно использовать для изготовления не только серединок всех сортов фанеры, но и рубашек фанеры. Количество таких кусков составляет от 15 до 20% всего сухого шпона.
Куски шпона целесообразно соединять в полноформатные листы что позволяет повысить сортовые выходы фанеры и снизить затраты труда на сборку пакетов перед склеиванием фанеры.
Для соединения кусков по ширине кромки их должны быть прямо-ничейными. Обрабатываемые куски в виде пачки толщиной 80-90 мм закрепляемся на горизонтальном столе станка, а суппорт с режущим инструментом движется вдоль стола, производя опиловку и фрезерование одной кромки пачки.
Склейка кусков шпона
Куски шпона могут соединяться друг с другом по ширине с помощью бумажной ленты или клея. В первом случае бумажная лента, шириной 20 мм, покрытая с одной стороны мездровым клеем, наклеивается на место соединения двух кусков шпона или поперек их. Для плотного соединения куски должны быть надежно прижаты друг к другу. Эта операция выполняется на ребросклеивающих станках с продольной или поперечной подачей кусков шпона.
В станках с продольной подачей кусков шпона стягивание осуществляется двумя коническими роликами, оси которых пересекаются под некоторым углом друг к другу.
Падежное приклеивание ленты к шпону обеспечивается предварительным смачиванием водой ее клеевого слоя и прижатием валиком, нагретым до 70-80°С. На таких станках можно склеивать шпон толщиной от 0.5 м и более.
Станки с поперечной подачей шпона обеспечивают соединение кусков за счет наклеивания на их поверхность в поперечном направлении трех-четырех полос гуммированной ленты.
Обрезка клееной фанеры
Обрезка необходима для выравнивания кромок и придания листу требуемых размеров по длине и ширине. При этом должна быть обеспечена достаточно высокая чистота обработки кромок и их прямолинейность, параллельность противоположных сторон и взаимная перпендикулярность смежных сторон. Данная операция может выполняться с помощью круглопильпых станков, имеющих одну, две, три или четыре пилы.
Для обрезки фанеры предпочитают применять два сдвоенных двух-пильных станка, устанавливая их под углом 90° друг к другу. Это избавляет от излишних перекладок фанеры, повышая производительность на данном участке.
3.2 Древесноволокнистые плиты
Технология производства древесноволокнистых плит
Широкое применение в различных отраслях народного хозяйства получили древесноволокнистые плиты.
Древесноволокнистые плиты представляют собой строительный. конструктивный и поделочный материал, имеющий однородное строение, большие размеры при незначительном весе и необходимую прочность. Плиты легко поддаются ручной и механической обработке, а также различной отделке.
Для получения древесноволокнистых плит древесина измельчается в щепы и разделяется на волокна. Из волокон путем добавки воды и химикатов приготовляется волокнистая масса, которая формируется в плиты. Для производства плит можно использовать также кусковые отходы лесозаготовок, лесопильного и деревообрабатывающего производства. В зависимости от назначения плит отформироваиная волокнистая масса может быть высушена без уплотнения для получения изоляционных плит или уплотнена в горячем прессе для получения плит большой прочности.
Плиты древесноволокнистые выпускаются и применяются в соответствии с государственными стандартами.
Изоляционные плиты состоят из переплетенных волокон древесины или других лигноцеллюлозных волокон, образующих войлокообразный ковер. Эти плиты имеют большую пористость и обладают малой тепло- и звукопроводностью. Обычные изоляционные плиты изготавливают толщиной 12,5; 16 и 25 ±1.0 мм с объемным весом от 150 до 250 кг/м3
Изоляционно-отделочные плиты изготавливают толщиной 8; 11.5 и 20 10,7 мм и имеют объемный вес от 250 до 350 кг/м3
Полутвердые плиты представляют собой листовой материал с объемным весом не менее 400 кг/м3 и толщиной 4,5.6 и 8 ±0.7 мм.
Твердые плиты имеют объемный вес не менее 850 кг/м3 и толщин 3.4.5. и 6 ±0,3 .мм.
Сверхтвердые плиты имеют объемный вес не менее 950 кг/м3 и толщину 3 и 4 ±0.3 мм. В процессе изготовления сверхтвердые плиты пропитываются синтетическими смолами или высыхающими маслами, а затем подвергаются термической обработке.
Плиты древесноволокнистые для покрытия полов в процессе производства окрашиваются по всей толщине или грунтуются под окраску с лицевой стороны. Окраска плит сокращает лишнюю операцию по грунтовке плит при строительстве. Физико-механические показатели плит для покрытия полов аналогичны показателям для сверхтвердых плит, только величина набухания от первоначальной толщины после 24 часов пребывания в воде составляет не более 10%, а у сверхтвердых - 12%.
Плиты древесноволокнистые твердые с окрашенной поверхностью покрываются 'шалями или отделываются синтетической пленкой с подслоем бумаги, имитирующей текстуру ценных пород древесины или других рисунков.
Для всех марок плит не допускается расслоение, прогары, бахрома на кромках, пятна от масла и парафина, а также посторонние включения. Лицевая сторона твердых плит должна быть гладкой, однородной окраски. Плиты должны изготавливаться из равномерно размолотой массы, не имеющей и своем составе посторонних включений и не размолотых частиц..
Сырьем для производства древесноволокнистых плит служит технологическая щепа длиной 10-35 мм, толщиной не более 5 мм, содержание коры не более 15%. гнили не более 5% и минеральных примесей не более 1%, полученная из древесины любых пород.
Сырье в виде кондиционной щепы пневмотранспортом подается в бункер в хранения. Из бункеров щепа подается в ванны для мойки . Основное назначение гидромойки – смыв грязи, песка, металлической стружки., кроме того мойка удлиняет срок службы размольной гарнитуры.
Помытая щепа шпеком подается в бункер дефибраторов. Из расходного бункера щепа поступает в пропарочную камеру дефибратора V, где подвергаемся термообработке насыщенным паром температурой 195-205"С, затем щепа поступает в размольную камеру дефибратора.
Размолотая щепа в виде волокнистой массы поступает на вторичный размол в рафинеры. Масса покровного слоя из мельницы за счет напора, создаваемого насосом и мельницей, подается в ящик постоянного уровня. Избыток массы, через перелив возвращается в бассейн на рециркуляцию. Из ящика постоянного уровня масса распределяется, по отливочным машинам.
Проклейки массы.
Из бассейнов рафинерной массы , масса насосом подается в ящик для
проклейки, куда одновременно поступает парафиновая эмульсия с массовой долей парафина 6-9%, в количестве не более 1% к весу абсолютно
сухого волокна. Количество дозируемых химикатов зависит от концентрации и скорости отливочной машины.
После введения эмульсии в ящик непрерывной проклейки вводится осадитель - концентрированная серная кислота, которая подается по трубопроводу в расходный бачок, установленный на ящике проклейки.
Сюда же непрерывно поступает свежая вода для разбавления концентрированной серной кислоты.
Для увеличения прочности плиты вводится фенолформальдегидная смола в количестве 1,5% к массе абсолютно сухого волокна.
Отлив волокнистого ковра
Из ящика непрерывной проклейки масса самотеком поступает в напорный ящик отливочной машины. В массопроводе до поступления внапорный ящик волокнистая масса разбавляется водой. Из напорного ящика масса непрерывным потоком через поступает на непрерывно движущуюся сетку отливочной машины.
Основная часть воды из волокнистой массы удаляется путем свободной фильтрации из регистровой части сеточного стола. Для принудительного удаления воды установлены три отсасывающих ящика, снабженных вакуумной установкой.
В процессе формования волокнистого ковра на отливочной машине наносится облагораживающий покровный слой. Покровный слой наносится путем налива на обезвоженное полотно.
Прессование плит
Влажные плиты посредством ременных транспортеров подаются па секции наложения, где укладываются па транспортерные листы с сетками и поступают на этажерку. После загрузки этажерки поддоны с сетками и уложенными на них влажными плитами при помощи толкателя подаются в этажный горячий пресс. Давление в гидрофоре перед запрессовкой - 4,0-6,0 МПа, температура нагревательных плит пресса- 190-210°С.
Прессование проводится в две или три фазы.
1 фаза - отжим влажных плит;
2 фаза - сушка;
3 фаза - закалка.
В первой фазе под действием давления пластифицированные волокна сближаются, и происходит удаление воды, находящейся между волокнами. Удельное давление прессования составляет 26-30 МПа. Во второй фазе происходит испарение воды, находящейся в капиллярах и стенках клеток. Удаление воды способствует образованию водородных связей и смолоподобных связующих веществ, вследствие частичного температурного гидролиза. Удельное давление прессования в период сушки составляет 4,0-6,0 МПа. В третьей фазе происходит тепловая обработка плит при повышении давления. Удельное давление прессования составляет 26-30 МПа. Продолжительность прессования по фазам:
1 фаза (отжим)-15 с;
2 фаза (сушка)- 210-330 с;
3 фаза (закалка)- 150 с.
После окончания прессования давление снижается, пресс распрессовывает и транспортные листы с плитами вытягиваются в разгрузочную этажерку.
Из разгрузочной этажерки плиты поступают в плитоотделитель, где отделяются от сетки и транспортного листа, и ременными транспортерами потея в 100- полочную этажерку.
Закала и увлажнение плит
Плиты загруженные в 100 - полочную этажерку подаются в камеры
закаливания при помощи механизированного передвижного устройства. Двери закрываются, включается вентилятор для циркуляции воздуха, который нагревается горячей водой до температуры 150-155°С. Время выдержки при указанной температуре 2 ч.
В результате закаливания увеличивается механическая прочность плит
уменьшается влагопоглощение и набухание, плиты приобретают более ровнй цвет, улучшается способность плит, подвергающихся дальнейшей обработки режущим инструментом.
Раскрой древесноволокнистых плит
После закаливания и увлажнения этажерки с плитами подаются на участок раскроя и при помощи разгрузочного устройства поступают на станок форматной обрезки. На станках форматной обрезки обрезаются продольные и поперечные кромки плит и раскраиваются на заданные размеры.
После этого плиты сортируются, укладываются на специальные под доны и электропогрузчиками отвозятся на склад готовой продукции.
Полученные при резке плит отходы разбавляются водой, разбивают ся мешалкой в гидроразбивателе и в виде массы перекачиваются для повторного использования.
3.3 Древесностружечные плиты
Древесностружечной плитой называют плиту, изготовленную путем горячего прессования древесных частиц, смешанных со связующим. Древесные частицы могут быть различной формы и размеров, как специально изготовленных для плит, так и полученных в виде отходов при обработке древесины на деревообрабатывающих станках. Те и другие называют стружкой. Связующее - это вещество или смесь веществ, обладающих особенностью взаимно связывать древесные частицы при получении из них плит в прессе для горячего прессования.
Технологический процесс производства древесностружечных плит - переработка древесных отходов и низкокачественной древесины с применением модифицирующих химических веществ, главным образом синтетических смол, в листовые материалы, которые заменяют на пиломатериалы в производстве мебели, строительстве, транспортном машиностроении и многих других отраслях народного хозяйства.
Древесные плиты имеют ряд преимуществ по сравнению с пиломатериалами, столярными плитами, фанерой и другими подобными материалами. Древесностружечные плиты (ДСП) имеют одинаковые физико-механические свойства в различных направлениях, сравнительно небольшие изменения в условиях переменной влажности, возможность получения плит со специальными свойствами, высокая степень механизации и автоматизации при их производстве и др.
Древесностружечные плиты изготавливают путем горячего прессования древесных частиц толщиной 0.1-0.5 мм. длиной 5-40 мм и шириной 1-10 м.м. смешанных со связующим веществом. Древесные частицы в таких плитах могут располагаться различным образом, что и обуславливает их свойства.
Применение древесностружечных плит
Древесностружечные плиты в основном используются в мебельном производстве и строительстве (элементы конструкции полов, кровли, антресолей и другие несущие конструкции).
При изготовлении мебели применяются древесностружечные плиты
Плотностью50-750 кг/м толщиной 10-25 мм. Плиты облицовывают
шпоном, текстурной бумагой или полимерными пленками. Плиты могут быть окрашены или отделаны лакокрасочными материалами.
В настоящее время для изготовления мебели выпускаются древесностружечные плитыс мелкоструктурной поверхностью. Применение таких плит обеспечивает экономное расходование древесного сырья и связующих веществ и позволяет изготовлять облегченную мебель с высоким качеством отделки поверхностей. Однако широкому использованию древесностружечных плит в жилых помещениях препятствует способность плит в процессе эксплуатации выделять вредные токсические вещества (формальдегид, аммиак, оксид углерода) в результате разложения древесины, карбамидных смол и связующих. Основной способ снижения токсичности плит - использование специальных карбамидных смол, а так же добавок, связывающих формальдегид (карбамид, аммиак, соли аммония).
Сырье для древесностружечных плит
В производстве древесных плит, изготавливаемых из измельченной древесины, используют низкосортную древесину в виде дров; технологическую щепу из тонкомерных деревьев и сучьев, а также щепу, полученную из кусковых отходов лесопиления и деревообработки; стружку - отходы от деревообрабатывающих станков; опилки от лесопиления и деревообработки; отходы производства древесностружечных плит (опилки, шлифовальную пыль, отсев технологической щепы).
Для производства древесностружечных плит допускается древесина всех хвойных и лиственных пород, а соотношения хвойных и лиственных пород в смесях щепы согласовываются с потребителем.
Отходы лесопиления и деревообработки по качеству не нормируются, поскольку они образуются из сортного сырья, поставляемого для соответствующих производств.
Технологическое оборудование соединяется между собой различными транспортными устройствами: ленточными, скребковыми и цепными конвейерами, транспортирующими бревна и мерные заготовки, а также пневмотранспортом, подающим технологическую стружку.
На заводах древесностружечных плит почти все оборудование работает в автоматическом режиме, для чего технологическое и транспортное оборудование объединяется в основном средствами автоматизации в автоматические линии.
3.4 Производство целлюлозы
В мире существует несколько способов производства целлюлозы, основными способами являются:
1. Натронный способ. При этом способе основным нарочным реагентом является едкий натрий или каустическая сода (ХаОН).
2. Сульфитный способ. При этом способе основным варочным реагентом является раствор кислой сернокислой соли кальция или магния (Cа(НS03)2).
3. Сульфатный способ. При этом способе основным варочным атеизм является едкий натрий и сернистый натрий (NаОН+Na2S).
Общая схема производства целлюлозы из древесины щелочными методами (по натронному и сульфатному способам) на современных предприятиях состоит из следующих производственных операций:
1. Приготовление щепы.
2. Варка щепы с белым (варочным) щелоком в закрытых котлах под давлением.
3. Отделение от сваренной целлюлозы черного (отработанного) щелока - промывка целлюлозы.
4. Очистка, отбелка, обезвоживание и сушка целлюлозы.
5. Выпаривание черного щелока до концентрации 55-62% сухого вещества.
6. Сжигание сгущенного черного щелока с получением минерального остатка - плава.
7. Каустизация раствора плава (зеленого щелока) с известью с целью перевода карбоната натрия в едкий натрий.
Если в качестве сырья для получения сульфатной целлюлозы применятся хвойная древесина, то производится улавливание ценных побочных продуктов скипидара и сульфатного мыла. Для очистки и переработки побочных продуктов многие заводы имеют специальные цехи.
Щелочная варка накладывает свой специфический отпечаток на химические и физические свойства получаемой из древесины целлюлозы. При сульфатной варке выход целлюлозы из древесины меньше, по сравнению с сульфитной варкой на 3-4.
Беленую целлюлозу широко применяют при выработке беленых картонов, применяемых для упаковки пищевых продуктов, для изготовления бумажных бутылок, стаканчиков, тарелок, в композиции мелованных печатных бумаг и беленых впитывающих бумаг для производства бумажных полотенец, салфеток, бумажного белья, пеленок, носовых платков и др. бумажных изделий.
Основным сырьем для производства сульфатной целлюлозы является древесина в виде балансов хвойных и лиственных пород, которая поступает на целлюлозно-бумажные предприятия автомобильным, железнодорожным или водным транспортом и сплавом. Выгрузка осуществляется с помощью мостовых, козловых, кабельных, портальных и др. видов кранов. После выгрузки древесина складируется на лесные биржи кучевого, штабельного или водного хранения балансов.
Подача древесины на дальнейшую переработку в древесно-подготовительный цех осуществляется при помощи мостового крана.
Помывка целлюлозы
В процессе промывки целлюлозы происходит отделение отработанною черного щелока от сваренной целлюлозной массы, поэтому промывку следует считать первой стадией регенерации затраченных на варку химикатов, содержащихся в отработанном щелоке.
Целлюлозная масса после сульфатной варки содержит от 4,5 до 7,5 .; отработанного черного щелока на 1 кг воздушно-сухой целлюлозы. Из общего количества щелока небольшая часть, около 5%.содсржится во внутренних капиллярах клеточных стенок, 15-20% заключена во внутренних каналах и плоскостях волокон, остальное количество щелока 75-80% от общего количества составляет свободный щелок, окружающий отдельные волокна или пучки волокон.
Задача промывки состоит в том, чтобы возможно полнее, с наименьшими потерями, отделить весь отработанный щелок от целлюлозной массы, причем в виде концентрированного неразбавленного раствора.
Существующие методы промывки для отделения щелока от волокна используют механические процессы: отжим, фильтрацию, центрифугирование: основным же приемом остается промывка водой. При промывке водой
часть щелока удаляется из целлюлозной массы путем вытеснения, часть неизбежно смешивается с промывной водой, что приводит к снижению исходной концентрации щелока. В соответствии с тем, какой из этих процессов превалирует, различают промывку по методу вытеснения и промывку по методу смешения.
При промывке по методу вытеснения основным процессом является фильтрация жидкости сквозь неподвижный слой массы. При этом щелок, находящийся между волокнами, без заметного разбавления вытесняется из массы и заменяется промывной жидкостью. Но извлечение щелока, заключенного внутри волокон, может происходить только за счет диффузии растворенных веществ сквозь стенки волокон, в результате чего происходит разбавление. При промывке по методу смешения промывная жидкость смешивается с массой и щелоком. Основную роль при этом методе промывки играет процесс диффузии. Для уменьшения разбавления используемого щелока промывку в обоих случаях ведут по принципу многоступенчатой противоточной экстракции, используя оборотные слабые щелоки.
В сульфатном производстве основными методами промывки применяют промывку на непрерывно действующих барабанных фильтрах и диффузорах непрерывного действия.
3.5 Бумага
Бумагу вырабатывают в основном на длинносеточных. гак называемых столовых бумагоделательных машинах. Цилиндровые машины применяются для выработки картона и лишь ограниченного ассортимента бумаги. Длинносеточные машины также широко применяются и в картонном производстве. Не зависимо от типа бумагоделательной машины технологический процесс изготовления бумаги на машине в принципе один и тот же. Он включает в себя следующие операции: подготовку и аккумулирование бумажной массы; подачу бумажной массы на машину: разбавление бумажной массы водой и установление необходимой концентрации, обеспечивающей нормальный процесс отлива: очистку бумажной массы от посторонних включений, узелков и воздуха выпуск массы на сетку; отлив бумаги на сетке бумагоделательной машины: прессование мокрого листа бумаги и удаление избытка воды; сушку; машинную отделку и намотку бумаги.
Готовая бумажная масса, соответствующим образом размолотая и, если требуется, проклеенная, окрашенная и содержащая минеральные наполнители, подается из массоподготовительного отдела фабрики в машинный бассейн, обеспечивающий бесперебойную работу бумагоделательной машины в течение более или менее длительного времени. Из бассейна при концентрации 2,5-3,5% насосом подается в регулирующее устройство, где смешивается с оборотной водой и разбавляется в зависимости от вида бумаги до концентрации 0,1-1,3%.
Разбавленную бумажную массу очищают от посторонних включений минерального и волокнистого происхождения, для чего ее пропускают через специальные аппараты. Очищенную бумажную массу по распределительному желобу или трубопроводам направляют к напорному ящику, откуда она под определенным напором непрерывно вытекает па сетку бумагоделательной машины.
Бесконечная сетка машины движется с большой скоростью, достигающей у современных машин 800-1000 и более м/мин. На сетку из разбавленной волокнистой суспензии формируется полотно бумаги и удаляется из него избыточная вода сначала за счет свободного отекания массы на регистровой части машины, усиливаемого отсасывающим действием регистровых валиков, затем под вакуумом на отсасывающих ящиках и, наконец, под давлением (или при более высоком вакууме) в гауч-прессе.
Пройдя сеточную часть машины, бумажное полотно с содержанием сухого вещества 15-20% поступает в прессовую часть, где оно подвергается дальнейшему уплотнению и обезвоживанию до сухости 30-40% методом механического отжима влаги между прессовыми валами на упругой подкладке из шерстяной ткани. Затем бумага подвергается сушке.
Сушильная часть машины состоит из батарей цилиндров, обогреваемых паром, через которые проходит бесконечное полотно бумаги. Пройдя сушильные цилиндры, сухой бумажный лист охлаждается на холодильном цилиндре и поступает в машинный каландр, где подвергаемся машинной отделке, приобретая необходимую степень гладкости и уплотнения.
После этого готовая бумаги наматывается в виде бесконечной ленты на накате. Здесь заканчивается процесс выработки бумаги па бумагоделательной машине. Дальнейшая отделка бумаги и разрезание ее на рулоны или листы производится в отделочном цехе.
Вода, освобождающаяся в сеточной и прессовой частях бумагоделательной машины, собирается и снова используется в производстве как оборотная для разбавления массы перед машиной и других стадиях производства.
Равномерный отлив бумаги на машине достигается при условии постоянства количества и концентрации бумажной массы, подаваемой на машину в единицу времени при установившемся ее режиме работы.
Для того чтобы вес квадратного метра бумаги оставался неизменным, необходимо постоянное соотношение между количеством подаваемой в единицу времени массы и скоростью машины. Если подача массы будет изменяться, то при постоянной скорости машины изменится вес бумаги. Наоборот, если при постоянной подаче массы на машину изменяют ее скорость, изменяется и вес бумаги.
Бумажная масса на бумагоделательную машину подается из машинного бассейна насосом через переливной бачок, установленный на высоте 2-3 м над ее сеточным столом, обеспечивающий постоянный напор и, следовательно, равномерную подачу массы на машину независимо от работы насоса. Масса разбавляется далее оборотной водой, проходит через очистную аппаратуру и подводится к напорному ящику машины.
Напорный переливной бачок изготовляют емкостью 0,5-1,5 л из нержавеющей стали или железобетона. Внутри бачка устанавливают одну или две перегородки. Масса поступает в одно из отделений бачка снизу, переливается через более низкую перегородку в другое отделение, из которого при постоянном напоре направляется по трубе через регулируемое задвижкой отверстие на машину.
Через другую, более высокую перегородку избыток массы переливается в другое отделение, откуда возвращается в машинный бассейн.
Операция очистки бумажной массы предшествует отливу бумаги на машине. От качества очистки массы зависит не только качество вырабатываемой бумаги, но и в значительной степени работа бумагоделательной машины: сокращаются обрывы бумажного полотна на сетках и прессах. Однако не следует считать, что очистка полностью устраняет весь сор из бумажной массы и что можно выработать чистую бумагу даже при использовании не вполне доброкачественных, сорных волокнистых материален. Чтобы получить чистую бумагу, прежде всего, необходимо иметь достаточно чистые волокнистые полуфабрикаты.
3.6 Переработка низкокачественной древесины и отходов
К низкокачественной древесине относятся хлысты и их отрезки не соответствующие требованиям стандартов на долевые сортименты. Качество низкокачественной древесины зависит от качественного состояния лесосырьевой базы предприятия. Среднее содержание низкокачественной древесины при сплошных рубках составляет в основном для хвойных пород 15-20%, лиственных (березы, осины) 45-80%, лиственницы 25%. Основными пороками, определяющими низкое качество древесины, считается внутренняя гниль, кривизна, сучковатость.
Низкокачественную древесину перерабатывают на деловую продукцию, у которой гниль занимает 1/3-1/2 площади горна.
К отходам лесозаготовок относятся различные древесные остатки, образующиеся в процессе валки дерева, первичной обработки и частичной переработки на нижних складах. Значительное количество отходов получается при выработке балансов и рудничной стойки, шпалопилении и лесопилении. Основными видами переработки низкокачественной древесины и отходов на лесных складах является: выработка колотых балансов, мелких пиломатериалов и технологической щепы.
Выработка колотых балансов. Дополнительным сырьем дли целлюлозно-бумажной промышленности является низкокачественная древесина из которой можно получить так называемые колотые балансы.. Экономически выгодно их заготавливать, если из расколотого полепи можно получить балансы толщиной не менее 5-6 см. Выход готовой продукции из низкокачественной древесины, отобранной для выработки колотых балансов, составляет 50-55%. Длина колотых балансов равна длине чурака и составляет 1 м. Чураки диаметром до 36 см раскалывают на четыре части, а от 37 до 60 см - на шесть частей. Для получения чистой балансовой древесины необходимо удалить гниль в центральной части (вершине) полена.
3.7 Циркульный многопильный станок ЦМ-120
Предназначен для продольного распиливания досок и брусков на бруски меньших размеров и дощечку.
Составные части: станина, пильный вал с механизмом подъема и привода, подающие вальцы с механизмом подъема и привода, когтевая защита рабочих органов, циркульные пилы, редуктор, цепная и клиноременная передачи, патрубок с пневмопроводом, пульт управления, электрошкаф, боковое и верхнее ограждение с дверками, деревянная решетка, два электродвигателя.
На пильный вал устанавливают до семи дисковых пил на расстоянии друг от друга, равном толщине выпиливаемых заготовок. Пильный вал закреплён шарнирно, с помощью трубы гайки и винта производят подъем и опускание пильного механизма. Привод пильного вала и вальцов подачи осуществляется от отдельных электродвигателей через клиноременные передачи.
Подъём верхних вальцов осуществляется вращением маховичка через червячный механизм. Деревянная решетка закрепляется в проеме стола над пильными дисками. Она служит опорой для пиломатериалов, гасит звуковые колебания от вибрации пил, исключает заклинивание пил клиновидными обрезками.
Когтевая защита состоит из набора свободно висящих зубчатых пластин, расположенных в зоне подачи заготовок к пилам. Пульт управления смонтирован отдельно от станка и находится в зоне действия рабочего.
Расчет циркульного многопильного станка ЦМ – 120 на надежность.
![]()
![]()
![]()
![]() = 0,97
= 0,97
![]() = 0,92
= 0,92
![]() = 0,92
= 0,92
![]() = 0,92
= 0,92
![]() = 0,92
= 0,92
![]() = 0,92
= 0,92
![]()
![]() = 0,99
= 0,99
![]() = 0,92
= 0,92
![]()
![]() = 0,99
= 0,99
![]() = 0,97
= 0,97
Вывод: рассмотренные детали установки ЦМ – 120 при взятом времени 1000 часов дают вероятность отказа очень большую, в течение этого времени каждая из деталей потребует замены или ремонта.
Список используемой литературы
1. Зырянов В.Н. Технология лесозаготовительного и лесопромышленного производства. Ч.I, II. Издательство ИГЭА 2001 г.
2. Бедерсон А.Л. Айплатов и др. Справочник лесозаготовителя Пермь: книжное изда-во 1972.
3. Машины для лесосечных работ. – М.: Лесная промышленность 1988 г.
4. Темофеева С.С. Надежность технических систем и технологий. Издательство ИрГТУ 2003 г.
5. Деревообрабатывающее оборудование/ справочник-М машиностроение 1986 г.
6. Поляков В.А. Концентрация и специализация в лесном хозяйстве. - М.: Лесная промышленность, 1983 г.